Изобретение касается способа производства вязаных чулочных изделий на кругловязальной машине, участки которых имеют различную плотность. Более конкретно изобретение касается способа, который обеспечивает возможность точно регулировать длину стежков петель и растяжимость изделия, так что оно прилегает с большим комфортом и лучшим внешним видом к ноге пользователя. Такое изделие делается растяжимым обычно путем изменения плотности стека, т.е. длины петель стежка, образуемых ряд за рядом.
Известна кругловязальная машина, содержащая смонтированные в мольном цилиндре с возможностью перемещения иглы, платины для удержания петель и механизм оттяжки полотна с натяжным элементом. Способ изготовления изделия на этой машине включает вязание, оттяжку, контроль и регулирование плотности изделия путем изменения длины петель.
Однако полученные в данном случае изделия имеют низкое качество.
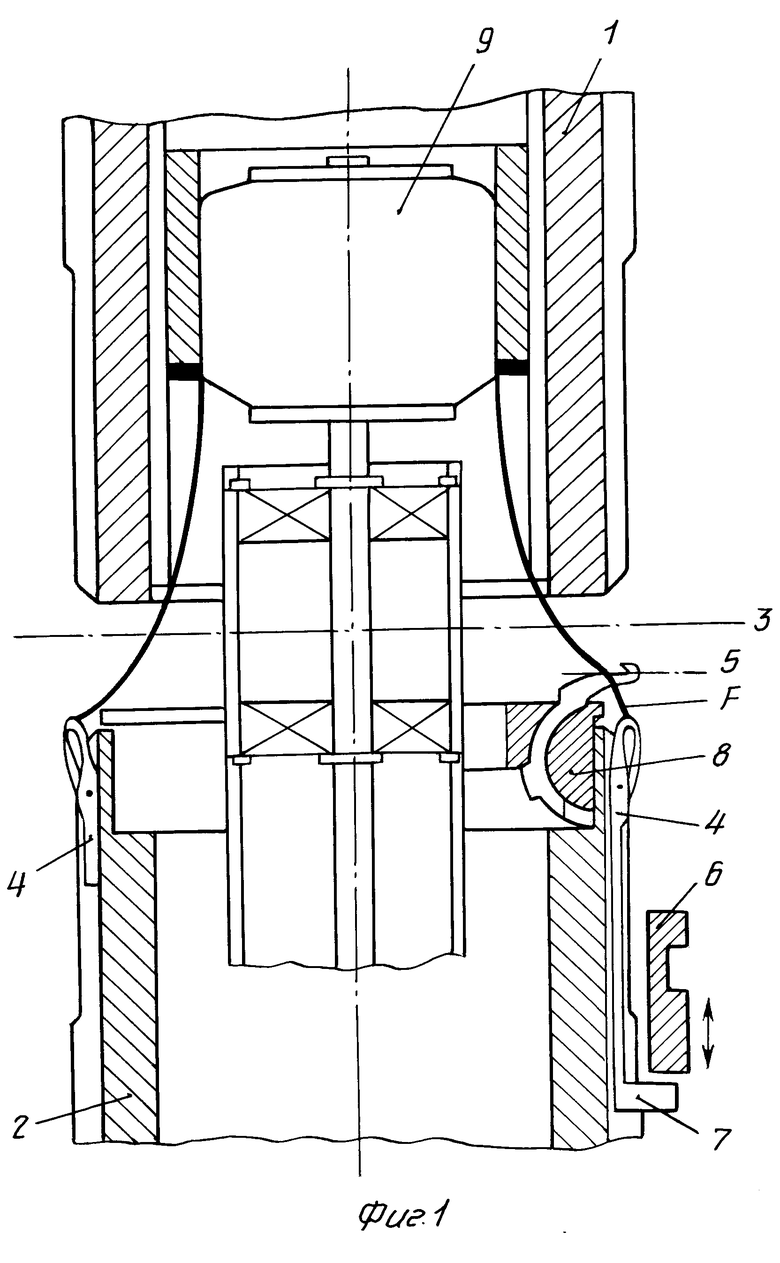
На фиг.1 показана двухцилиндровая кругловязальная машина.
Машина содержит верхний 1 и нижний 2 цилиндры. Чулок образуется в зоне 3 с помощью игл 4, которые взаимодействуют с платинами 5. Иглы 4 расположены на наружной поверхности цилиндров 1 и 2 в соответствующих скользящих элементах вдоль их образующих линий, а платины 5 - на конце цилиндра 2.
Связываемый чулок образуется вдоль наружной периферии цилиндра, который поддерживает и направляет иглы 4 при их вращательном и возвратно-поступательном движениях, при взаимодействии с платинами 5 и подаче пряжи.
На фиг. 1машина показана во время производства части простого вязаного чулка, для которого только иглы нижнего цилиндра или основы действуют вместе с соответствующими платинами. Во время этого изготовления спицы верхней основы переводятся в нижнюю основу машины. Если производятся другие типы стежков, такие как рубчиковый стежок, некоторые иглы переводятся машиной из нижней основы в верхнюю. Длина петли стежка определяется разностью в уровне между той плоскостью, в какой платины 5 удерживают пряжу F, оседаемой на них, известной в настоящее время как сбрасывающая плоскость, и плоскостью, до которой иглы 4 после подъема до максимального уровня захватывают пряжу из узла подачи (не показан) и опускаются, чтобы достичь минимального уровня при удерживании пряжи в своих верхних крючках.
Длина петли обычно определяется двумя альтернативными способами; либо путем поддерживания уровня сбрасывающей плоскости постоянной, но в соответствии с двунаправленной стрелкой установления на более высоком или более низком уровне кулачка 6, который опускает иглу до требуемого уровня посредством своего нижнего контура, контактирующего с хвостовиком 7 иглы 4, либо наоборот путем поддерживания осевого положения кулачка 6 постоянным и изменения уровня сбрасывающей плоскости в результате подъема относительно цилиндра кольца 8, которое поддерживает платины 5.
Для правильного габарита связываемого чулка во время его производства и правильного образования новых рядов связываемых петель чулок должен изыматься из зоны 3 путем перевода его в цилиндр 1 и удерживаться в натяжении. Это натяжение должно быть постоянным и значительным, в частности в отношении трикотажных тканей определенного качества. В данном случае используются натяжные элементы, которые перемещаются аксиально в цилиндрах кругловязальной машины.
Настоящее изобретение базируется на определении эффективной длины стежковых петель сразу после того, как они освободились от спиц. В этом отношении было установлено, что изменение длины петель изготавливаемого трикотажного изделия непосредственно связано с движением натяжного устройства 9, которое функционирует с постоянной силой натяжения, распределенной по всей периферии изготавливаемого чулка. Осевое движение устройства 9 быстрее в случае более длинных петель при изготовлении части чулка и медленнее в случае более коротких петель, т.е. пропорционально эффективному увеличению или уменьшению длины петель в их спокойном состоянии.
Настоящее изобретение содержит способ изготовления трикотажного чулка (изделия) переменной плотности, в котором стежковые петли имеют переменную длину, точно регулируемую в соответствии с длиной самого чулка (изделия), при этом контроль фактической длины образуемых стежковых петель производится путем сравнения фактического изменения осевой скорости натяжного устройства 9, т.е. его перемещения в единицу времени, с изменением требуемой длины петли, участка за участком, т.е. с требуемым изменением этой осевой скорости. Перемещение подвижного устройства определяется для заданного числа производимых рядов трикотажных петель и затем сравнивается с контрольной величиной , представляющей требуемое перемещение на ряд петель.
Если это сравнение осевого перемещения натяжного устройства 9 показывает, что оно меньше чем требуется, расстояние между плоскостью оседания пряжи F на платинах, т.е. сбрасывающей плоскостью, и плоскостью, в какой спицы находятся при своем минимальном уровне после захвата пряжи, как определено осевым положением кулачка 6, соответственно увеличивается. Это изменение может производиться либо путем повышения плоскости, в какой лежат платины 5 в результате осевого повышения их опоры, либо путем понижения кулачка 6. Если вместо этого осевое перемещение натяжного устройства 9 оказывается большим чем требуется, производится противоположное действие путем уменьшения расстояния между сбрасывающей плоскостью грузил и плоскостью минимального уровня активных игл 4.
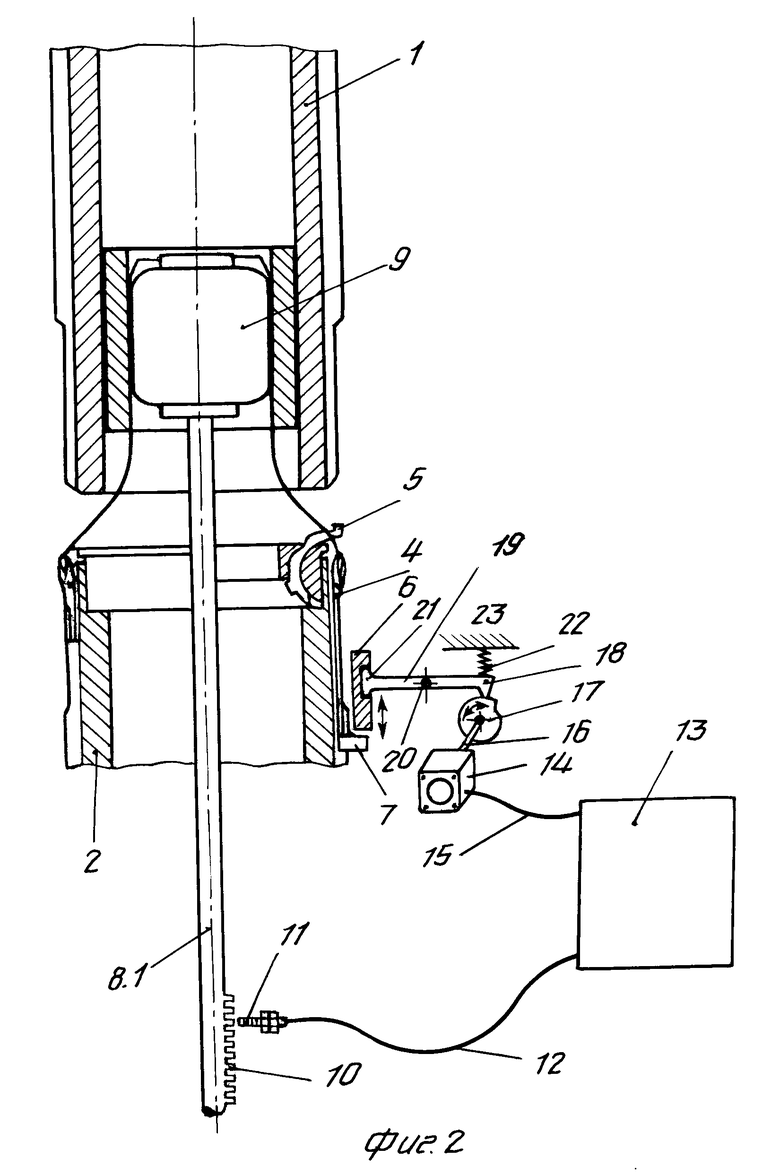
На фиг. 2 показан типичный вариант реализации способа согласно изобретению, содержащий устройство для регулирования длины стежковых петель путем изменения уровня положения кулачка 6.
На аксиально подвижном направляющем стержне 8.1 натяжного устройства 9 расположена серия контрольных меток 10, которые детектируются неподвижным датчиком 11, например датчиком близости. Так как стержень 8.1 перемещается аксиально, метки 10 проходят датчик 11, который детектирует их прохождение. Датчик 11 соединен посредством соединения 12 с управляющим блоком 13 типа микропроцессора, на который подаются импульсы, генерируемые осевым перемещением стержня и анализируемые посредством заданного сканирования, исходя из рядов связанных петель или оборотов цилиндра, например каждые пять оборотов цилиндра.
Начало сканирования может быть выгодно фиксировано как начало изготовления каждого нового трикотажного чулка (изделия) или как начало той части чулка (изделия), в которой требуется регулировать плотность вязки.
Блок 13 может быть выгодно интегрирован в управляющей электронике кругловязальной машины. Блок 13 содержит серии дискретных последовательных контрольных величин для каждой части изготавливаемого чулка (изделия) в соответствии, например, с каждыми пятью оборотами цилиндра и сравнивает их с величинами, полученными от датчика. Если сравнение показывает недостаточность, т. е. стержень 8 переместился меньше чем требуется, петли должны быть удлинены и кулачок 6, который находится на слишком высоком уровне, соответственно понижается. Если сравнение показывает избыточность, петли должны быть укорочены, и кулачок 6 повышается. Блок 13 управляет положением кулачка 6 на базе сравнения между величинами, полученными от датчика, и контрольными величинами.
Для этой цели блок 13 содержит управляющую электронику для шагового двигателя 14 и приводит его в действие через соединение 15. Шаговый двигатель 14 подвергается управляемым вращениям по часовой стрелке или против часовой стрелки, чтобы вращать вал 16, который на своем другом конце несет вращающийся кулачок 17 переменного радиуса, входящего в контакт с точкой 18 рычага 19, который может шарнирно поворачиваться на оси 20 и входить в контакт с помощью своего другого конца 21 с кулачком 6 для опускания игл 4.
Упругий элемент 22, реагирующий против фиксированной части 23, обеспечивает постоянный контакт между точкой 18 и контуром кулачка 17.
Вращения по часовой стрелке или против часовой стрелки шагового двигателя 14 и кулачка 17 ведут к опусканию или поднятию кулачка 6, т.е. к изменению разности уровней между сбрасывающей плоскостью грузил и минимальным низким уровнем спиц, при этом разность определяет длину стежковых петель.
Способ и устройство согласно изобретению обеспечивают стежковые петли требуемой длины в каждой части изготавливаемого трикотажного чулка (изделия) независимо от состояния натяжения пряжи во время ее подачи и независимо от других описанных причин нарушений.
Результирующие трикотажные (чулочные) изделия производятся точно в соответствии с требуемым размером и формой.
Сущность изобретения: в способе плотность чулочно-трикотажного изделия регулируют путем измерения осевого перемещения натяжного элемента при изготовлении отдельных участков. Кругловязальная машина для осуществления способа содержит средство для измерения скорости осевого перемещения натяжного элемента, средство для сравнения измеренной скорости натяжного элемента с заданной скоростью и средство для изменения разности между уровнем сбрасывания платин и уровнем максимального кулирования игл. 2 с. и 5 з.п. ф-лы, 2 ил.
| СПОСОБ ПОЛУЧЕНИЯ ПЕНОПЛАСТА2 Iect:eo!ita:i-^MTEHillO- ^^'* r::xH^'^;ECUAHf;rr-4;uTniA | 0 |
|
SU168871A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
