Изобретение относится к аккумуляторостроению, в частности к технологии изготовления электродов аккумуляторов, и может быть использовано в производстве электродов свинцово-кислотных и щелочных аккумуляторов.
Известны способы получения активных масс для электродов аккумуляторов путем приготовления высокодисперсного активированного порошка основного материала активной массы, смешивания его с водой, введения в смесь других компонентов активной массы и перемешивания.
Полученные активные массы используют для изготовления электродов аккумуляторов. Для этого либо намазывают влажную активную массу в виде пасты на металлическую решетку электрода, либо запрессовывают высушенную активную массу в ламели электродов.
Эти способы отличаются большой трудоемкостью, длительностью и сложностью технологического процесса, применением в нем едких и вредных для здоровья людей веществ и значительным пылеобразованием и паровыделением, что ухудшает условия труда и загрязняет окружающую среду. Получаемые электроды аккумуляторов не всегда имеют достаточно хорошие эксплуатационные свойства и не обеспечивают высокую долговечность аккумуляторов. Обусловлено это в основном тем, что в ходе сложного технологического процесса получения активных масс они загрязняются примесями вредных для электродов аккумуляторов веществ (чаще всего железа), попадающими в активные массы в результате износа деталей технологического оборудования, контактирующих с активными массами.
Известен, например, способ получения активной массы для отрицательных электродов никель-железного щелочного аккумулятора. По этому способу активную массу получают из магнетитовой железной руды. Руду измельчают механическим помолом до 44 мкм, обогащают мокрой магнитной сепарацией, а затем обрабатывают 5% -ным раствором серной кислоты при 60-100оС в течение 1 ч для удаления выщелачиванием примесей кремния, магния, кальция, марганца и титана, ухудшающих работу аккумулятора. Расход раствора серной кислоты составляет 4-6 кг на 1 кг руды. После этого в полученную массу добавляют при перемешивании связующие добавки, подсушивают смесь, и полученную активную массу используют в производстве электродов аккумулятоpов.
Недостатком этого способа является вредность и опасность технологического процесса из-за участия в нем больших объемов серной кислоты, нагретой до высокой температуры, что вызывает вредные испарения. Другим недостатком является наличие загрязненных кислых сточных вод. Качество продукта получается недостаточно высоким из-за сравнительной низкой дисперсности порошка, получаемого механическим помолом, и наличия в нем невыщелоченных следов вредных примесей.
Наиболее близким к предлагаемому (прототип) является способ получения активных масс для электродов свинцовых кислотных аккумуляторов. Этот способ наиболее широко распространен на аккумуляторных заводах в производстве стартерных аккумуляторов для автомобилей. По этому способу смешивают с водой сильно окисленный сухой свинцовый порошок. В смесь вводят слабый раствор серной кислоты ( с плотностью 1,07 г/см3). После перемешивания в течение 5-10 мин добавляют более концентрированный раствор серной кислоты (имеющий плотность 1,4 г/см3). Это делают для придания получаемой пасте свойства липкости, необходимого для удержания пасты на решетке электрода при последующей намазке, а высушенной активной массе свойства сцепляемости с металлом решетки электрода. Еще раз перемешав смесь, добавляют в нее (при получении активной массы для положительных электродов аккумуляторов) связующее - мелко нарезанное синтетическое волокно или (при получении активной массы для отрицательных электродов) - то же связующее, расширитель и ингибитор. Затем после 20-30 мин перемешивания добавляют в смесь корректировочную воду (0,2-0,3% от массы пасты) и осуществляют домешивание. Получаемые таким путем пасты для намазки положительных электродов имеют плотность 4-4,3 г/см3 и содержат 35-40 г серной кислоты на 1 кг порошка, а пасты для намазки отрицательных электродов имеют плотность 4,2-4,5 г/см3 и содержат 30-38 г серной кислоты на 1 кг порошка. Полученные пасты намазывают на свинцовые решетки электродов аккумуляторов, прокатывают их в вальцах для уплотнения и придания рельефа поверхности. После этого электроды выдерживают 2-3 сут на воздухе (или же подвергают карбонизации обработкой раствором углекислого аммония) для предотвращения усадки и растрескивания свеженамазанной массы. Затем электроды подвергают горячей сушке в потоке подогретого воздуха при 80-120оС. Высушенные электроды подвергают формировке в электролите (слабом растворе серной кислоты), пропуская через него постоянный электрический ток с плотностью на электродах не менее 2А/дм2. При формировке на отрицательных электродах происходит электрохимическое восстановление соединений двухвалентного свинца. содержащихся в высушенной пасте, до металлического губчатого свинца, являющегося активным веществом отрицательного электрода при разpяде аккумулятора. На положительных электродах при формировке идет образование и накопление двуокиси свинца, которая служит активным веществом положительного электрода при разряде аккумулятора. После формировки электроды высушивают в потоке сухого воздуха и отправляют на сборку аккумуляторов или на хранение.
Для приготовления намазочных паст для электродов аккумуляторов пригодны далеко не любые свинцовые порошки, а только полученные по особой, годами отработанной технологии. Их получают механическим помолом высокочистого металлического свинца в особых шаровых мельницах, в которых мелющими телами служат свинцовые шары. Помол осуществляют в среде воздуха при температуре до 180оС. При помоле свинец получают сложные ударно-сдвиговые деформации, которые ведут к возникновению у получаемого порошка электрохимической активности, обеспечивающей хорошую последующую работу этого материала в аккумуляторе. Во время помола металл получаемого порошка сильно окисляется в воздухе, струя которого выносит получаемый порошок из мельницы. Порошок улавливают в циклонах. Полученный таким путем порошок имеет размеры частиц 10 мкм и содержит 60-72 мас. % РbO.
Недостатком известного способа получения активных масс электродов свинцовых аккумуляторов является сложность технологии, обусловленная большим количеством операций и жесткими требованиями к технологическим режимам (температура, влажность, чистота сырья, время окисления, перемешивание, выдерживание, плотность растворов кислот и др. ). Требуется, чтобы содержание примесей железа в получаемой активной массе составляло не более 0,002 мас. % . Это выдвигает особые требования к футеровке мельниц для помола свинца и усложняет их конструкцию, а также требует специальной очистки используемой воды от примесей железа. С учетом того, что применяемые растворы серной кислоты легко растворяют конструкционное железо сосудов, мешалок, трубопроводов и арматуры, налагаются особые требования и на эти конструкционные элементы, что усложняет аппаратурное оформление производства.
Другим недостатком является большая вредность производства, обусловленная наличием высокодисперсной ядовитой свинцовой пыли в воздухе, а также применением больших количеств серной кислоты, испаряющейся в отрытый воздух на многих операциях технологического процесса. Это ведет к ухудшению условий труда и к сильному загpязнению окружающей среды. Кроме того, имеются большие затраты электроэнергии в производстве электродов по описанной технологии, особенно при операции формировки.
Недостатком электродов свинцовых аккумуляторов, изготовленных по вышеописанной технологии, является низкий ресурс работы, обусловленный низкой механической прочностью и хрупкостью слоя высушенной активной массы на электродах. В этом слое невооруженным глазом видна сетка трещин, образующихся в результате усадки активной массы при сушке электродов после намазки и после формировки. Хрупкость активной массы обусловлена в основном наличием в ней сульфатов свинца. Особенно низок ресурс работы положительных электродов, составляющий у серийных стартерных аккумуляторов, выпускаемых на заводах Российской федерации, 300-400 циклов заряд - разряд. Это обусловлено оплыванием активной массы положительных электродов в ходе эксплуатации аккумуляторов, вызванным наличием в активной массе примесей железа.
Цель изобретения - подбор технологии приготовления смеси с водой порошка основного компонента активной массы электрода аккумулятора, которая позволила бы упростить технологический процесс, повысить его экологическую чистоту, улучшить условия труда, снизить энергозатраты и улучшить эксплуатационные свойства получаемых электродов аккумуляторов.
Для этого приготовление смеси осуществляют электроэрозионным диспергированием в воде металла - основного компонента активной массы электрода данного аккумулятора.
Изобретение позволяет упростить технологический процесс за счет уменьшения числа технологических операций при получении смеси с водой порошка основного компонента активной массы электроэрозионным диспергированием металла в воде по сравнению с получением сначала сухого порошка помолом металла в среде воздуха и последующими транспортировкой его и смешиванием с водой, а также за счет исключения особо опасной операции введения в смесь кислоты;
повысить экологическую чистоту производства и улучшить условия труда за счет уменьшения пылеобразования при получении смеси порошка с водой электроэрозионным диспергированием металла в воде по сравнению с получением ее помолом металла в среде воздуха с последующими транспортиpовкой сухого порошка и смешиванием его с водой, а также за счет исключения операции введения в смесь кислоты;
уменьшить затраты электричества на 200 А ч на 1 кг активной массы отрицательных электродов свинцовых аккумуляторов за счет исключения энергоемкой операции формировки электродов и замены ее менее энергоемкой операции зарядки электродов;
повысить на 8-14% удельную электрическую емкость аккумулятора на единицу активной массы его электродов;
увеличить ресурс работы электродов аккумулятора (число циклов заряд-разряд до разрушения электродов) более чем в два раза;
увеличить механическую прочность и стойкость к вибрациям электродов аккумуляторов за счет уменьшения хрупкости и растрескивания их активной массы.
Вышеперечисленные преимущества способа обеспечиваются тем, что приготовление смеси с водой порошка основного компонента активной массы электрода аккумулятора осуществляют электроэрозионным диспергированием в воде металла - основного компонента активной массы электрода данного аккумулятора. Это обусловлено тем, что, во-первых, электроэрозионное диспергирование металлов в воде позволяет сразу за одну технологическую операцию получать смесь порошка с водой и исключить появление сухого порошка и пылеобразования.
Во-вторых, измельчение металла-компонента активной массы электрода аккумулятора электроэрозионным диспергированием его в воде позволяет легко получать более высокую дисперсность порошка, чем механическим помолом в среде воздуха или другими методами диспергирования, применяемыми в известных способах получения активных масс электродов аккумуляторов. При этом электроэрозионный метод диспергирования металлов в воде позволяет легко регулировать в самых широких пределах окисленность получаемого порошка и выбирать оптимальную для активного материала электрода каждого конкретного аккумулятора окисленность.
В-третьих, получаемый электроэрозионным диспергированием в воде металлический порошок имеет особую структуру металла, для которой характерны повышенная плотность дефектов кристаллической структуры и преобладание неравновесных (метастабильных) фаз. Это придает металлу порошка повышенную химическую и электрохимическую активность. Так, металл порошка, полученного электроэрозионным диспергированием свинца в воде, близок по своим электрохимическим свойствам к губчатому свинцу, получающемуся в известном способе только после формировки электродов электрическим токов электролите. Это позволяет в предлагаемом способе исключить операцию формировки электродов свинцовых аккумуляторов.
В-четвертых, при окислении электроэрозионных порошков в воде образуются преимущественно метастабильные фазы оксидов (магнетит на частицах железного порошка, байерит и γ -Al2O3 - на частицах алюминиевого порошка, β -PbO - на частицах свинцового порошка). А именно эти фазы оксидов необходимы для активных масс электродов аккумуляторов.
В-пятых, высокая активность материала электроэрозионных порошков обеспечивает хорошую сцепляемость их с металлом решетки электрода, на который намазывают пасту. Сцепляемость настолько высока, что позволяет отказаться от добавления в пасту серной кислоты, которую в известном способе вводят в активную массу для придания пасте необходимой липкости и повышения сцепляемости активной массы с решеткой. Исключение операции введения в пасту серной кислоты ведет не только к улучшению условий труда, но и исключает преждевременную сульфатацию электродов при их сушке после намазки. А поскольку сульфатация обычно приводит к охрупчиванию и растрескиванию активной массы, то тем самым предотвращаются эти нежелательные явления.
В-шестых, электроэрозионное диспергирование металла электрическими разрядами в воде между электродами из этого же металла позволяет уменьшить загрязнение получаемого порошка и смеси его с водой конструкционными материалами технологического оборудования, в частности железом. А исключение из технологии приготовления намазочных паст растворов кислоты позволяет уменьшить загрязнение этих паст растворяющимися в кислотах металлами деталей оборудования. Все это уменьшает загрязненность активной массы вредными для нее примесями, в частности примесями железа в электродах свинцовых аккумуляторов. А уменьшение загрязненности железом ведет к уменьшению оплывания активной массы положительных электродов свинцовых аккумуляторов, что повышает ресурс их работы.
И, наконец, при электроэрозионном диспергировании металла в воде происходит испарение и выгорание части содержащихся в этом металле вредных примесей, ухудшающих работу аккумулятора. Это также способствует улучшению качества получаемой активной массы.
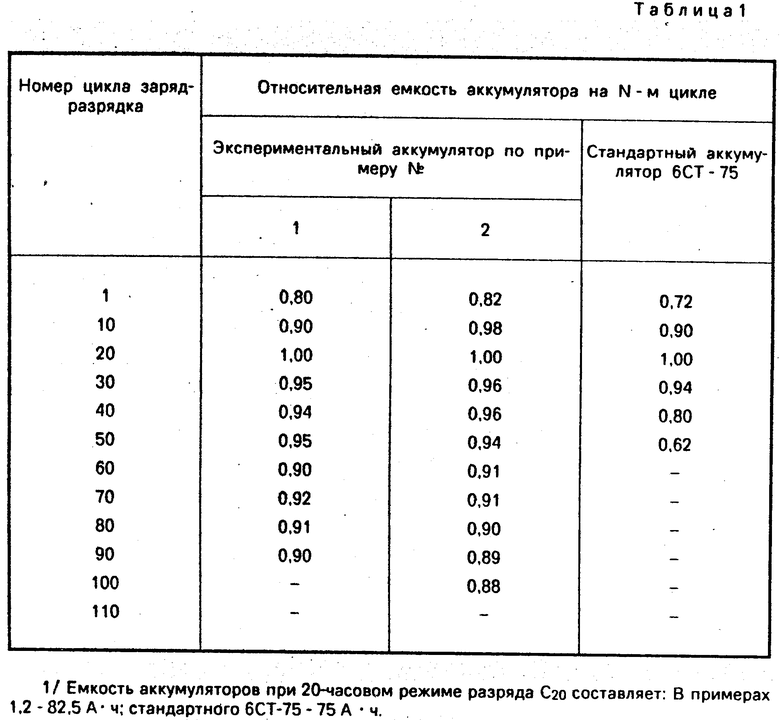
П р и м е р 1. Для получения активных масс для положительных электродов свинцово-кислотных стартерных аккумуляторов берут высокочистый свинец марки СО (ГОСТ 3778-77). Отливают из него свинцовую дробь с размерами гранул 3-5 мм методом литья капель расплава свинца в воду. Загружают полученную дробь в устройство для электроэрозионного диспергирования металлов, состоящее из сосуда, выполненного из диэлектрического материала, в который опущены два плоских электрода из свинца. Между электродами загружают свинцовую дробь, а на электроды подают импульсы электрического напряжения до 800 В с частотой следования их 1 кГц. В плоском диэлектрическом днище сосуда имеются отверстия перфорации, через которые снизу вверх подают поток воды. Он осуществляет перемешивание слоя гранул свинца. При подаче импульсов электрического напряжения на электроды между ними происходят электрические разряды по цепочкам из гранул, контактирующих друг с другом и с электродами. При этом в точках контакта гранул возникают искровые разряды в воде, осуществляющие электроэрозионное диспергирование металла гранул и электродов. Энергозатраты на диспергирование 0,1 кВтч/кг. Образующийся высокодисперсный (с размерами частиц 0,1-8 мкм) свинцовый порошок выносится потоком воды из сосуда. Этот порошок концентрируют до плотности влажной массы 4,5-5 г/см3 с помощью фильтра. Отделенный от порошка фильтрат (воду) возвращают для повторного использования в устройстве электроэрозионного диспергирования. В свежеполученной таким путем влажной массе степень окисленности свинца составляет 5-10% от массы свинца. Эту влажную массу перемешивают 5 мин в отдельном сосуде и добавляют в нее при перемешивании упрочнитель - полипропиленовое волокно (ТУ 38-10263-75), имеющее толщину 10-30 мкм и длину до 3 мм. Добавку упрочнителя осуществляют в количестве 0,1-0,2% от массы свинца. Смесь перемешивают 20 мин. Полученной пастой осуществляют намазку стандартных свинцовых решеток электродов стартерного аккумулятора, отлитых на автомате "Агат", Они имеют толщину 1,8 мм при размерах 133х143 мм. Намазку осуществляют вручную по известной стандартной технологии намазки. Намазанный электрод прокатывают между резиновыми вальцами через прокладочную ткань для удаления из намазанной массы избытка влаги и придания ее поверхности рельефа. Удельное давление на электроды между вальцами 3-5 кГ/см2. Затем электроды устанавливают вертикально и высушивают на воздухе при комнатной температуре в течение 1 ч. При этом происходит окисление свинца пасты кислородом воздуха с выделением тепла. Катализатором этого процесса служит влага (вода) пасты. В результате активная масса электрода полностью высыхает, а содержание оксидов (PbO) в ней возрастает до 70% . Полученные положительные электроды свинцовых стартерных аккумуляторов не требуют формировки. Вместо формировки осуществляют зарядку положительных электродов отдельно от отрицательных. Зарядку осуществляют в баке со слабым раствором серной кислоты (плотность электролита 1,01 г/см3). Вместо отрицательных электродов в бак опущены стационарные стандартные свинцовые решетки электродов аккумуляторов без активной массы. На электроды подают постоянный электрический ток с плотностью 5-6 А/дм2 на положительных электродах. Температуру электролита ограничивают 35-40оС. Продолжительность зарядки 3-4 ч до ЭДС = 2,06-2,11 В на электрода. Об окончании процесса зарядки свидетельствует исчезновение серых пятен на электродах и приобретение ими темно-коричневого цвета. По окончании зарядки электроды высушивают в потоке горячего воздуха при 80-100оС в течение 20 мин. Высушенные сухозаряженные электроды отправляют на хранение или на сборку аккумуляторов. Они могут храниться без ухудшения их электрических и механических свойств в течение года. Полученные сухозаряженные положительные электроды после года хранения испытывают в составе аккумуляторной батареи, собранной их этих электродов и отрицательных электродов, полученных по примеру 2, описанному ниже. Испытания осуществляют согласно ГОСТ 959.0-84. В тех же условиях проводят испытания такой же стандартной аккумуляторной батареи. Результаты испытаний показывают, что удельная энергия экспериментального аккумулятора составляет 34-38 Втч/кг, а стандартного - 30-35 Втч/кг. Результаты сравнительных испытаний экспериментального и стандартного аккумуляторов приведены в табл. 1.
П р и м е р 2. Активную массу для отрицательных электродов свинцовых стартерных аккумуляторов получают так же, как и активную массу для положительных электродов в примере 1, с тем отличием, что перед введением во влажную массу упрочнителя (полипропиленового волокна) в нее добавляют суспензию расширителя с ингибитором окисления следующего состава (в пересчете на 100 кг свинца): дубитель БНФ твердый - 0,25 кг, барий сернокислый - 0,60 кг, кислота α - ОНК - 0,50 кг, вода - 1,50 кг. Смесь тщательно перемешивают 10 мин. Далее все операции осуществляют так же, как в примере 1. При этом степень окисленности свинца а активной массе не возрастает из-за наличия в ней ингибитора (кислоты α -ОНК). Высушенные в течение 1 ч в потоке сухого воздуха электроды не подвергают формировке. Вместо формировки осуществляют зарядку отрицательных электродов отдельно от положительных в баке со слабым раствором серной кислоты (плотность электролита 1,1 кг/л). Вместе положительных электродов в бак стационарно опущены стандартные свинцовые решетки электродов аккумулятора без активной массы. На электроды подают постоянный электрический ток с плотностью ≈ 0,7 А/дм2 на отрицательных электродах. Зарядку продолжают 13-15 ч до достижения на электродах ЭДС-2,06-2,11 В. При этом экономится до 250 ˙А ч на каждый килограмм активной массы отрицательных электродов по сравнению с операцией формировки электродов в известном способе. После зарядки отрицательные электроды испытывают в составе аккумуляторной батареи, собранной из этих электродов и положительных электродов, полученных в примере 1. Испытания осуществляют согласно ГОСТу 959.0-84. Результаты сравнительных испытаний экспериментального и стандартного аккумуляторов приведены в табл. 1.
П р и м е р 3. Для приготовления оксидно-никелевой активной массы для положительных электродов щелочного аккумулятора берут никель металлический марки НО виде кусков с размерами 5-10 мм, Затем подвергают его электроэрозионному диспергированию так же, как в примере 1. Удельные энергозатраты на диспергирование 6 кВт ч/кг. Получаемая водная суспензия состоит из никелевого порошка с размерами частиц 0,1-10 мкм, содержащих 4-6% оксида никеля. Суспензию концентрируют центрифугированием до влажности 80% по массе. Затем приготовляют насыщенный раствор нитрата никеля и вводят в него сконцентрированную суспензию в количестве 15% от массы раствора в пересчете а сухое вещество суспензии. Смесь перемешивают 30 мин. При этом никель порошка суспензии взаимодействует с раствором нитрата никеля с образованием гидрооксида никеля. После отстаивания в течение 20 мин он выпадает в осадок. Его отфильтровывают от раствора и промывают водой до нейтральной реакции в ней (рН ≈ 7). Затем осадок высушивают в токе сухого воздуха, просеивают и смешивают с остальными компонентами активной массы в соотношении, мас. % : Гидроксид никеля 70-75 Графитовый порошок 16-16,5 Гидроксид бария 2,1-2,4 Раствор КОН плотностью 1,09-1,11 г/см3 5,6-9.1.
Полученную активную массу используют для изготовления оксидно-никелевого положительного электрода по стандартной технологии. Для этого активную массу засыпают в стандартные сетчатые коробочки-ламели, изготовленные из никелированной стали 08 КП. Толщина коробочек - 3,7 мм, размеры 97 х 206 мм. Края коробочки заливают в "замок" и запрессовывают в рамку, соединенную с токоотводом аккумулятора. Для придания уплотнения активной массы ламели подпрессовывают на прессе с одновременной легкой гофрированной их поверхностью. Аккумулятор собирают в паре с железным отрицательным электродом, изготовленным по технологии, описанной в примере 4. Аккумулятор заполняют электролитом - раствором едкого калия, имеющим плотность 1,18-1,21 г/см3, с добавкой едкого лития 4,0 г/л и выдерживают 1 ч для пропитки электродов электролитом. После этого доливают в аккумулятор электролит до восполнения его уровня до нормального и подвергают электроды формировке постоянным электрическим током тремя последовательными заряд-разрядными циклами, Ток зарядки на всех трех циклах 5А, время зарядки на первом цикле 7 ч, на втором и третьем циклах по 9 ч. Ток разряда на всех трех циклах 2,5 А, время разряда на первом цикле 2 ч, на втором и третьем по 4 ч.
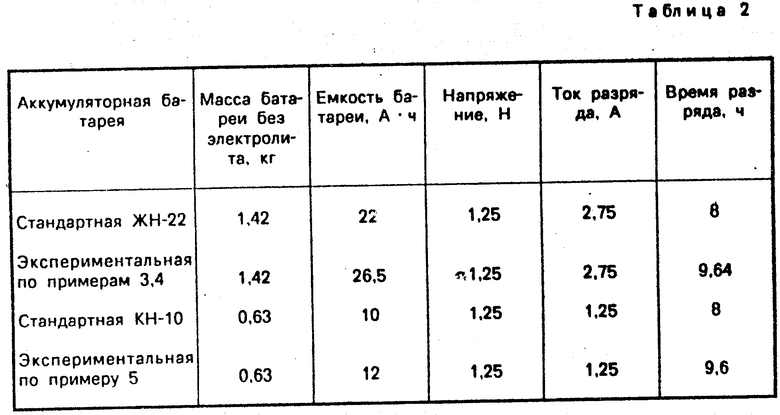
После формировки аккумулятор заряжают постоянным током 5,5 А в течение 6 ч. Для определения емкости и сравнения со стандартным аккумулятором ЖН-22, формировавшимся и заряжающимся в тех же условиях, аккумуляторы разряжают током 2,75 А до напряжения 1В. Полученные сравнительные характеристики экспериментального и стандартного аккумуляторов приведены в табл. 2. Из данных табл. 2 видно, что емкость экспериментального аккумулятора на 20% больше, чем у стандартного, а коэффициент использования активной массы при работе аккумулятора возрастает на 12-15% по сравнению со стандартным.
П р и м е р 4. Для приготовления активной массы для отрицательного электрода железо-никелевого щелочного аккумулятора берут кусочки низкоуглеродистой стали и подвергают их электроэрозионному диспергиpованию в воде на той же установке, что и в примере 1. Удельные энергозатраты на диспергирование - 6 кВт˙ ч/кг. Получаемая водная суспензия состоит из железного порошка с размерами частиц 0,1-10 мкм, содержащих 8-12% по массе оксида железа в виде магнетита (Fe3O4) и гетита (FEO) без примесей гематита (Fe2O3). Суспензию концентрируют отстаиванием до влажности 80-85% по массе и осуществляют доокисление железа в ней выдерживанием суспензии в течение 6 ч при 80-100оС. В результате содержание оксидов железа возрастает до 88-90 мас. % за счет образования магнетита в реакции вытеснения водорода из воды железом.
Затем суспензию обезвоживают на центрифуге до влажности 30 мас. % . Полученную пасту берут в количестве 125 кг и добавляют в нее при перемешивании 1,9 л 40% -ного раствора сернокислого никеля, затем 0,38 кг сернокислого железа и 2,5 кг аккумуляторного графита. Смесь перемешивают в течение 40 мин, а затем высушивают в токе воздуха при 80-120оС. Высушенную смесь перемешивают до разбивания комков и просеивают Затем смесь засыпают в сетчатые коробочки-ламели, такие же, как в примере 3, но изготовленные из стали 08КП, не подвергнутой никелированию, и имеющие размеры 3,7х72х116 мм. Заполненные ламели подпрессовывают на прессе так же, как в примере 3. Аккумулятор собирают в паре с оксидно-никелевыми положительными электродами, изготовленными по технологии, описанной в примере 3. Пропитку электродов электролитов в аккумуляторе и последующую формировку осуществляют так же, как в примере 3. Полученные сравнительные характеристики испытаний изготовленного таким образом экспериментального и стандартного (ЖН-22) аккумуляторов приведены в табл. 2. Из таблицы следует, что емкость экспериментального аккумулятора на 20% больше, чем у стандартного, а коэффициент использования активной массы при работе аккумулятора возрастает на 12-15 по сравнению со стандартным.
П р и м е р 5. Для приготовления активной массы для отрицательного электрода никель-кадмиевого щелочного аккумулятора берут металлический кадмий (ГОСТ 1467-67) в виде кусков с размерами 5-10 мм и подвергают его электроэрозионному диспергированию в воде на той же установке, что и в примере 1. Удельные затраты на диспергирование 2 кВт ˙ч/ кг. Получаемая водная суспензия состоит из высокодисперсного гидрооксида кадмия, взвешенного в воде и содержащего 10% по массе (в пересчете на сухое вещество) остатков непрореагировавшего металлического кадмия в виде частиц высокодисперсного (0,1 - 10 мкм). Полученную суспензию концентрируют отстаиванием до влажности 80 мас. % . Затем берут суспензию, полученную электроэрозионным диспергированием в воде низкоуглеродистой стали по технологии, описанной в примере 4, в которой железо окислено на 80-90 мас. % . Смешивают кадмий - содержащую суспензию с железо - содержащей суспензией в массовом отношении 1: 1 (в пересчете на сухое вещество) и перемешивают смесь в течение 1 ч. Затем отжимают смесь на фильтp-прессе и высушивают в токе сухого воздуха при 80оС. Высушенную массу перемешивают до разбивания комков, добавляют в нее 3-3,5 мас. % солярного масла и перемешивают в течение 1 ч. Полученную смесь просеивают и засыпают в сетчатые коробочки-ламели, такие же, как описаны в примере 3, но изготовленные из стали 08 кп, не подвергнутой никелированию, и имеющие размеры 3,7 х 72 х 116 мм. Заполненные ламели подпрессовывают на прессе, как и в примере 3. Аккумулятор собирают в паре с оксидно-никелевыми положительными электродами, изготовленными по технологии, описанной в примере 3. Пропитку электродов электролитом в аккумуляторе и последующую формировку осуществляют так же, как в примере 3, с тем отличием, что величину силы тока на всех трех циклах зарядки берут 2,5А, а величину силы тока разряда - 1,25А. При этом время разряда на втором и третьем циклах составляет 8 ч. После формировки аккумулятор заряжают постоянным током 2,5 А в течение 6 ч. При таких же режимах формируют и заряжают стандартный никель-кадмиевый аккумулятор КН-10. Для определения емкости и сравнения со стандартным аккумулятором КН-10 оба аккумулятора (экспериментальный и стандартный) разряжают при силе тока разряда 1,25А до напряжения 1В. Полученные сравнительные характеристики приведены в табл. 2. Из данных табл. 2 следует, что емкость экспериментального аккумулятора на 20-25% больше, чем у стандартного, а коэффициент использования активной массы при работе аккумулятора возрастает на 10-15% по сравнению со стандартным. Это обусловлено и тем, что при получении железо-кадмиевой активной массы предлагаемым способом при смешении двух жидких суспензий достигается более равномерное полое и тонкое смешивание, чем при механическом смешивании сухих порошков оксидов железа и оксидов кадмия в известном способе, применяемом при изготовлении стандартных аккумуляторов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ СВИНЦОВОГО АККУМУЛЯТОРА | 2000 |
|
RU2168804C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЖИТЕЛЬНОГО ЭЛЕКТРОДА СВИНЦОВОГО АККУМУЛЯТОРА | 1991 |
|
RU2025002C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ПОРОШКОВ | 1986 |
|
SU1376362A1 |
| СПОСОБ ОЧИСТКИ ВОДЫ | 1991 |
|
RU2019521C1 |
| ЭЛЕКТРОЛИТ ДЛЯ УЛУЧШЕНИЯ ЭЛЕКТРИЧЕСКИХ ХАРАКТЕРИСТИК СВИНЦОВО-КИСЛОТНЫХ АККУМУЛЯТОРОВ (СКА), ПРИМЕНЕНИЕ СЕМИДИНА ДЛЯ УЛУЧШЕНИЯ ЭЛЕКТРИЧЕСКИХ ХАРАКТЕРИСТИК СКА, СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ СКА И СПОСОБ РЕМОНТА СКА | 2020 |
|
RU2748982C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СВИНЦОВЫХ АККУМУЛЯТОРОВ | 1999 |
|
RU2158047C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СВИНЦОВО-КИСЛОТНЫХ АККУМУЛЯТОРНЫХ БАТАРЕЙ | 1994 |
|
RU2076403C1 |
| СВИНЦОВО-КИСЛОТНАЯ АККУМУЛЯТОРНАЯ БАТАРЕЯ | 2005 |
|
RU2287209C1 |
| СПОСОБ ОЧИСТКИ ВОДЫ ОТ ИОНОВ МЕТАЛЛОВ | 1992 |
|
RU2049733C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА СВИНЦОВО-КИСЛОТНОГО АККУМУЛЯТОРА | 2014 |
|
RU2584001C1 |
Использование: производство электрических аккумуляторов. Сущность изобретения: активную массу электрода получают электроэрозионным диспергированием в воде металла - основного компонента активной массы с последующим введением активирующих добавок. 2 табл.
СПОСОБ ПОЛУЧЕНИЯ АКТИВНЫХ МАСС ДЛЯ ЭЛЕКТРОДОВ АККУМУЛЯТОРОВ путем приготовления смеси с водой порошка основного компонента активной массы электрода аккумулятора, введения в нее других компонентов активной массы и перемешивания, отличающийся тем, что, с целью упрощения технологического процесса, повышения его экологической чистоты и улучшения условий труда, а также снижения энергозатрат и улучшения эксплуатационных свойств получаемых электродов аккумуляторов, приготовление смеси осуществляют электроэрозионным диспергированием в воде металла - основного компонента активной массы электрода данного аккумулятора.
