Изобретение относится к обработке металлов давлением, в частности в резке материалов, и может быть использовано в промышленности для мерной резки оболочек гибких металлорукавов с винтовыми гофрами (полученными навивкой из гофрированной металлической ленты), а также оболочек рукавов с параллельными гофрами.
Известен способ резки трубы, по которому вначале труба замыкается в две охватывающие пары полувтулок с режущими кромками, что повышает ее жесткость в поперечном сечении. При этом между парами полувтулок оставляется зазор, равный толщине плоского ножа, который входит в зазор между полувтулками и снимает сегмент трубы, открывая тем самым доступ в ее внутреннюю полость. Затем в эту открытую полость входит второй нож с клиновой заточкой, который разделяет трубу окончательно. Тем самым достигается высокая стойкость инструмента, а также возможность разрезки недостаточно жестких труб.
К недостаткам способа следует отнести наличие отхода трубы длиной, равной толщине ножей. Устройства, основанные на рассматриваемом способе, имеют сложную конструкцию и применимы только к гладким трубам.
Известен способ резки оболочек вращающимися металлическими кругами со скоростями на периферии круга порядка 50-100 м/с. Способ обладает высокой производительностью. Однако при этом способе во внутреннюю полость оболочки попадает большое количество частиц, образующихся при резке. Кроме того, при резке указанным способом ухудшаются условия труда.
Известен способ резки оболочек гофрированных рукавов плоским ножом. По известному способу оболочка вводится во втулку с режущей кромкой, зажимается, после чего нож, перемещаясь от пневмоцилиндра в направляющих, врезается в оболочку как бы по касательной. Дополнительная направляющая служит для повышения жесткости устройства.
Недостатком способа является то, что при резке плоским ножом (при поступательном движении ножа) оболочка сминается из-за недостаточной ее жесткости.
Цель изобретения - повышение качества получаемых заготовок за счет отсутствия смятия оболочек.
Это достигается тем, что в способе резки гофрированных оболочек гибких металлорукавов, включающем зажим оболочки и резку в направлении, перпендикулярном оси оболочки, оболочку плоскостью реза устанавливают на режущую кромку опоры, а в противолежащей точке этой плоскости делают прокол оболочки. Причем при резке оболочек с винтовыми гофрами прокол делают по впадине гофров.
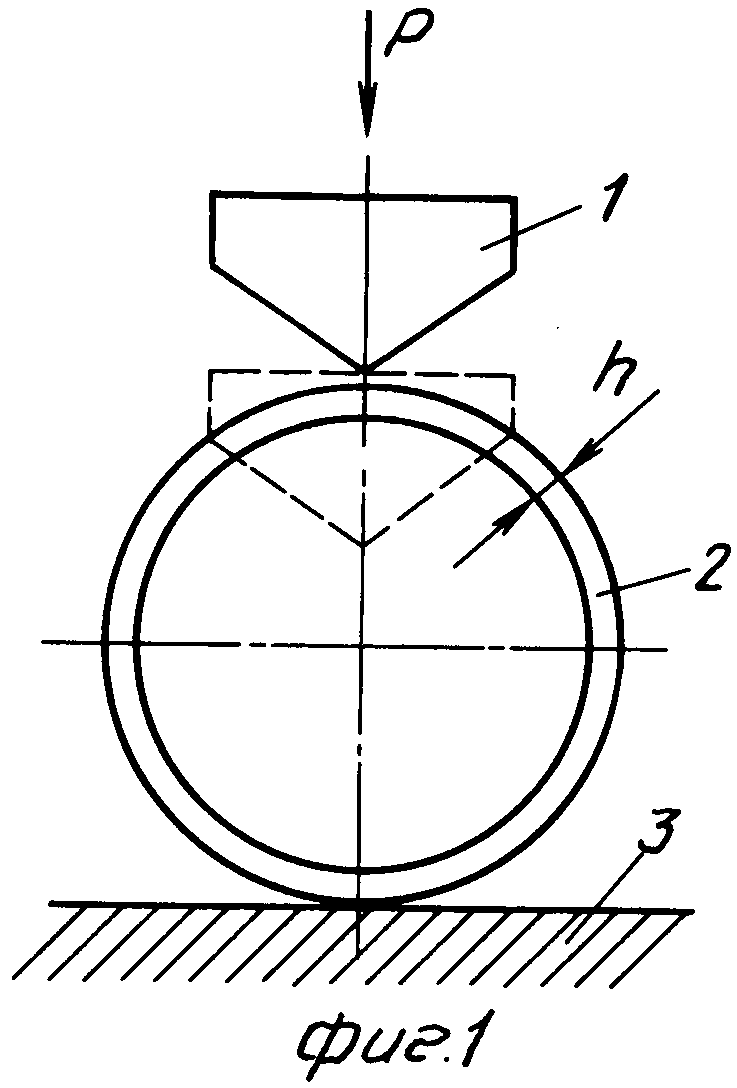
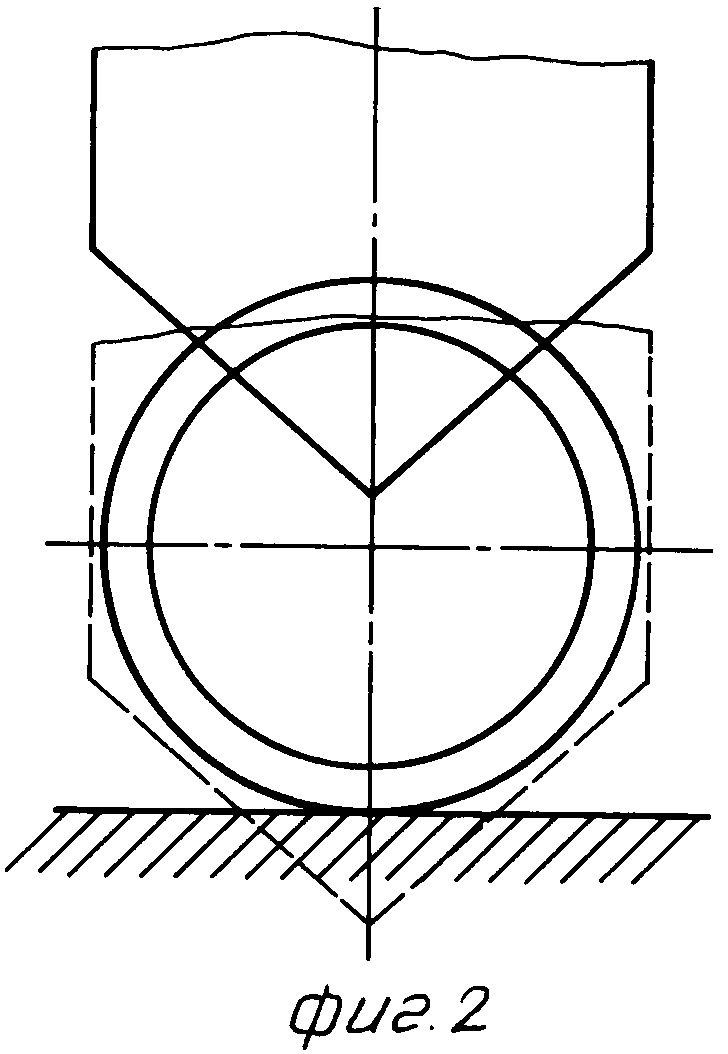
На фиг. 1 показан прокол оболочки; на фиг. 2 - окончательное ее разделение.
Способ резки гофрированных оболочек гибких металлорукавов осуществляется следующим образом.
Нож 1 находится в положении, показанном сплошными линиями. Гибкую оболочку 2 с высотой гофров h подают до регулируемого упора на опору 3, имеющую режущую кромку, затем оболочку зажимают. После этого нож движется вниз, делая прокол на оболочке, после чего нож движется вверх. Затем нож осуществляет окончательную разрезку оболочки.
Предлагаемый способ позволяет повысить качество получаемых заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отбортовки | 1980 |
|
SU899201A1 |
| Способ изготовления оболочек с гофрами | 1990 |
|
SU1726084A1 |
| ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ | 2006 |
|
RU2334599C2 |
| Инструмент летучих ножниц | 1990 |
|
SU1750874A1 |
| Устройство автоматической резки фильтрующей гофрированной бумаги, свернутой в трубу | 1990 |
|
SU1778011A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1995 |
|
RU2081267C1 |
| Штамп для изготовления гофрированной ленты | 1978 |
|
SU751469A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ДЛЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1995 |
|
RU2083373C1 |
| Пустотелый строительный металлический элемент | 2020 |
|
RU2726731C1 |
| ГОФРИРОВАННОЕ ГИБКОЕ ОГРАЖДЕНИЕ МЕЖВАГОННОГО ПЕРЕХОДА ТРАНСПОРТНОГО СРЕДСТВА | 1999 |
|
RU2161575C2 |
Использование: может быть использовано в области обработки металлов давлением при изготовлении гофрированных оболочек гибких металлорукавов. Сущность: по данному способу оболочку устанавливают плоскостью реза на режущую кромку опоры, затем ее зажимают, далее осуществляют прокол оболочки в диаметрально противолежащей от точки контакта оболочки с опорой в плоскости реза точке по впадине гофров, после чего осуществляют окончательную разрезку оболочки в зоне прокола. 1 з. п. ф-лы, 2 ил.
