1
Изобретение относится к обработке металлов давлением, в частности к оснастке для гофрирования ленты.
Из основного авт. св. № 502680 известен штамп для изготовления гофрированной 5 ленты. Рабочие части пуансона и матрицы выполнены с несколькими последовательно расположенными зонами формоизменения, сближения и калибровки гофров. Первые две зоны имеют переменную в продольном ю направлении ширину внадин и выступов, расположенных под заданным углом относительно продольной оси пуансона и матрицы. В штампе с обеих сторон установлены боковые плапкн, взаимодействуюшие с бо- is ковыми стенками пуансона и матрицы. Боковые планки имеют возможность поворачиваться вокруг оси. Выступы и впадины калибруюш,ей зоны имеют постоянную ширнну и высоту. Лента, перемещаясь вдоль 20 нуансона и матрицы, сужается, образуя гофры, которые принимают окончательную форму в зоне калибровки.
На известном штампе можно нолучать ленту определенной ширииы и на другие 25 типоразмеры лент штамп переналаживаться не может.
Целью изобретения является расширение номенклатуры получаемых изделий.
Для достижения этой цели штамп снаб- 30
жен зоной резки, размешенной за калибровочной зоной, выполненной в виде установленного на подвижной нлите держателя с закрепленными на нем жестко обрезными пуансонамн и с возможностью перестановки разрезными пуансонами, а также блока ножей, установленного на неподвижной плите.
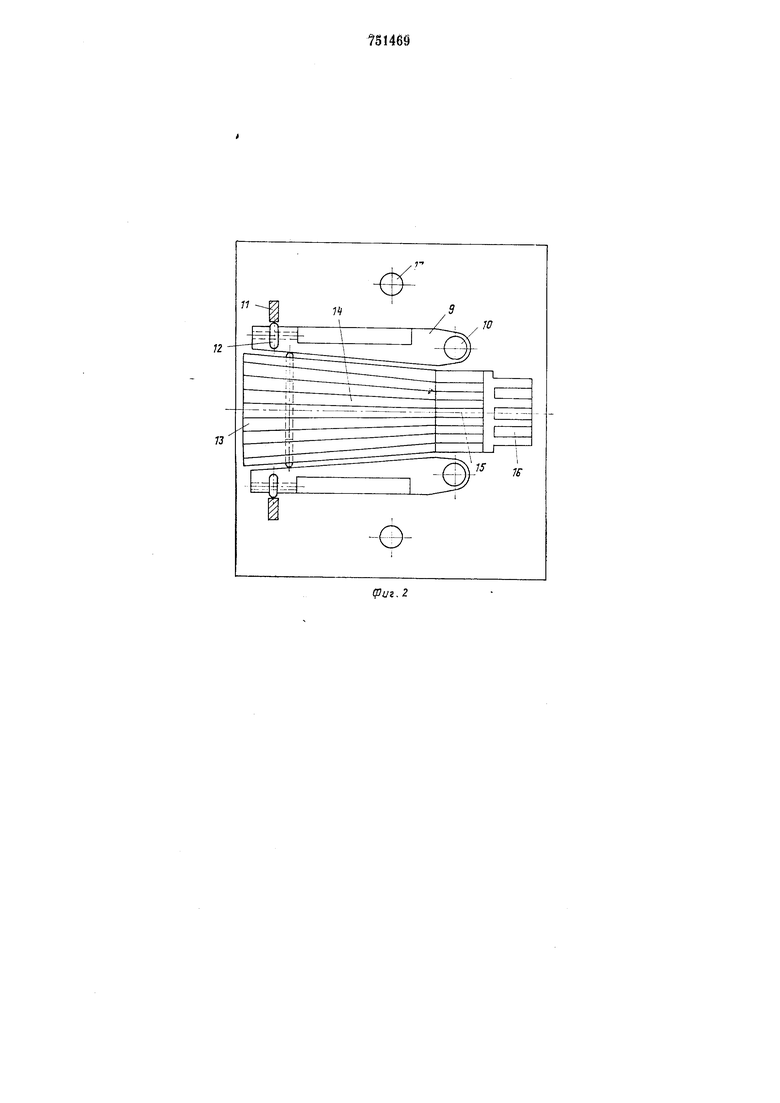
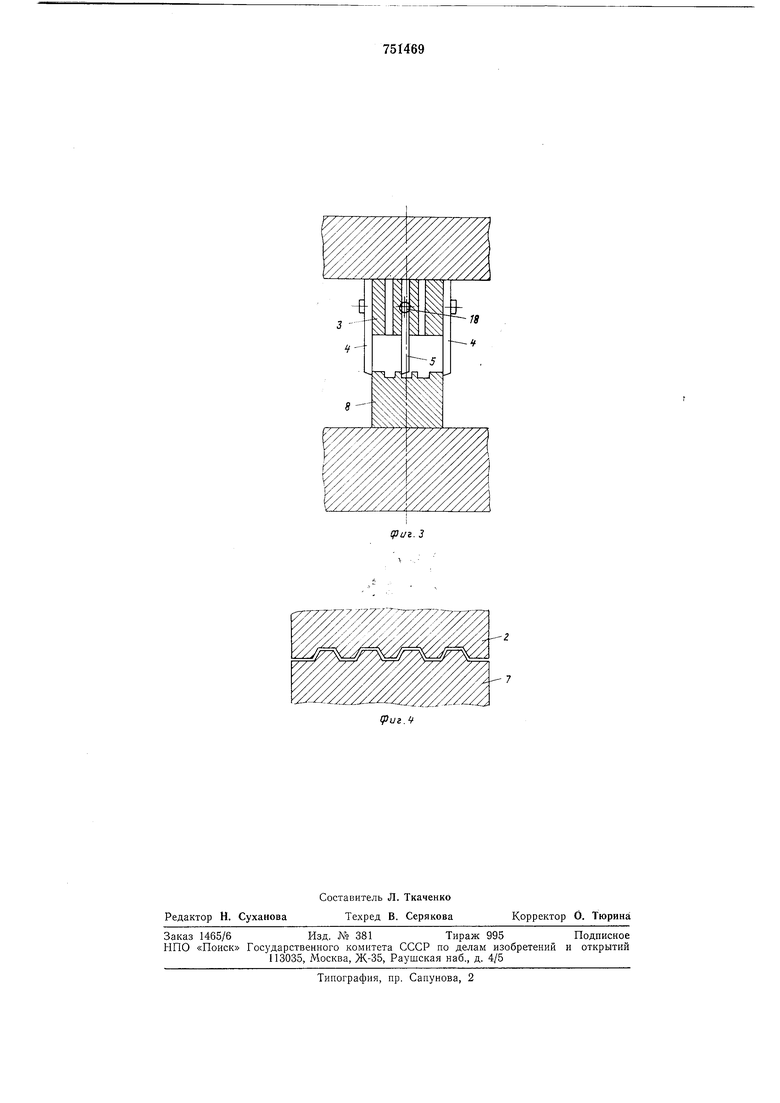
На фиг. 1 иоказан предлагаемый штамп Б продольном разрезе; на фиг. 2 - то же, вид в плане; на фиг. 3 - зона осечки в поперечном разрезе; на фиг. 4 - пуансон к матрице зоны калибровки.
Штамп содержит иодвижиую плиту 1, на которой размеш,ены иуансоны 2, держатель 3 с двумя обрезными пуансонамн 4 и съемиыми разрезными пуансонами 5 (показан один), нижнюю плиту 6, на которой закреплены матрица 7 и блок ножей 8. Рабочие новерхиости нуансона 2 н матрицы 7 выполнены в виде гребенок, иричем выступы пуансона 2 расположены соответственно впадинам матрицы 7. С обеих сторон матрицы 7 устаиовлены боковые нланки 9, которые выполнены с возможностью поворота относительно осей 10 при помоши кулачков И, которые контактируют с роликами 12. Пуансон 2 и матрица 7 образуют три последовательно расположенные зоны: формообразовання 13, сближения 14 и калибровкй 5, а пуансоны 4, 5 и блок ножей 8, расположенные за зоной калибровкн, образуют зону резки 16. Подвижная плита 1 при движении направляется колонками 17. Зоны 13 и 14 имеют переменную в продольном направлении ширину впаднн и выступов, расположениых под углом относительно продольной осн пуансона 2 и матрицы 7. Обрезные пуансоны 4 закреплены в держателе 3 постоянно, а разрезные пуансоны 5 размещены в одном из пазов держателя 3 и крепятся к нему винтами 18. Блок ножей 8 нмеет режущие кромки по краям на максимальную щирину ленты 19 и режушие кромки требуемой щирины.
Штамп работает следующим образом.
Ленту 19 подают в зону формообразования 13. После каждого хода пуансона ленту перемещают на щаг. При перемещении подвижной плиты 1 вниз формуемая лента в зонах формообразования 13 и сближения 14 гофрируется и снижается в поперечном направлении, ориентируясь своими гофрами относительно выступов и впадин пуансона 2 и матрицы 7, а кулачки И воздействуют на ролики 12 боковых планок 9 и перемещают их так, что они илотно прижимаются к боковым стенкам пуансона 2 и матрицы 7. По мере продвижения ленты вдоль матрицы 7 высота гофров увеличиваете/:, расстояние между гофрами и щирина гофрированной ленты умеиьщается. Окончательным этапом является калибровка ленты в зоне 15, ее обрезка и разрезка в зоне 16. Пуансоны 4 обрезают гофрированную ленту на максимальную щирину, а
разрезные пуансоны 5 рассекают на части. Прн необходимости получения гофрированной ленты другого тнпоразмера по щирине разрезные иуансоны 5 нереустанавливают в соответствующий паз держателя 3
и крепятся винтом 18.
Использование данного штампа позволяет получать гофрированную ленту различной щирииы в одном штампе, благодаря чему уменьщается расход металла и снижается трудоемкость получения гофрированных лент, повыщается производительность труда.
Формула изобретения
Штамп для изготовления гофрированной ленты по авт. св. N° 502680, отличающийся тем, что, с целью расширения номенклатуры получаемых изделий, он снаб t en зоной резки, размещенной за калибровочной зоной, выполненной в виде установленного на подвижной плите держателя с закрепленными на нем жестко обрезными пуансонами и с возможностью перестановки разрезными пуансонами, а также блока ножей, установленного на неподвижной плите.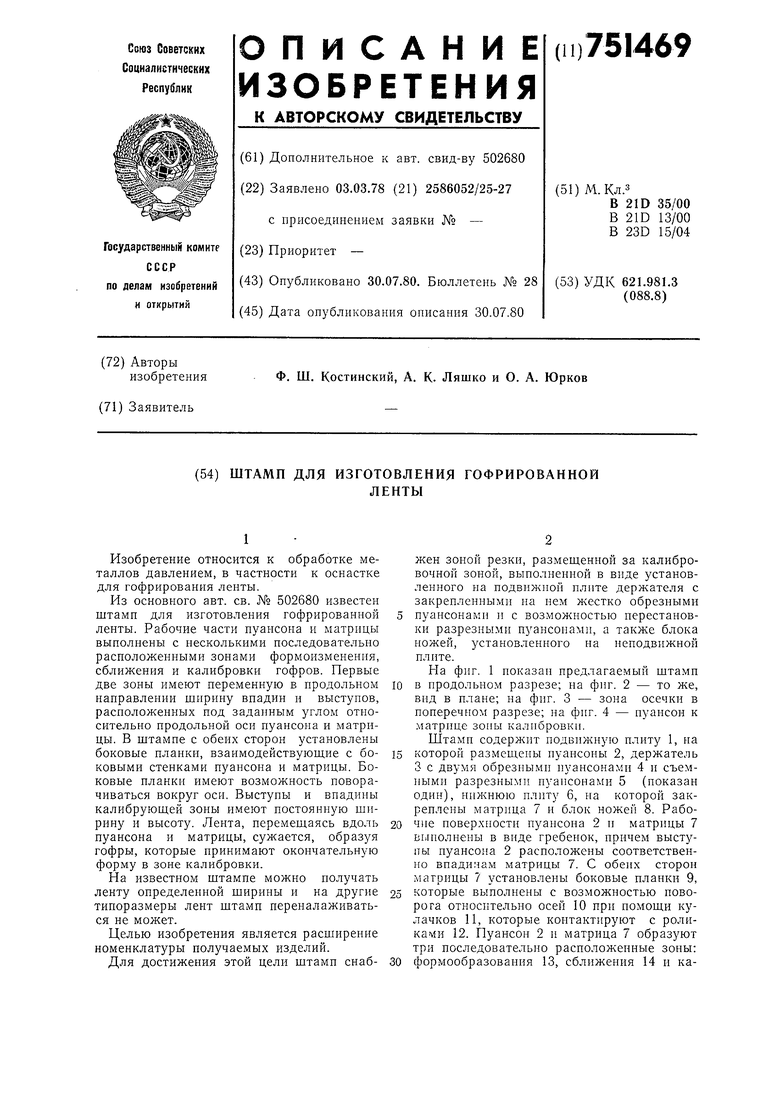
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сердечников | 1972 |
|
SU562222A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| Устройство для изготовления сотовогозАпОлНиТЕля из пОлОСОВОгО МАТЕРиАлА | 1977 |
|
SU806204A1 |
| Устройство для гофрирования полосо-ВОгО МАТЕРиАлА | 1979 |
|
SU829260A1 |
| Способ изготовления деталей с гофрами из листовой заготовки | 1985 |
|
SU1324715A1 |
| Штамп для изготовления лент с гофрами,имеющими непрямолинейную ось | 1979 |
|
SU858976A1 |
| Устройство для изготовления сотовогозАпОлНиТЕля | 1978 |
|
SU806209A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ГОФРИРОВАННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2617584C2 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ СИЛЬФОНОВ | 2007 |
|
RU2354481C1 |
| Штамп для изготовления полос с поперечными гофрами | 1982 |
|
SU1091962A1 |