Изобретение относится к вспомогательному оборудованию прокатных станов и может быть использовано в устройствах (ножницах) для порезки гофрированных полос на мерные длины.
Для порезки полосовой стали (в том числе - гофрированной) на мерные длины в прокатных цехах используют ножницы различных типов: гильотинные, летучие, барабанные и др. Наиболее часто для этой цели применяются летучие ножницы, особенности конструкции которых достаточно подробно описаны, например, в книге А.А.Королева «Конструкция и расчет машин и механизмов прокатных станов», М., «Металлургия», 1985, с.252-286. Режущим инструментом летучих ножниц являются верхний и нижний ножи с рабочими (режущими) кромками, конфигурация которых определяется формой поперечного сечения разрезаемой полосы; при этом для уменьшения усилия реза кромка одного из ножей может выполняться с наклоном к горизонтали.
Известен инструмент летучих ножниц для резки листов преимущественно с гофрами полукруглого сечения, у которых на торцевой поверхности нижнего ножа выполнены полукруглые выступы с режущими кромками, а на ответной поверхности верхнего ножа - соответствующие впадины с режущими кромками, причем центры противолежащих выступов и впадин расположены в вертикальных и параллельных между собой плоскостях и радиусы сопряжении закругленных и плоских участков кромок ножей различны для внешних и внутренних сопряжений (см. а.с. СССР №1750874, кл. В23D 35/00, опубл. в БИ №28, 1992 г.).
Однако этот инструмент непригоден для резки профиля, состоящего из двух сложенных вместе гофрированных полос, нижняя из которых выполнена с продольными гофрами, направленными выпуклостью вниз.
Наиболее близким аналогом к заявляемому объекту является инструмент для резки листового материала по а.с. СССР №1087275, кл. В23D 35/00, В23D 15/08, опубл. в БИ №15, 1984 г.
Этот инструмент содержит верхний и нижний ножи с режущими кромками заданной конфигурации и характеризуется тем, что он снабжен центрирующими элементами, установленными по краям режущей кромки верхнего ножа, а нижний нож выполнен с наклоном краевых участков режущей кромки под углом 15°...18° к горизонтали.
Известный инструмент также непригоден для резки профиля, состоящего из двух сложенных вместе гофрированных полос.
Технической задачей настоящего изобретения является обеспечение качественного реза профилей, состоящих из двух гофрированных листов, наложенных друг на друга.
В предлагаемом инструменте летучих ножниц для резки гофрированного металла, содержащем верхний и нижний ножи с режущими кромками заданной конфигурации, причем нижний нож выполнен с впадинами на его режущей кромке, конфигурация которых соответствует форме гофр разрезаемого листа, в отличие от ближайшего аналога, режущая кромка верхнего ножа состоит из трех прямолинейных участков, средний из которых всей режущей кромкой выполнен с наклоном под углом 1,0°...1,5° к горизонтали, а краевые участки, каждый с длиной, равной 0,05...0,15 от длины режущей кромки, выполнены наклоненными вниз под углом 5°...7° к горизонтали; краевые наклонные участки верхнего ножа могут быть выполнены в виде вставок из материала, твердость которого в 1,2...1,3 раза больше твердости этого ножа, количество впадин нижнего ножа равно 3...9, крайние впадины этого ножа могут отстоять на 15...20 мм от наклонных краевых участков верхнего ножа.
Сущность заявляемого технического решения заключается в разработке такой конструкции ножей (их режущих кромок) летучих ножниц, которые обеспечивают качественный поперечный рез профиля, состоящего из двух гофрированных полос, причем нижняя выполнена с продольными гофрами, направленными своими вершинами вниз, а верхняя - с поперечными замкнутыми (т.е. с длиной меньше ширины профиля) гофрами. Кроме того, боковые кромки этого профиля имеют толщину, равную тройной толщине полосы (из-за наличия замкового соединения двух полос). Очевидно, что сопротивление разрезанию таких кромок ножами будет значительно больше, чем для средней части профиля, и поэтому краевые участки режущей кромки верхнего ножа у заявляемого инструмента выполнены с большим углом их наклона к горизонтали и более прочными.
Предлагаемый инструмент летучих ножниц схематично показан на чертеже. Верхний нож 1 выполнен с режущей кромкой, состоящей из трех прямолинейных участков: среднего 2 и двух крайних 3, каждый с длиной lк=(0,05...0,15)Lп. Угол наклона участка 2, симметричного вертикали уу, к горизонтали α=1,0°...1,5°, а участков 3 - β=5°...7°. Наклонные краевые участки этого ножа могут быть выполнены в виде вставок 4 из более прочного материала, чем основной нож.
Нижний нож 5 выполнен с впадинами 6 (на чертеже - с полукруглыми), количество которых - от 3 до 9, расположенными симметрично средней линии уу. При этом крайние впадины нижнего ножа отстоят от наклонных участков 3 верхнего ножа на 15...20 мм, т.е. L-l=30...40 мм.
Инструмент работает следующим образом.
При разрезании профиля 7, состоящего из верхней полосы с поперечными гофрами 8, нижней полосы с продольными гофрами 9 и боковых «замков» 10 тройной толщины полос h, ножи движутся в вертикальной плоскости навстречу друг другу (показано стрелками). В момент касания кромок 10 профиля наклонными участками 3 режущей кромки верхнего ножа профиль «уложен» на нижнем ноже (гофры 9 находятся во впадинах 6), начинается резание профиля. Даже если высота Нн поперечных гофров 8 больше высоты Нп участков 3 верхнего ножа - первыми с профилем соприкасаются именно эти участки, так как рез осуществляется по плоским межгофровым участкам верхней полосы.
После совершения реза ножи расходятся, а полосы продвигаются на необходимую длину, равную мерной длине получаемого профиля, до производства следующего реза в описной последовательности.
Опытную проверку заявленного инструмента осуществляли на одном из профилегибочных станов г.Магнитогорска.
С этой целью при разрезке на мерные длины двойной гофрированной полосы опробовались различные варианты ножей предлагаемого инструмента, в том числе, - с верхним ножом без наклоненных вниз краевых участков его режущей кромки. Результаты опытов оценивались по качеству торцевых участков полученных профилей с полукруглыми поперечными (верх) и продольными (низ) гофрами.
Наилучшие результаты (выход профилей с качественным резом до 99,7%) получены при использовании предлагаемого инструмента. Отклонения от заявляемых его параметров ухудшали достигнутые показатели.
Так, отсутствие у верхнего ножа краевых наклонных участков (даже при оптимальном угле α=1,0°...1,5° всей режущей кромки) дало выход качественных профилей не более 87% (из-за деформации кромок профилей). При наличии указанных участков, но с β<5°, качественный рез имели до 90...98,5% профилей. Увеличение же β (сверх 7°) приводило в ряде случаев к поперечному изгибу вверх (из-за значительных встречно-направленных горизонтальных сил) полосы с поперечными гофрами.
На качестве реза также отрицательно сказывалось уменьшение длины lк краевых участков верхнего ножа (при β=5°...7°), а увеличение их длины привело бы к уменьшению величины l нижнего ножа и, следовательно, к уменьшению ширины bг продольных гофров (при максимальном их числе 9) и ослаблению профиля. Ухудшалось качество реза (появление заусенцев на торцах профилей) и при α<1°, а при α>1,5° ускорялся износ ножей.
Износ боковых участков режущей кромки верхнего ножа ускорялся при одинаковой ее твердости по всей длине Lп. Выполнение же всей этой кромки с повышенной твердостью удорожало изготовление ножа без улучшения качества реза. Затруднялось выполнение этого ножа цельным (без краевых вставок). Оптимальная разница твердостей режущей кромки нижнего ножа - 1,2...1,3 раза.
При разнице L-l<30 мм ускорялся износ боковых вставок верхнего ножа, а при L-l>40 мм появлялся вышеописанный прогиб профилей.
Инструмент, взятый в качестве ближайшего аналога, в опытах не проверялся ввиду заведомой его непригодности (см. выше) для порезки сдвоенной гофрированной полосы. Таким образом, опытная проверка подтвердила приемлемость найденного технического решения для достижения поставленной цели и его преимущество перед известным объектом.
Технико-экономические исследования, выполненные на Магнитогорском металлургическом комбинате, показали, что использование предлагаемого инструмента при производстве профилей типа «панель-кассеты», состоящих из двух гофрированных полос, обеспечивает необходимый уровень их качества.
Пример конкретного выполнения
Инструмент летучих ножниц для порезки на мерные длины сдвоенного профиля из гофрированных полос толщиной 1,5 мм из ст. 08 имеет вид, показанный на чертеже.
Параметры ножей: верхний - Lп=1,5 м; L=Lп-2lк=Lп-2·0,1·Lп=0,8 Lп=1,2 м; lк=0,1 м; α=1,2°; β=6°; твердость среднего участка режущей кромки равна 50 ед. Нs (по Шору), краевых участков - 63 ед. Нs, т.е. их разница - 63/50≈1,26.
Нижний нож имеет на режущей кромке 6 полукруглых впадин с bг=60 мм; Lп=1.5 м; l=L-70 мм=1200-70=1130 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент летучих ножниц | 1990 |
|
SU1750874A1 |
| СПОСОБ ПОПЕРЕЧНОЙ РЕЗКИ ГОФРИРОВАННЫХ ПОЛОС ТОЛЩИНОЙ 3 - 5 ММ С ТРАПЕЦИЕВИДНЫМИ ГОФРАМИ | 2006 |
|
RU2313425C2 |
| ЛЕТУЧИЕ БАРАБАННЫЕ НОЖНИЦЫ | 2006 |
|
RU2314898C1 |
| СПОСОБ ПОРЕЗКИ ГНУТЫХ КОРЫТНЫХ ПРОФИЛЕЙ И ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063310C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ РЕЗКИ ГНУТЫХ ПРОФИЛЕЙ | 1993 |
|
RU2070485C1 |
| РЕЖУЩЕЕ УСТРОЙСТВО | 1996 |
|
RU2103118C1 |
| ЛЕТУЧИЕ БАРАБАННЫЕ НОЖНИЦЫ | 1997 |
|
RU2112631C1 |
| ЛЕТУЧИЕ БАРАБАННЫЕ НОЖНИЦЫ | 2003 |
|
RU2238826C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1998 |
|
RU2147955C1 |
| Способ разделения движущейся полосы | 1991 |
|
SU1773596A1 |
Инструмент летучих ножниц относится к вспомогательному оборудованию прокатных станов, в частности к устройствам (ножницам) для порезки гофрированных полос на мерные длины. Инструмент летучих ножниц для резки листового гофрированного профиля содержит верхний и нижний ножи с режущими кромками заданной конфигурации, один из которых выполнен с наклонными краевыми участками режущей кромки относительно среднего ее участка. Нижний нож выполнен с впадинами на его режущей кромке, конфигурация которых соответствует форме гофр разрезаемого листа. Режущая кромка верхнего ножа состоит из трех прямолинейных участков, средней из которых наклонен под углом 1,0°...1,5° к горизонтали, а краевые участки, каждый длиной, равной 0,05...0,15 от длины режущей кромки, наклонены вниз под углом 5°...7° к горизонтали. Краевые наклонные участки верхнего ножа могут быть выполнены в виде вставок из материала, твердость которого в 1,2...1,3 раза больше твердости этого ножа, количество впадин нижнего ножа равно 3...9, крайние впадины этого ножа могут отстоять на 15...20 мм от наклонных краевых участков верхнего ножа. Обеспечивается качественный рез профилей, состоящих из двух гофрированных листов, наложенных друг на друга. 3 з.п. ф-лы, 1 ил.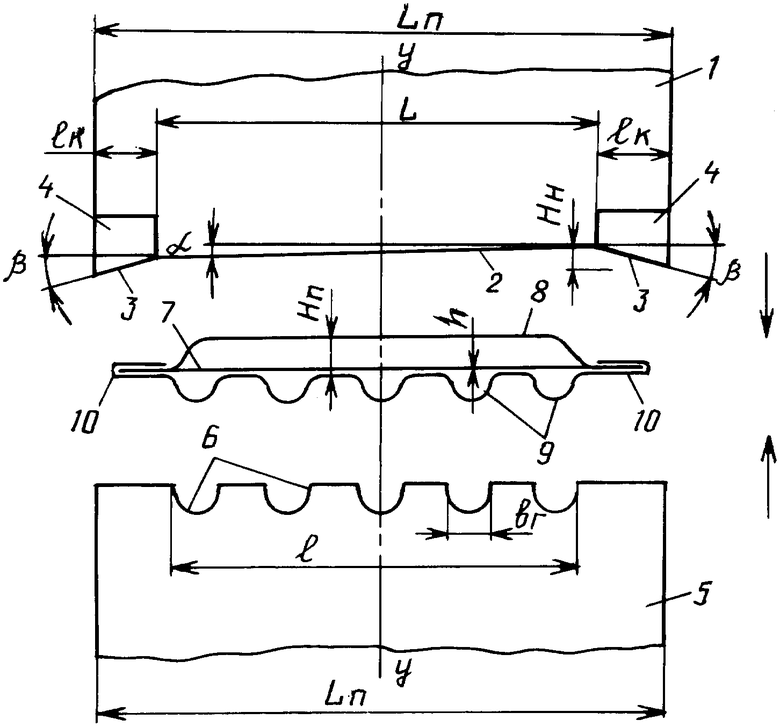
| Инструмент летучих ножниц | 1990 |
|
SU1750874A1 |
| DE 19541547, 15.05.1997 | |||
| Инструмент для резки листового материала перед профилированием | 1982 |
|
SU1087275A1 |

