Изобретение относится к автоматизации технологических процессов и может найти применение, в частности, в электротехнической промышленности при сборке, контроле и испытании электрических аппаратов.
Известна автоматизированная сборочная линия, содержащая сборочные и контрольно-испытательные рабочие места, расположенные вдоль конвейера и содержащие стол, блок управления и подключающее устройство, либо выполнены в виде стенда с встроенным подключающим устройством.
Целью изобретения является расширение технологических возможностей автоматизированной сборочной линии и повышение производительности при контроле электрических аппаратов с плотно расположенными выводами.
Это достигается тем, что в указанной выше автоматизированной сборочной линии содержится по меньшей мере еще один тип спутников, оснащенных подключающим приспособлением, содержащим розетку с клеммами с возможностью присоединения к выводам электрического аппарата, и выводы, соединенные с клеммами посредством изолированных токопроводов, расположенные в плоскости с плотностью, обеспечивающей автоматическое подключение по вертикали вверх при взаимодействии с исполнительным органом контрольно-испытательных модулей.
Сущность изобретения состоит в том, что за счет наличия дополнительного типа спутников, оснащенных подключающим приспособлением, содержащим розетку с клеммами с возможностью присоединения электрического аппарата и выводы, соединенные с клеммами посредством изолированных токопроводов, расположенные в плоскости с плотностью, обеспечивающей автоматическое подключение при взаимодействии с исполнительным органом контрольно-испытательных модулей, получена возможность автоматического контроля собранного аппарата с плотно расположенными выводами.
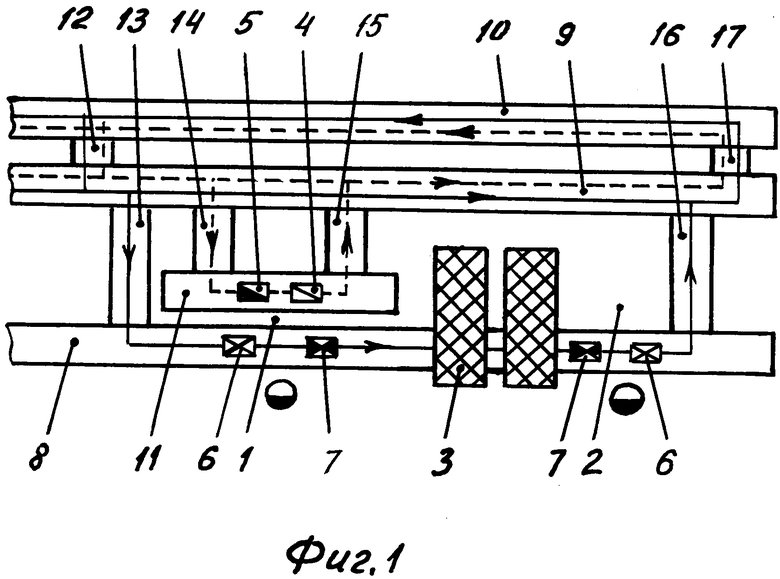
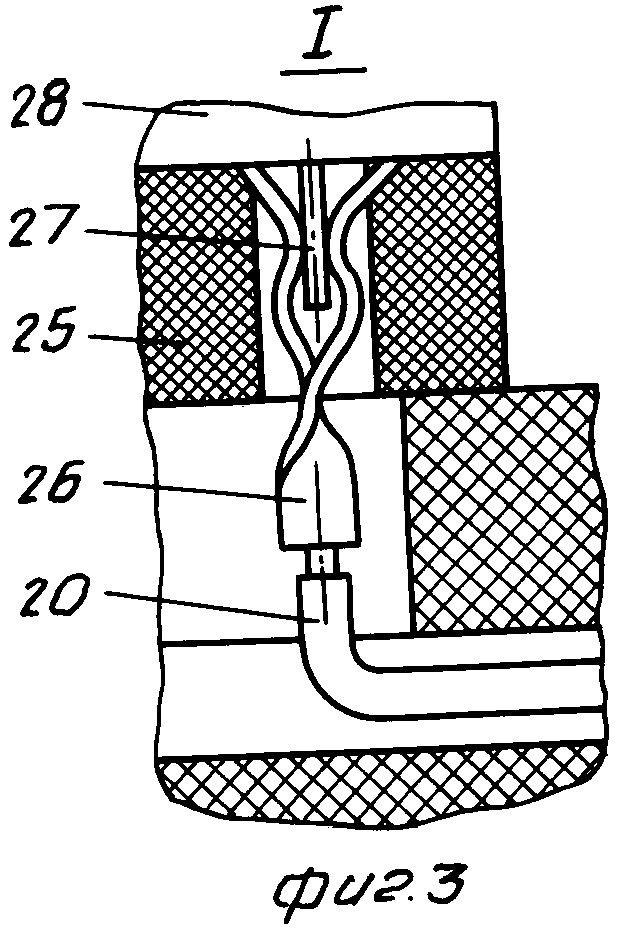
На фиг. 1 показан фрагмент схемы автоматизированной сборочной линии; на фиг. 2 и 3 - схема подключения спутника с электрическим аппаратом.
Автоматизированная сборочная линия (фиг. 1) содержит сборочные модули 1, 2, модули 3 для контроля электрических параметров аппаратов, спутники для сборки (без изделия 4, с собранным электрическим аппаратом 5), спутники для контроля электрических параметров (без изделия 6, с присоединенным электрическим аппаратом 7), транспортную систему, содеpжащую сборочные конвейеры 8 - 17.
Модули 1, 2, 3, расположены вдоль конвейера 8. Конвейеры 9, 10, 12, 17 образуют динамический наполнитель спутников. Конвейеры 14, 11 обеспечивают подачу спутников 5 из динамического накопителя к сборочному модулю 1, а конвейер 15 - возврат спутников 4 в динамический накопитель. Конвейеры 13, 8 обеспечивают подачу спутников из динамического накопителя к сборочному модулю 1. Конвейер 8 предназначен также для транспортирования спутников 7 к модулям 3. Конвейер 16 обеспечивает возврат спутников 6 в динамический накопитель.
Спутник для контроля электрических параметров (фиг. 2) состоит из палетты 18 с закрепленным на ней подключающим устройством, которое содержит разъем 19, токопроводы 20 и контакты 21, закрепленные на основании 22 из электроизоляционного материала. Модуль для контроля электрических параметров оснащен подключающим устройством 23 с подпружиненными контактами 24.
Разъем 19 (фиг. 3) содержит корпус 25 с закрепленными в нем клеммами 26, расположенными в соответствии с выводами 27 электрического аппарата 28 и обеспечивающими их механическое закрепление и электрический контакт. Клеммы 26 соединены токопроводами 20 с соответствующими контактами 21. Последние расположены с меньшей плотностью в сравнении с выводами 27 аппарата по схеме размещения и с возможностью непосредственного взаимодействия по торцам с контактами 24 подключающего устройства 23 модуля для контроля электрических параметров аппарата.
Автоматизированная сборочная линия работает следующим образом.
Спутник 5 с собранным аппаратом транспортируется из динамического накопителя к сборочному модулю 1 конвейерами 9, 14, 11. Спутник 6 для контроля аппаратов транспортируется конвейерами 9, 13, 8 из динамического накопителя к сборочному модулю 1, который производит съем аппарата со спутника 5 и присоединение к разъему 19 подключающего устройства спутника 6. Спутник 4 без изделия передается конвейерами 11, 15 в динамический накопитель. Спутник 7 с присоединенным аппаратом направляется конвейером 8 к модулям 3 для контроля электрических параметров.
В зоне контроля спутник 7 с присоединенным аппаратом подается по вертикали вверх и подключается своими контактами 21 к подпружиненным контактам 24 подключающего устройства 23 модуля контроля электрических параметров. Пpи завершении цикла контроля спутник 7 возвращается на конвейер 8 и транспортируется к следующему модулю контроля, выполняющего автоматическую проверку аппарата по другому виду испытаний.
Спутник 7 с испытанным аппаратом транспортируется конвейером 8 к сборочному модулю 2, выполняющему съем аппарата со спутника. Спутник 6 без изделия передается конвейерами 8, 16 в динамический накопитель.
В предложенной автоматизированной сборочной линии за счет наличия в подключающем устройстве спутника дополнительных контактов, электрически связанных с разъемом и расположенных по схеме размещения и с возможностью непосредственного взаимодействия по торцам с контактами подключающего устройства модуля, повышена надежность подключения к модулю проверяемого аппарата с плотно расположенными выводами, что повышает надежность линии сборки.
Использование: электротехническая промышленность, в частности устройства для сборки, контрля и испытания электрических аппаратов. Сущность изобретения: контакты 21 и выводы половины штепсельного разъема на спутнике размещены на одной плоскости основания 22. Расстояние между соседними контактами 21 больше, чем расстояние между соседними выводами штепсельного разъема. 3 ил.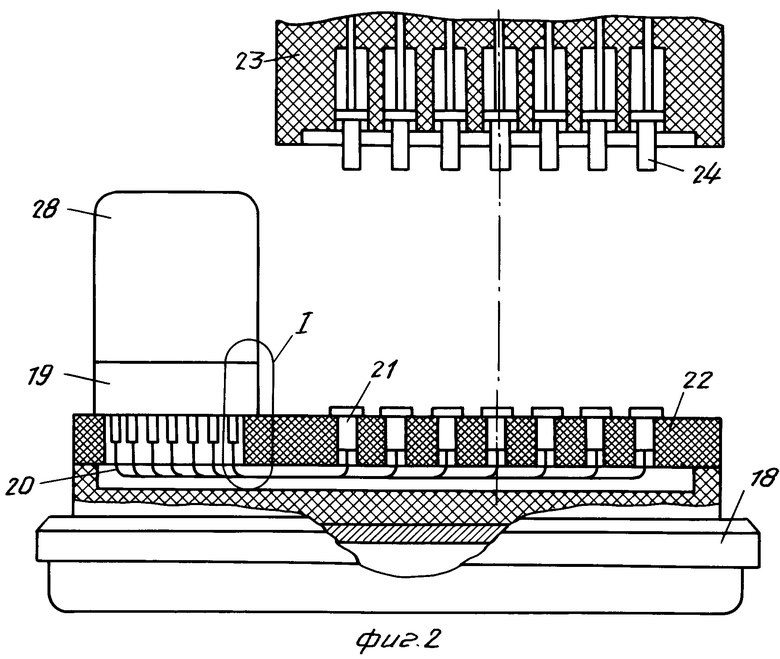
АВТОМАТИЗИРОВАННАЯ СБОРОЧНАЯ ЛИНИЯ, содержащая транспортное средство, установленные на нем спутники, по меньшей мере один из которых снабжен подключающим устройством, выполненным в виде половины штепсельного разъема для взаимодействия с выводами проверяемого изделия и контактной группы, контакты которой электрически связаны с соответствующими выводами половины штепсельного разъема, а также модуль для контроля электрических параметров проверяемого изделия, содержащий подключающее устройство с контактной группой спутника, отличающаяся тем, что контактная группа спутника и выводы половины штепсельного разъема размещены на одной плоскости спутника, причем расстояние между соседними контактами в контактной группе больше, чем расстояние между соседними выводами штепсельного разъема.
