Изобретение относится к автоматизации технологических процессов и может быть использовано в автоматизированных сборочных линиях.
Известна транспортная система, включающая конвейеры прямолинейные одноленточные продольные, вдоль которых размещено технологическое оборудование, и конвейеры круговые одноленточные передаточные. Конвейер круговой одноленточный передаточный содержит барабаны конические приводной и натяжной, ленту конвейерную в виде замкнутого криволинейного контура, привод.
Применение конвейера кругового одноленточного передаточного обеспечивает передачу объекта транспортирования с одного конвейера продольного на другой, расположенные под углом или параллельно друг к другу, а также изменение ориентации объекта на угол в соответствии с выбранным углом поворота конвейера в пределах 20-180оС. Однако использование конвейера кругового одноленточного передаточного в транспортных системах спутникового типа, в которых необходимо изменение ориентации спутников при передаче с одного конвейера продольного на другой, приводит к значительным габаритным размерам транспортной системы. Это связано с необходимостью выбора внутреннего радиуса конвейера передаточного равным не менее двойной ширине ленты конвейерной, которое является условием его работоспособности. Например, применение конвейера кругового одноленточного передаточного для передачи спутника с одного конвейера продольного на другой, расположенного параллельно первому, приводит к ширине транспортной системы, равной не менее 6В, где В ширина ленты конвейерной (или ширина спутника). При ширине транспортной системы менее 6В снижается надежность поворота спутников при передаче между конвейерами продольными.
Наиболее близкой к предлагаемому техническому решению, принятому за прототип, является транспортная система фирмы "Bosch" ФРГ. Транспортная система включает конвейеры прямолинейные одноленточные продольные, конвейеры прямолинейные одноленточные передаточные, спутники, направляющие для спутников внутренние и внешние, размещенные в плоскости над лентами конвейерными в зоне сопряжения конвейеров продольного и передаточного, систему управления. Конвейер передаточный содержит ленту конвейерную в виде замкнутого прямолинейного контура, узлы роликовые приводной, оборотный и натяжной.
Транспортная система фирмы "Bosch" обеспечивает передачу спутника с конвейера продольного на передаточный и с конвейера передаточного на продольный с одновременным суммарным изменением ориентации спутника на 180о. Однако в данной конструкции транспортной системы достигается расстояние между двумя конвейерами продольными по наружному контуру не менее 4В, где В ширина ленты конвейерной (или спутника), что не позволяет существенно уменьшить габаритные размеры транспортной системы. При уменьшении расстояния между двумя конвейерами продольными менее 4В снижается надежность поворота и передачи спутников.
Техническим результатом изобретения является уменьшение габаритных размеров транспортной системы и повышение надежности поворота и передачи спутников между конвейерами продольными.
Технический результат достигается тем, что в известной транспортной системе, содержащей конвейеры прямолинейные ленточные продольные, конвейеры прямолинейные ленточные передаточные, сопрягающиеся с конвейерами продольными, спутники, направляющие для спутников внутренние и внешние, сопрягающиеся радиусной поверхностью с конвейером передаточным и конвейерами продольными и расположенными в плоскости над лентами конвейерными, систему управления, конвейер передаточный, содержащий ленты конвейерные в виде замкнутого прямолинейного контура, корпус, узел приводной с роликами, неподвижно закрепленными на валу приводном, узлы оборотные и натяжные с роликами, имеющими возможность независимого вращения каждого ролика, конвейер передаточный содержит несколько, по меньшей мере, три ленты конвейерные, узлы приводной и оборотный содержат количество роликов, равное количеству лент, причем ролики узла приводного выполнены с ступенчато увеличивающимися внешними диаметрами в соответствии с задаваемой скоростью перемещения лент, ступенчато увеличивающейся начиная с ленты, сопрягаемой с направляющей внутренней для спутников, узел натяжной содержит ролики, вилки с направляющей и отверстием, винты, оси в количестве, равном количеству лент, и корпус с направляющими и резьбовыми отверстиями, причем каждый ролик узла натяжного установлен на соответствующей оси и вилке, каждый винт закреплен в отверстии соответствующей вилки с возможностью свободного вращения, каждая вилка с винтом, осью и роликом установлены в соответствующих направляющей и резьбовом отверстии корпуса и имеют возможность независимого линейного перемещения с помощью винтовой пары, образованной винтом и резьбовым отверстием корпуса.
За счет наличия в конвейере передаточном нескольких, по меньшей мере, трех лент конвейерных и возможности перемещения их независимо друг от друга со скоростью, ступенчато увеличивающейся, начиная с ленты, сопрягаемой с направляющей внутренней для спутников, обеспечивается соответствующий ступенчатый рост тяговых усилий на поверхностях спутника, сопрягающихся с лентами. Это создает для поворота спутника благоприятные условия, которые позволяют уменьшить радиусы направляющих и соответственно габаритные размеры транспортной системы. Одновременно повышается надежность поворота спутника при его передаче между конвейерами продольными. Независимое перемещение лент конвейерных достигается за счет того, что в конвейере передаточном узлы приводной и оборотный содержат количество роликов, равное количеству лент, а узел натяжной содержит ролики, вилки с направляющей и отверстием, винты, оси в количестве, равном количеству лент, и корпус с направляющими и резьбовыми отверстиями, причем каждый ролик узла натяжного установлен на соответствующей оси и вилке, каждый винт укреплен в отверстии соответствующей вилки с возможностью свободного вращения, каждая вилка с винтом, осью и роликом установлена в соответствующей направляющей и резьбовом отверстии корпуса и имеет возможность независимого линейного перемещения с помощью винтовой пары, образованной винтом и резьбовым отверстием корпуса. Ступенчато увеличивающаяся скорость лент конвейерных достигается тем, что ролики узла приводного, неподвижно закрепленные на валу приводном, выполнены с ступенчато увеличивающимися внешними диаметрами.
На фиг. 1 показана транспортная система, общий вид; на фиг. 2 сечение А-А на фиг. 1; на фиг. 3 сечение Б-Б на фиг. 2; на фиг. 4 сечение В-В на фиг. 2; на фиг. 5 сечение Г-Г на фиг. 2.
Транспортная система содержит систему управления (не показана), спутники 1 с установленными на них кодоносителем 2 и приспособлением 3 сборочным, конвейеры 4, 5 прямолинейные двухленточные продольные, расположенные параллельно по отношению друг к другу на расстоянии не менее длины спутника 1, конвейеры 6, 7 прямолинейные многоленточные передаточные, расположенные перпендикулярно к конвейерам 4, 5 и сопрягаемые боковой поверхностью с торцами конвейеров 4, 5 с обеспечением горизонтально замкнутой траектории перемещения спутников 1 и возможностью размещения технологического оборудования вдоль конвейеров 4 и 5 (на фиг. 1 не показано); направляющие 8, 9 для спутников внутренние, выполненные с радиусом направляющей цилиндрической плоскости не менее половины длины спутника 1, расположенные между конвейерами 4 и 5 и сопрягаемые направляющей цилиндрической плоскостью с боковыми поверхностями конвейеров 4, 5, 6 и 4, 5, 7 соответственно; направляющие 10-13 для спутников внешние, выполненные с радиусом направляющей цилиндрической поверхности исходя из условий поворота и свободного прохождения спутника 1 и расположенные над конвейерами соответственно 6, 7 в зоне сопряжения последних с торцами конвейеров 4, 5.
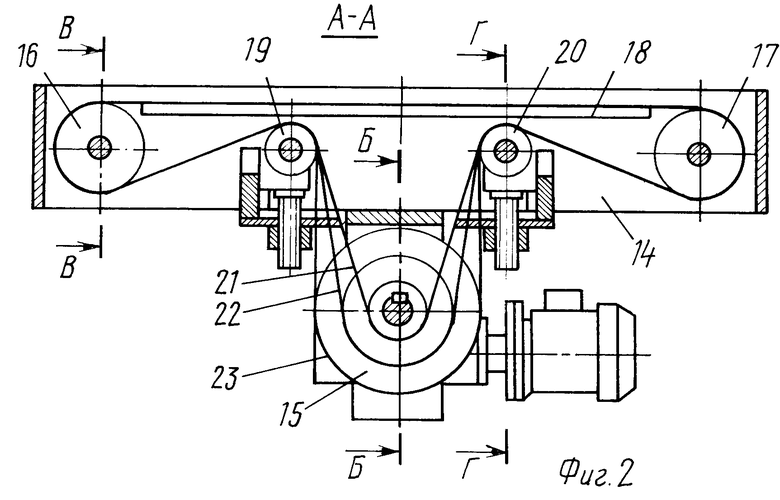
Конвейер передаточный (фиг. 2) содержит корпус 14, на котором закреплены: узел приводной 15 в нижней центральной части корпуса; два узла оборотных 16, 17 на противоположных сторонах верхней части корпуса с расположением внешней поверхности вращения их роликов по касательной к поверхности 18 транспортирования спутников, два узла натяжных 19, 20 между узлами оборотными 16, 17, по меньшей мере три ленты 21, 22, 23 конвейерные в виде замкнутого прямолинейного контура, охватывающего соответствующие ролики узлов 15-20. Узлы 19, 20 натяжные расположены выше оси по обе стороны узла приводного 15 на расстоянии, обеспечивающим охват лентами 21, 22, 23 не менее половины окружности роликов узла приводного 15, а также возможность натяжения ослабленных лент 21, 22, 23 в заданных пределах.
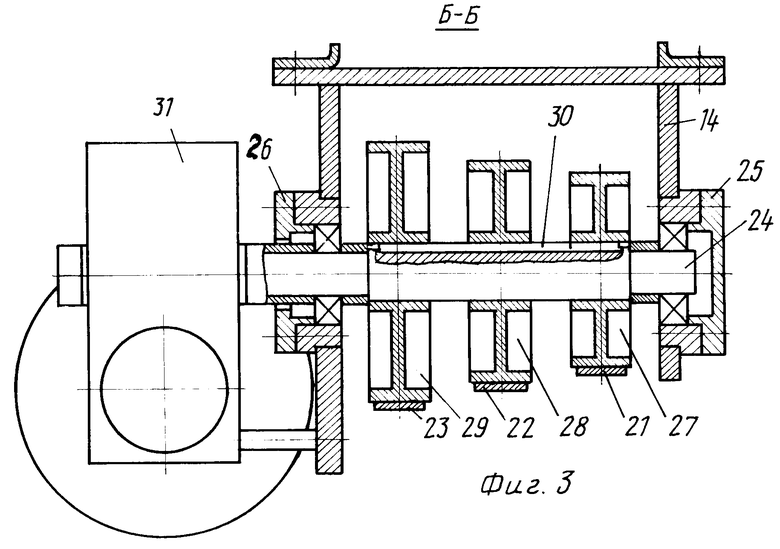
Узел приводной (фиг. 3) содержит вал 24, установленный на узлах подшипниковых 25, 26 в корпусе 14. На валу 24 закреплены неподвижно ролики 27, 28, 29 приводные в количестве, равном количеству лент конвейера 6 (7) с помощью шпонки 30, привод 31. Ролики 27, 28, 29 выполнены с внешними диаметрами, ступенчато увеличивающимися в соответствии с задаваемой скоростью перемещения лент 21, 22, 23, скорость которых соответственно ступенчато увеличивается, начиная с ленты 21, сопрягаемой с направляющей 8 (9) внутренней для спутников.
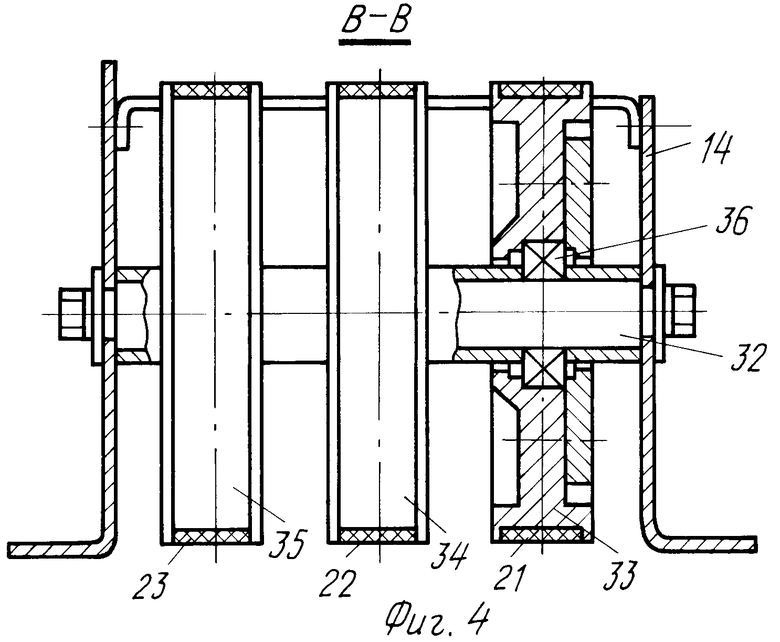
Узел оборотный (фиг. 4) содержит ось 32, укрепленную в корпусе 14, ролики 33, 34, 35 оборотные, выполненные с равным внешним диаметром. Каждый ролик 33, 34, 35 установлен на подшипник 36 на ось 32 с возможностью независимого друг от друга вращения и с обеспечением независимого перемещения лент 21, 22, 23.
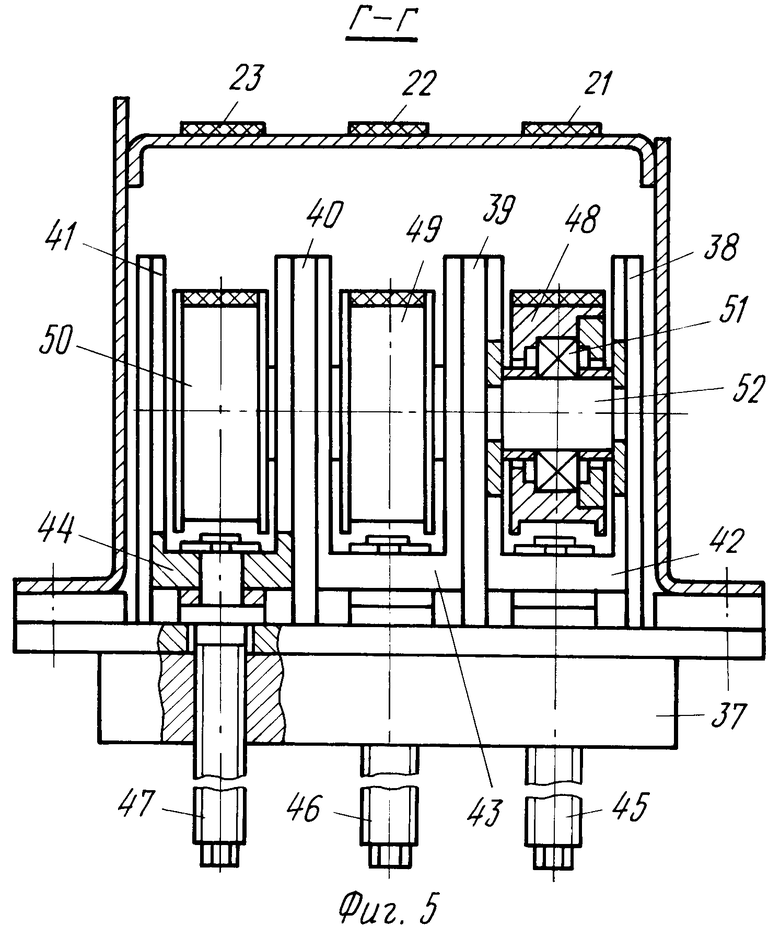
Узел натяжной (фиг. 5) содержит корпус 37, закрепленный на корпусе 14, с направляющими 38-41 и резьбовыми отверстиями, в которые установлены вилки 42, 43, 44 с закрепленным в каждой из них винтом 45, 46, 47, имеющим возможность свободного вращения. В каждой вилке 42, 43, 44 укреплены соответствующий ролик 48, 49, 50 натяжной на подшипнике 51 и оси 52 с возможностью независимого вращения и с обеспечением независимого перемещения лент 21, 22, 23. Вилки 42, 43, 44 и вместе с ними ролики 48, 49, 50 имеют возможность независимого друг от друга линейного перемещения в направляющих 38-41 с помощью винтовых пар, образованных соответствующими винтами 45, 46, 47 и резьбовыми отверстиями корпуса 37 с обеспечением возможности подтягивания ослабленных лент 21, 22, 23 независимо друг от друга до требуемого усилия натяжения.
Транспортная система работает следующим образом.
Перед началом работы при необходимости выполняют подготовку конвейеров к работе, заключающуюся в подтягивании ослабленных лет конвейерных до требуемого усилия натяжения. В конвейере 6 (7) передаточном подтягивание ослабленных лент 21, 22, 23 выполняют путем свинчивания соответствующих винтов 45, 46, 47 в резьбовых отверстиях корпуса 37 и линейного перемещения соответствующих вилок 42, 43, 44 с роликами 48, 49, 50 в направляющих 38, 39, 40, 41.
Во включенном состоянии транспортной системы ленты конвейеров 4, 5, 6, 7 получают линейное, непрерывное и независимое перемещение от соответствующих приводов за счет сцепления с роликами приводными. В конвейере 6 (7), кроме того, каждая из лент 21, 22, 23 приводится в движение со ступенчато увеличивающейся скоростью по отношению к предыдущей ленте, начиная с ленты 21, сопрягаемой с направляющей 8 (9) внутренней для спутников.
Спутники 1 с кодоносителем 2 и приспособлением 3 свободно устанавливаются на ленты конвейера 4 (5) и транспортируются им к конвейеру 6 (7). При подаче к конвейеру 6 (7) спутник 1 входит в сцепление поочередно с лентами 21, 22, 23, перемещаемыми со ступенчато увеличивающейся скоростью. Подталкивание спутника лентами конвейера 4 (5) с одновременной поперечной подачей лентой 21 приводит к первоначальному повороту спутника по направляющим 8, 10 (9, 13) и последующему сцеплению с лентой 22. Более высокая скорость перемещения ленты 22 по отношению к ленте 21 приводит к росту тяговых усилий на соответствующих участках поверхности спутника, ускоряющих его поворот по направляющим 8, 10 (9, 13). Дальнейшее перемещение спутника приводит к сцеплению его с лентой 23, которая за счет еще более высокой скорости перемещения способствует ускоренному завершению поворота спутника на 90о по направляющим 8, 10 (9, 13) и к началу поворота на следующие 90о по направляющим 8, 11 (9, 12). При повороте спутника по направляющих 8, 11 (9, 12) ступенчато уменьшающаяся скорость перемещения лент 23, 22, 21 приводит к возникновению ступенчато уменьшающихся тяговых усилий на соответствующих участках поверхности спутника, обеспечивающих его ускоренный поворот и подачу на ленты конвейера 5 (4).
Передача спутника 1 между конвейерами 4 и 5 с помощью конвейера 6 (7) и направляющих 8, 10, 11 (9, 12, 13) обеспечивает поворот спутника на 180о с сохранением единой ориентации кодоносителя 2 и приспособления 3 по отношению ко всему технологическому оборудованию (не показано), которое может быть расположено с двух сторон транспортной системы вдоль конвейеров 4 и 5. При этом достигается уменьшение расстояния между конвейерами 4 и 5 продольными по наружному контуру до 3В, где В ширина спутника, при одновременном повышении надежности поворота и передачи спутников.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| ПОДЪЕМНО-ПЕРЕДАТОЧНОЕ УСТРОЙСТВО К ДВУХЛЕНТОЧНОМУ КОНВЕЙЕРУ | 1991 |
|
RU2039002C1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНАЯ СИСТЕМА | 2019 |
|
RU2742099C2 |
| ЭЛЕКТРОМАГНИТНОЕ РЕЛЕ | 1995 |
|
RU2074440C1 |
| АВТОМАТИЗИРОВАННАЯ СБОРОЧНАЯ ЛИНИЯ | 1991 |
|
RU2013197C1 |
| Устройство для перемещения и передачи подвесок с грузами | 1983 |
|
SU1133194A1 |
| ОЧИСТНОЙ КОМБАЙН | 1999 |
|
RU2170350C1 |
| СТЕНД ПРОВЕРКИ ЭЛЕКТРИЧЕСКОЙ ПРОЧНОСТИ ИЗОЛЯЦИИ ПУСКАТЕЛЕЙ И РЕЛЕ | 1994 |
|
RU2079919C1 |
| РЕВЕРСИВНЫЙ ТИРИСТОРНЫЙ ЭЛЕКТРОПРИВОД | 1995 |
|
RU2103797C1 |
| Изгибающийся передвижной конвейер | 1988 |
|
SU1692913A1 |
Использование: в машиностроении, в частности для автоматизированных линий. Сущность изобретения: каждый передаточный конвейер 6, 7 выполнен в виде по меньшей мере трех конвейерных лент. Конвейерные ленты движутся с разной скоростью, что в сочетании взаимодействия спутника с радиусными направляющими 8, 10, 11 и 9, 13, 12 повышает надежность его поворота при передаче между конвейерами продольными 4, 5 и позволяет уменьшить габариты конвейеров 6, 7. 1 з. п. ф-лы, 5 ил.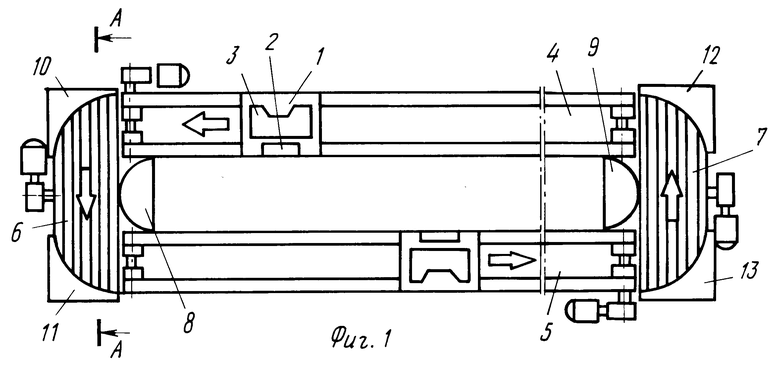
| Транспортная система фирмы "BOSCH", каталог "Bosch - E | |||
| Электрический контакт | 1927 |
|
SU8201A1 |
