Изобретение относится к области теплотехники, в частности к рекуперативным теплообменным аппаратам.
Известен способ изготовления рекуперативного теплообменного аппарата, состоящий в том, что в корпус помещают трубы, герметично закрепляют их с двух сторон, а на корпусе размещают устройство для подвода и отвода рабочих сред.
Эта технология не позволяет получать высокоэффективные аппараты с необходимыми в промышленных условиях величинами теплосъема, т. к. исключает возможность набора теплообменной поверхности из близко расположенных труб малого гидравлического диаметра и достаточно большой длины (1/d > 50) без промежуточных поддерживающих перегородок, изменяющих схему тока среды в межтрубной полости на поперечное обтекание.
Известен способ изготовления теплообменного аппарата c продольно ориентированными каналами, выбранный в качестве прототипа и состоящий в том, что в корпус аппарата помещают пучок труб с удаляемым наполнителем, обжимают корпус вместе с трубами до полного прилегания их поверхностей друг к другу, после чего наполнитель удаляют.
Основным недостатком получаемых этим способом аппаратов является их металлоемкость, т. к. толщина каждой теплопередающей стенки, получаемой после обжатия, равна удвоенной толщине стенки одной трубки, хотя для функционирования аппарата достаточно было бы иметь более тонкие стенки. Кроме того, в месте контакта слоев металла (стенки) возникают большие термические сопротивления, чем сопротивление каждого слоя, что снижает теплопроизводительность аппарата.
Цель изобретения - повышение теплопроизводительности и снижение металлоемкости.
Поставленная цель достигается тем, что до обжатия корпуса между трубами пучка размещают дополнительные стержни-наполнители, длина которых равна длине корпуса, диаметр центральной части дополнительного стержня равен наружному диаметру трубы пучка, а диаметр концевых участков равен внутреннему диаметру этой трубы, причем на упомянутые концевые участки надевают колпачки. На центральной части дополнительных стержней могут быть выполнены кольцевые пазы, в которых размещают кольца из материала труб, наружный диаметр которых равен наружному диаметру труб.
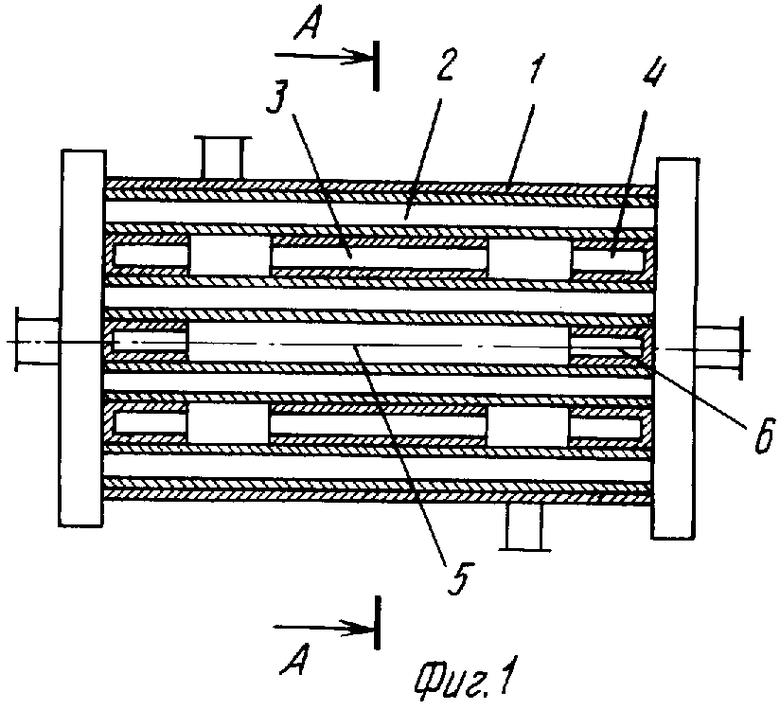
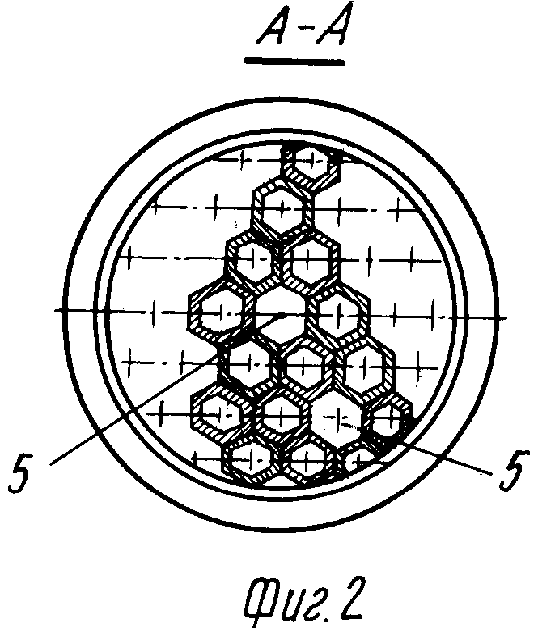
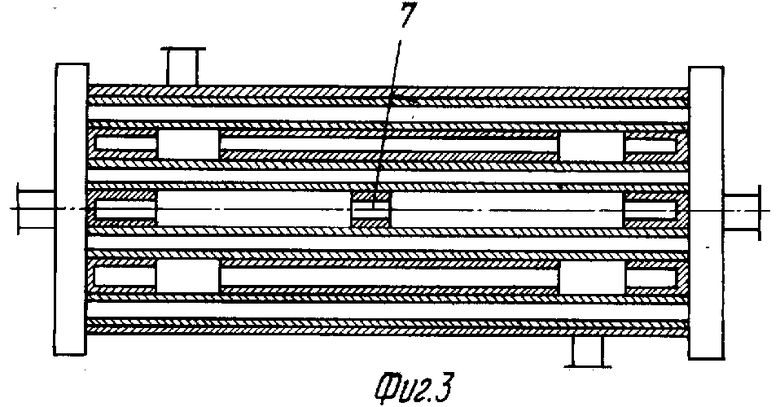
На фиг. 1 представлено продольное сечение теплообменного аппарата, изготовленного по данной технологии; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - продольное сечение аппарата с кольцами, размещенными на центральных частях дополнительных стержней; на фиг. 4 - дополнительный стержень.
В корпус 1 до обжатия помещают пучок, содержащий длинные трубы 2, короткие трубы 3 с вставленными в них отрезками наполнителя, на концы которых надеты колпачки 4, и дополнительные стержни, после удаления которых в аппарате образуются каналы 5. На концы дополнительных стержней надеты колпачки 6. На центральной части дополнительных стержней могут быть выполнены канавки, в которых устанавливают кольца 7.
Пример выполнения способа.
В латунную трубу диаметром 47 мм и длиной 500 мм заводят пучок из 25 медных труб с полиэтиленовым стержнеобразным наполнителем внутри этих труб и 36 отрезков стержнеобразного полиэтилена. Трубы имеют наружный диаметр 6 мм, внутренний диаметр 4,5 мм. Отрезки стержнеобразного полиэтилена в центральной части имеют диаметр 6 мм, а в концевых частях, на которые надеты колпачки, выполнены с диаметром 4,5 мм. Обжимают латунную трубу на протяжном стане до достижения ею диаметра 32 мм. При этом поверхности труб, колпачков и корпуса вступают между собой в плотный контакт, образуя единую структуру. Помещают аппарат в печь с температурой 150-160oC и выплавляют наполнитель.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОГО АППАРАТА С ПРОДОЛЬНО ОРИЕНТИРОВАННЫМИ КАНАЛАМИ | 1991 |
|
RU2013735C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОГО АППАРАТА С ПРОДОЛЬНО ОРИЕНТИРОВАННЫМИ КАНАЛАМИ | 1991 |
|
RU2038890C1 |
| ТЕПЛООБМЕННЫЙ АППАРАТ | 1992 |
|
RU2009429C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОГО АППАРАТА С ПРОДОЛЬНО ОРИЕНТИРОВАННЫМИ КАНАЛАМИ | 1991 |
|
RU2011503C1 |
| ТЕПЛООБМЕННЫЙ АППАРАТ | 1993 |
|
RU2047081C1 |
| Теплообменный аппарат | 2017 |
|
RU2669441C1 |
| Теплообменный аппарат | 2017 |
|
RU2650444C1 |
| Теплообменный аппарат | 2017 |
|
RU2647942C1 |
| ТЕПЛООБМЕННАЯ ТРУБА | 2000 |
|
RU2197693C2 |
| Рекуператор | 1989 |
|
SU1719807A1 |

Использование: в области теплотехники, в частности в рекуперативных теплообменных аппаратах. Сущность изобретения: в корпус аппарата помещают пучок, содержащий длинные трубы с наполнителем, короткие трубы со стержнеобразным наполнителем, длина которого больше длины коротких труб и на выступающие концы которого надеты колпачки, и дополнительные стержни-наполнители, центральная часть которых имеет диаметр, равный наружному диаметру труб, а на концы меньшего диаметра надеты колпачки. Корпус обжимают до плотного прилегания поверхностей труб, колпачков и корпуса друг к другу. Выплавляют наполнитель. 1 з. ф-лы, 4 ил.
