Изобретение относится к теплотехнике, в частности к рекуперативным теплообменным аппаратам (ТОА).
Известен способ изготовления теплообменного аппарата с продольно ориентированными каналами, состоящий в том, что в корпус теплообменного аппарата помещают пучок труб с размещенными между концами труб промежуточными элементами и соединяют между собой корпус, трубы и промежуточные элементы.
Основным недостатком известного способа является его технологическая сложность.
Целью предлагаемого способа является упрощение технологии изготовления аппарата.
Поставленная цель достигается тем, что трубы и промежуточные элементы соединяют путем нанесения на места контакта склеивающего заполнителя. Промежуточные элементы могут быть выполнены в виде колпачков. Между противоположными колпачками могут быть размещены кольца из материала труб, наружный диаметр которых равен наружному диаметру колпачков, причем кольца соединяют с трубами с помощью склеивающего заполнителя. Корпус также может быть скреплен с трубным пучком с помощью склеивающего заполнителя.
Скрепление труб и промежуточных элементов с помощью склеивающего заполнителя, в качестве которого могут быть использованы предназначенные для склеивания металлов клея и мастики (например, эпоксидные анаэробные), позволяет упростить технологию изготовления аппарата.
Выполнение промежуточные элементов в виде колпачков позволяет уменьшить вес аппарата.
Размещение между противоположными колпачками колец из материала труб, наружный диаметр которых равен наружному диаметру колпачков, повышает надежность аппарата за счет предохранения труб от провисания при выполнении аппарата большой длины.
Корпус может быть скреплен с трубным пучком с помощью склеивающего заполнителя тогда аппарат в процессе эксплуатации нельзя разобрать, или скреплен с трубным пучком обычным способом, например, с использованием резиновых прокладок, тогда конструкция ремонтопригодна.
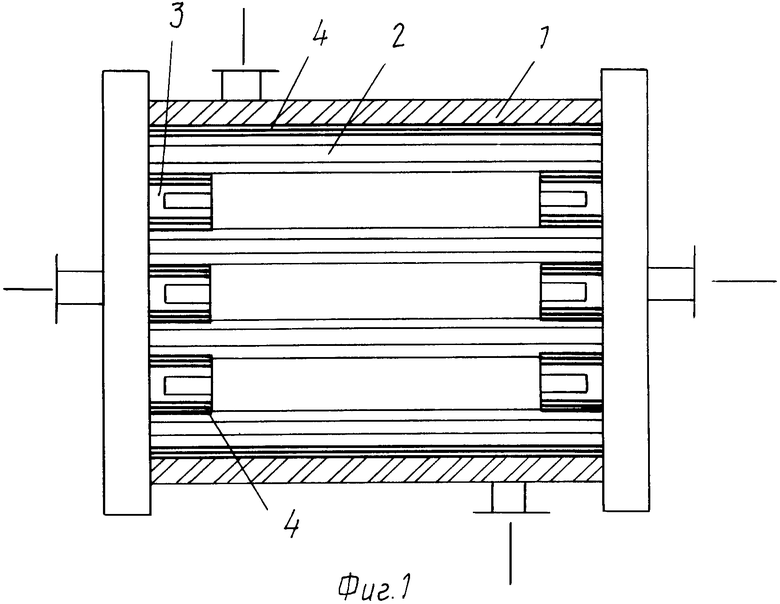
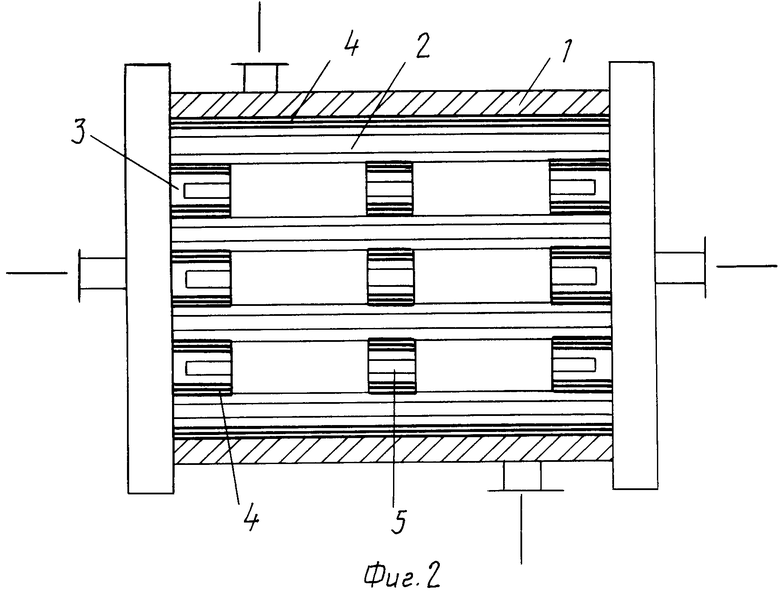
На фиг. 1 представлен аппарат, изготовленный по предлагаемому способу, продольное сечение; на фиг.2 продольное сечение протяженного аппарата, изготовленного по предлагаемому способу.
Обозначения: 1 корпус, 2 трубы, 3 колпачки, 4 слой склеивающего заполнителя, поз.5 кольца.
П р и м е р. Собирают пучок из 50 медных труб длиной 500 мм, между концами которых размещают медные промежуточные элементы (например, в виде колпачков или стержней). Поверхности промежуточных элементов и труб скрепляют между собой эпоксидной мастикой по технологии, описанной в рекомендации на применение этой мастики. Полученный пучок заводят в корпус, выполненный из латунной трубы, с расположенными на нем патрубками подвода и отвода сред. Наружные поверхности пучка скрепляют с внутренней поверхностью корпуса с помощью эпоксидной мастики. На корпус одевают торцевые крышки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛООБМЕННЫЙ АППАРАТ | 1992 |
|
RU2009429C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОГО АППАРАТА С ПРОДОЛЬНО ОРИЕНТИРОВАННЫМИ КАНАЛАМИ | 1991 |
|
RU2013734C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОГО АППАРАТА С ПРОДОЛЬНО ОРИЕНТИРОВАННЫМИ КАНАЛАМИ | 1991 |
|
RU2013735C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОГО АППАРАТА С ПРОДОЛЬНО ОРИЕНТИРОВАННЫМИ КАНАЛАМИ | 1991 |
|
RU2011503C1 |
| Теплообменный аппарат | 2017 |
|
RU2669441C1 |
| Теплообменный аппарат | 2017 |
|
RU2647942C1 |
| ТЕПЛООБМЕННЫЙ АППАРАТ | 1993 |
|
RU2047081C1 |
| Теплообменный аппарат | 2017 |
|
RU2650444C1 |
| ТЕПЛООБМЕННАЯ ТРУБА | 2000 |
|
RU2197693C2 |
| КОЖУХОТРУБНЫЙ ТЕПЛООБМЕННИК | 2013 |
|
RU2543094C1 |
Сущность изобретения: в корпус теплообменного аппарата помещают пучок с размещенными между концами труб промежуточными элементами и соединяют корпус трубы и промежуточные элементы с помощью склеивающего заполнителя. Промежуточные элементы могут быть выполнены в виде колпачков. Между противоположными колпачками размещают кольца из материала труб, наружный диаметр которых равен наружному диаметру колпачков, причем кольца соединяют с трубами, а трубы с корпусом, с помощью склеивающего заполнителя. 3 з.п. ф-лы, 2 ил.
| Способ изготовления кожухотрубного теплообменника | 1970 |
|
SU462639A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
