Изобретение относится к сварочной технике/ а именно к способам определения сварочно-технологических свойств ограничителей напряжения холостого хода сварочных установок и самих источников питания для ручной дуговой сварки.
Известен экспертный способ определения легкости зажигания сварочной дуги. По данному способу перемещение электрода с электрододержателем в процессе зажигания дуги осуществляется рукой сварщика/ а легкость начального зажигания определяется интуитивно с применением качественной и количественной шкал. Качественная шкала имеет три уровня градации: легкое/ посредственное и плохое. Каждому уровню качественной шкалы соответствует оценка в баллах количественной шкалы: легкое - 2/ посредственное - 1/ плохое - 0. Указывается/ что сварщик может давать оценку с точностью до 0/25 балла/ т.е. 12/5% [1].
Недостатками данного способа являются низкая разрешающая способность шкалы количественных оценок/ низкая точность и зависимость оценки от субъекта (интеллектуальных способностей/ ведомственной заинтересованности/ настроения сварщика и т.п.).
Известен способ оценки ограничителей напряжения холостого хода сварочных установок/ принятый в качестве прототипа. По данному способу сварщик в процессе возбуждения дуги перемещает электрод по направлению к свариваемому изделию до касания его/ а затем отводит электрод от детали. При касании электродом детали замыкается сварочная цепь/ и если произошло включение ограничителя напряжения холостого хода/ то в момент размыкания возникает дуга. Проводят серию опытов по возбуждению дуги/ и в каждой серии подсчитывают число попыток возбудить дугу и число успешных замыканий/ когда дуга возникла. Затем определяют надежность возбуждения дуги как отношение числа возбуждений дуги к числу попыток возбудить дугу. После этого ограничитель напряжения холостого хода отключают и проводят одну или несколько серий опытов при питании сварочной цепи непосредственно от источника/ подсчитывают число попыток и число успешных возбуждений дуги и находят надежность возбуждения дуги при отсутствии ограничителя. После этого определяют коэффициент надежности как отношение надежности возбуждения дуги при наличии ограничителя к надежности возбуждения дуги при его отсутствии. В качестве оценки возбуждения дуги принимают указанный коэффициент надежности возбуждения дуги. Чем выше числовое значение коэффициента/ тем лучше возбуждается дуга и тем выше сварочно-технологические характеристики ограничителя [2].
Недостатками данного способа являются отсутствие связи оценки с затратами энергии на возбуждение дуги и влияние субъективных качеств сварщика на оценку. Указанные недостатки обусловлены отсутствием измерения затрат энергии на возбуждение дуги и зависимостью оценки от действий сварщика (коэффициент надежности может меняться от изменения силы удара или скорости перемещения электрода). Кроме того/ даже при желании сварщик не может точно воспроизводить процесс зажигания дуги/ что приводит к значительному разбросу значений коэффициента надежности возбуждения дуги. Так/ например/ при низкой чувствительности ограничителя напряжения холостого хода разброс значений достигает 20%/ а в среднем - 10-15%/ хотя условия проведения эксперимента одинаковы. В итоге недостатки прототипа снижают объективность и точность информации о начальном зажигании дуги.
Цель изобретения - повышение точности оценки и в том числе за счет исключения влияния действий сварщика на оценку начального зажигания дуги.
Для достижения цели в известном способе/ включающем перемещение электрода по направлению к свариваемой детали до соприкосновения с ней и обратно/ счет числа успешных зажиганий дуги и числа попыток возбудить дугу/ перемещение электрода осуществляют путем нанесения удара по электрододержателю падающим телом или ударным механизмом/ с регулированием его энергии возврат электрода осуществляют пружиной.
На фиг.1 показано устройство/ реализующее предлагаемый способ; на фиг.2 - график зависимости надежности возбуждения дуги от энергии удара.
Устройство состоит из основания 1/ стойки 2/ верхнего 3 и нижнего 4 кронштейнов/ связанный между собой тягой 5/ имеющей переменную длину/ а кронштейны 3 и 4 имеют возможность перемещения вниз или вверх по стойке 2/ рычага 6/ связанного с кронштейном 4 осью 7/ пружины 8/ удерживаюшей рычаг 6 в горизонтальном положении. С верхним кронштейном 3 жестко связаны опорная площадка 9/ направляющий цилиндр 10 и упор 11. Устройство содержит также электрододержатель 12/ закрепленный на рычаге 6/ электрод 13/ свариваемая деталь 14/ предохранительный стакан 15/ груз 16/ испытуемое устройство (источник или ограничитель напряжения холостого хода) 17/ сварочные провода 18 и 19/ устройство 20 для счета числа попыток возбудить дугу и числа успешных возбуждений. Предохранительный стакан 15 предназначен для уменьшения области разбрызгивания металла.
Перед проведением опыта нижний кронштейн 4/ а с ним и кронштейн 3 через тягу 5 устанавливаются на такую высоту/ что между электродом 13 и свариваемой деталью 14 образуется небольшой зазор (3-5 мм). Кронштейн 4 закрепляется. На опорную площадку помещается груз 16 в виде шара и скатывается до упора 11/ затем он падает вниз через направляющий цилиндр 10/ ударяется об электрододержатель 12 и скатывается на основание 1. Во время удара электрододержатель 12 и рычаг 6 поворачиваются около оси 7/ электрод 13 перемещается вниз до соприкосновения со свариваемой деталью 14. Сварочная цепь замыкается/ и от устройства 17 по цепи протекает ток. По окончании удара рычаг 6 и электрододержатель 12 под действием пружины 8 возвращаются в исходное положение. Электрод 13 перемещается вверх/ возникает электрическая дуга/ которая горит некоторое время до расплавления электрода и при увеличении зазора гаснет.
Если сварочная дуга не возбудилась/ сброс груза 16 повторяют.
Применение данного способа позволяет повысить достоверность результата оценки сварочных свойств ограничителей напряжения холостого хода или самих сварочных источников для ручной дуговой сварки/ а также увеличить вероятность установления различия или схожести по легкости зажигания дуги этих устройств или источников питания/ что/ в свою очередь/ необходимо для разработки надежного аппарата безопасности сварщика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения надежности возбуждения сварочной дуги | 1979 |
|
SU863228A1 |
| Ограничитель напряжения холостого хода сварочного трансформатора | 1979 |
|
SU854636A1 |
| СПОСОБ ЗАЖИГАНИЯ ДУГИ С КОНТРОЛИРУЕМЫМ ПРИЛИПАНИЕМ ЭЛЕКТРОДА ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ | 2004 |
|
RU2270080C1 |
| Устройство для ограничения напряжения хо-лОСТОгО ХОдА СВАРОчНОгО пРЕОбРАзОВАТЕля | 1979 |
|
SU804277A1 |
| Устройство для ограничения напряжения холостого хода сварочного трансформатора | 1974 |
|
SU569412A1 |
| Способ управления источником сварочного тока | 1984 |
|
SU1685650A1 |
| Устройство для снижения напряженияХОлОСТОгО ХОдА СВАРОчНОгО ТРАНСфОРМАТОРА | 1977 |
|
SU816713A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОЭЛЕКТРОДНОЙ СВАРКИ | 2000 |
|
RU2172661C1 |
| УСТРОЙСТВО ДЛЯ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ (ВАРИАНТЫ) | 2007 |
|
RU2343050C2 |
| Ограничитель напряжения холостого хода сварочных трансформаторов | 1988 |
|
SU1539016A1 |
Использование: определение надежности работы ограничителей напряжения холостого хода сварочных установок и источников питания для ручной дуговой сварки. Сущность изобретения: электрод перемещают по направлению к свариваемой детали путем нанесения удара по электрододержателю падающим грузом 16 или ударным механизмом. Энергию удара можно регулировать с помощью перемещения по стойке 5 кронштейнов 3 и 4. После замыкания сварочной цепи электродержатель 12 с электродом 13 под действием пружины 8 возращаются в исходное положение. Электрическая дуга горит до расплавления электрода и увеличения зазора между электродом и деталью. Подсчитывают число успешных зажиганий и число попыток зажечь дугу. Определяют их соотношение, по которому оценивают стабильность зажигания дуги. Способ позволяет исключить влияние на процесс зажигания дуги субъективных факторов. 1 ил.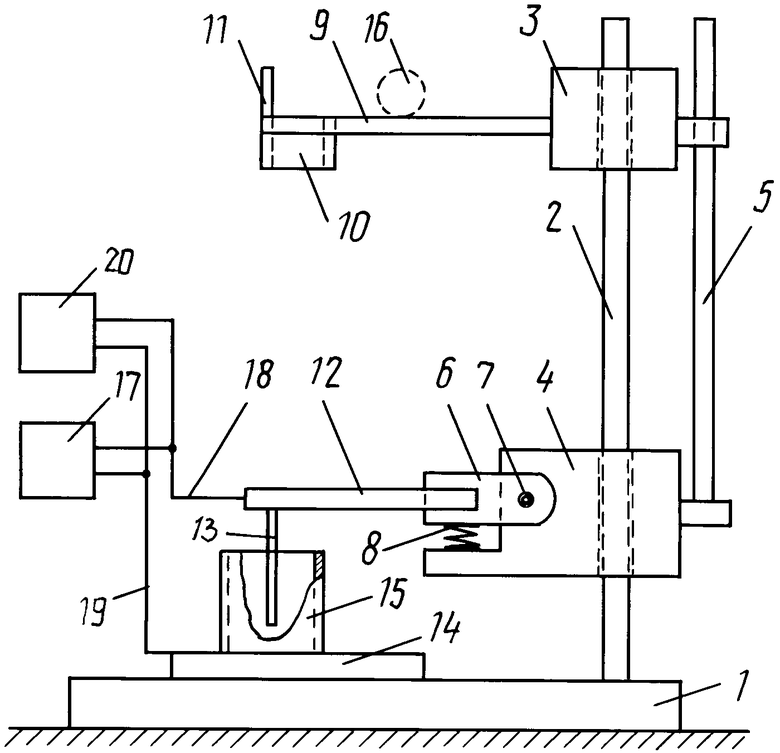
СПОСОБ ОЦЕНКИ СТАБИЛЬНОСТИ ЗАЖИГАНИЯ СВАРОЧНОЙ ДУГИ, при котором электрод перемещают по направлению к свариваемой детали до соприкосновения с ней и обратно, при этом оценку производят путем отношения числа успешных зажиганий к числу попыток возбудить дугу, отличающийся тем, что, с целью повышения точности оценки путем исключения субъективных факторов, электрод перемещают путем нанесения удара по электрододержателю падающим телом или ударным механизмом с регулированием его энергии, а обратное перемещение производят с помощью пружинного устройства.
