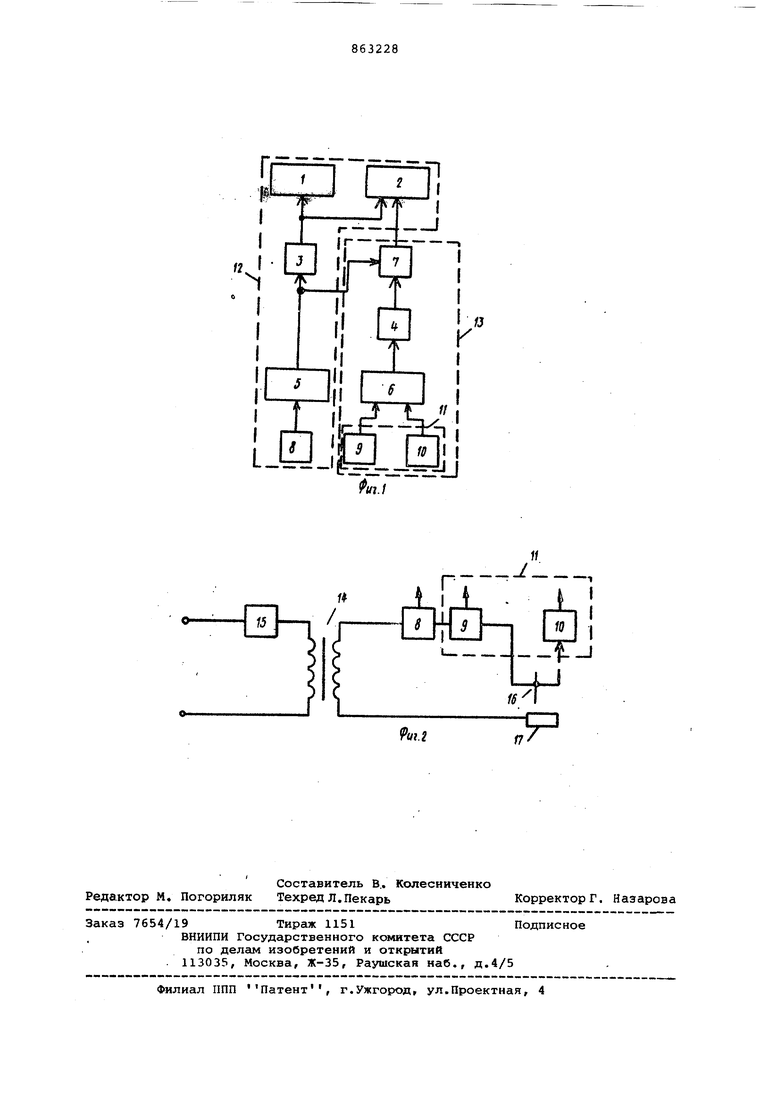
(54) УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ НАДЕЖНОСТИ ВОЗВУЖДЕНИЯ СВАРОЧНОЙ ДУГИ Изобретение относится к сварочному производству, в частности к устройствам надежности возбуждения сварочной дуги, и может найти применение, преимущественно при испытании ограничителей напряжения холостого хода в установках для электродуговой сварки. Известно устройство для определения надежности возбуждения сварочной дуги, содержащее узел счета импульсо сварочного тока, выполненный из двух счетчиков импульсов.В процессе определения надежности возбуждения сварочной дуги при испытании ограничителей напряжения холостого хода счетчиками импульсов регистрируют число попыток возбуждения дуги и число успешных ее возбуждений. При этом оценку нгщежности возбуждения сварочной дуги определяют по отношению числа импульсов зарегистрированных отдельно каждым счетчиком ij. Недостатком известного устройства является отсутствие возможности автоматизации регистрации процессов возбуждения сварочной дуги, что в значительной степени снижает его производительность. . Известно также устройство для определения надежности возбуждения сварочной дуги, содержащее узел счета импульсов сварочного тока, в котором к счетчикам импульсов последовательно подключены датчик сварочного тока, формирователь и преобразователь импульсов. Устройство позволило автоматизировать процесс регистрации импульсов сварочного тока, что позволило повысить производительность его работы l2j. Недостатком устройства является невысокая точность работы, обусловленная отсутствием возможности автоматизированной регистрации попыток возбуждения сварочной дуги, что не позволяет также еще более повысить производительность работы устройства. Цель изобретения - повышение точности и производительности работы устройства. Цель достигается тем, что в устройство для определения надежности возбуждения сварочной дуги, содержащее узел счета импульсов сварочного тока, выполненный из последовательно соединенных датчика сварочного тока, формирователя импульсов, преобразователя и двух счетчиков импульСОВ, введен узел счета импульсов замыкания дугового промежутка, выполненный из последовательно включенных электромеханического датчика замыкания дугового промежутка, формирователя и преобразователя импульсов и ключевого элемента, при этом ключевой элемент соединен своим выходом со входом одного из счетчиков импульсов, а управляющим входом - с выходом формирователя импульсов узла счета импульсов сварочного тока. На фиг.1 приведена структурная схема устройства для определения надежности возбуждения сварочной дуги; на фиг.2 - схема включения устройства, подключенного к уварочному транс Форматору совместно с испытуемым ограничителем напряжения холостого хода. Устройство для определения надеж ности возбуждения сварочной дуги со держит счетчики 1 и 2 импульсов, преобразователи 3 и 4, формирователи 5 и 6 импульсов, ключевой элемен 7, датчик 8 сварочного тока, высокочувствительные электрический узел и механический узел 10, датчика 11 замыкания дугового промежутка. Датчик 8 сварочного тока, формировател 5, преобразователь 3 и счетчики импульсов 1 и 2 включены последовательно и представляют узел 12 счета импульсов сварочного тока, а датчик 11 замыкания дугового промежутка фо мирователь 6, преобразователь 4 сов местно с ключевым элементом 7 входят в узел 13 счета импульсов замыкания дугового промежутка. Управляю щий вход ключевого элемента 7, подключен к выходу формирователя 5, а его выход соединен со входом счетчика 2 импульсов узла 12 счета импу льсов сварочного тока. На фиг. 2 изображены также сварочны трансформатор 14,ограничитель 15 напряжения холостого хода сварочного трансформатора 14, электрододерж тель 16 и свариваемая деталь 17. Устройство для определения надежности возбуждения сварочной дуги после подачи напряжения питания на элементы находится в исходном состо нии, в-котором счетчики 1 и 2 установлену на нуль, ключевой элемент 7 открыт, поэтому выход преобразовате 4 электрически связан со входом счет ика 2. Сигналы счета отсутствуют J так как формирователи 5 и 6 находятся в режиме ожидания и на их выходах отсутствует сигнал. . При подаче напряжения на схему из-за наличия ограничителя 15 на сварочный трансформатор 14 подается пониженное напряжение, поэтому в сварочной цепи создается дежурное напряжение величиной до 12 В. Устройство и ограничитель 15 находятся в режиме ожидания. В момент возбуждения дуги производится удар или касание электродом 16 о свариваемую деталь 17. При этом срабатывает либо электрический 9, либо механический 10 узел электромеханического датчика 11, или оба вместе. На их выходах создается кратковременный сигнал, на который реагирует формирователь 6, имеющий выдержку на отключение. На выходе формирователя 6 появляется сигнал, который подается на преобразователь 4. Однако на иходе преобразователя сигнал отсутствует, так как преобразователь 4 только фиксирует наличие сигнала на своем входе, но не генерирует новый сигнал. Если при отрыве электрода 16 от детали 17 дуга не возбудилась, то сигнал на входе формирователя 6 исчезает, однако на его выходе сигнал остается из-за наличия выдержки времени у формирователя 6. Как только сигнал на выходе формирователя 6 начинает исчезать, в этот момент возникает счетный импульс на выходе преобразователя 4 и счетчик 2 фиксирует первую попытку возбудить дугу. Счетчик 1 остается в состоянии нуль. При повторной попытке этот процесс повторится, если не возбудится сварочная дуга. Счетчик 2 отмечает все попытки возбуждения дуги. Если при повторной попытке сработал ограничитель 15 и дуга возбудилась, то в этом случае сработают оба формирователя 5 и 6, при этом сигнал от формирювателя 5 закроет ключевой элемент 7, который разортет цепь связи преобразователя 4 со счетчиком 2. Оба счетчика управляются формирователем 5, однако счет осуществляется, так как преобразователь 3 еще не реагирует на сигнал формирователя 5. В таком положении устройство остается на все время сварки. По окончании сварки в сварочной цепи исчезает ток. При этом исчезают сигналы на входах формирователей 5 и 6, однако сигналы на их выходах продолжают оставаться. Выдержки времени формирователей 5 и 6 устанавливаются таким образом, что сначала исчезает сигнал формирователя 6, а затем - сигнал формирователя 5. При этом время выдержки формирователя 5 не должно превьииать минимального времени между повторными возбуждениями дуги при вертикальной или потолочной сварке. При исчезновении сигнала Формирователя 5 создаются сигналы на выходе преобразователя 3, и оба счетчика 1 и 2 зафиксируют еще один сигнал. Тогда на табло счетчика 1 появляется цифра один, а счетчике 2 два. Управление от одного преобразова .теля 3 счетчиков 1 и 2 позволяет обеими схемами фильтровать сигналы одной и той же длительности, т.е. не реагировать при сварке на сигнал длительность которых меньше времени выдержки формирователя 5. При возврате формирователя 5 в исходное положение ключевой элемент 7 вновь замкнет цепь связи счетчика 2 с преобразователем 4, подготавливая цепь управления счетчика 2 от преоб эователя 6, Наличие ключевого элеме та 7 позволяет исключить ложные сиг налы,- возникающие из-за различной чувствительности к току датчиков 8 и 11, а также различных выдержек времени фос шрователей 5 и 6. Если счетчики 1 и 2 зафиксировали при испытаниях ограничителя N, - число успешных возбуждений дуги и N - число попыток возбуждения дуги, тогда надежность возбуждения дуги при применении ограничителя как Если при сварке без ограничителя счетчики показали N - число успешных возбуждений дуги и N - число попыток возбудить дугу, тогда надежность возбуждения дуги при отсут ствии ограничителя г, N3 6 - iq: В этом случае коэффициент надежности возбуждения дуги V - Рвл Н- -р - NjNj Для получения более достоверной оценки определения надежности возбуждения дуги следует производить при сварке, выполняемой согласие ме тодики по определению легкости зажигания и устойчивости горения дуги приведенной в ГОСТ 95-77 ТУ. Трансформаторы однофазные однопостовые д ручной дуговой сварки. Отметим, что коэффициент Кц 1,0 поэтому для оценки влияния ограничителей на работу сварщиков удобнее ;применять коэффициент влияния ограничителя на работу сварочной установкик J- - & - №Ng . , Кн N-rN 1 Данное устройство позволяет значительно повысить точность и производительность процесса определения надежности возбуждения сварочной дуги в установках для электродуго1вой сварки. Формула изобретения Устройство для определения надежности возбуждения сварочной дуги, содержащее узел счета импульсов сварочного тока, выполненный из последовательно включенных датчика сварочного тока, формирователя импульсов, преобразователя и двух счетчиков импульсов, отличающееся тем, что, с целью повьядения точности и производительности работы устройства, в него введен узел счета импульсов замыкания дугового промежутка, выполненный из последовательно включенных электромеханического- датчика замыкания дугового промежутка, формирователя импульсов, преобразователя импульсов и ключевого элемента, при этом ключевой элемент соединен своИМ выходом со входом одного из счетчиков импульсов, а управляющим входом - с выходом формирователя импульсов узла счета импульсов CBapovного тока. Источники информации, принятые во внимание при экспертизе 1. Способ оценки ограничителей напряжения холостого хода сварочных установок. Информационный листок 58-79. Кемеровский ЦНТИ, 1979. 2.. Львов Н.С. Автоматизация учета рабочего времени сварщика при ручной дуговой сварке. М., ГОСИНТИ, 13-67-1537/65, 1967.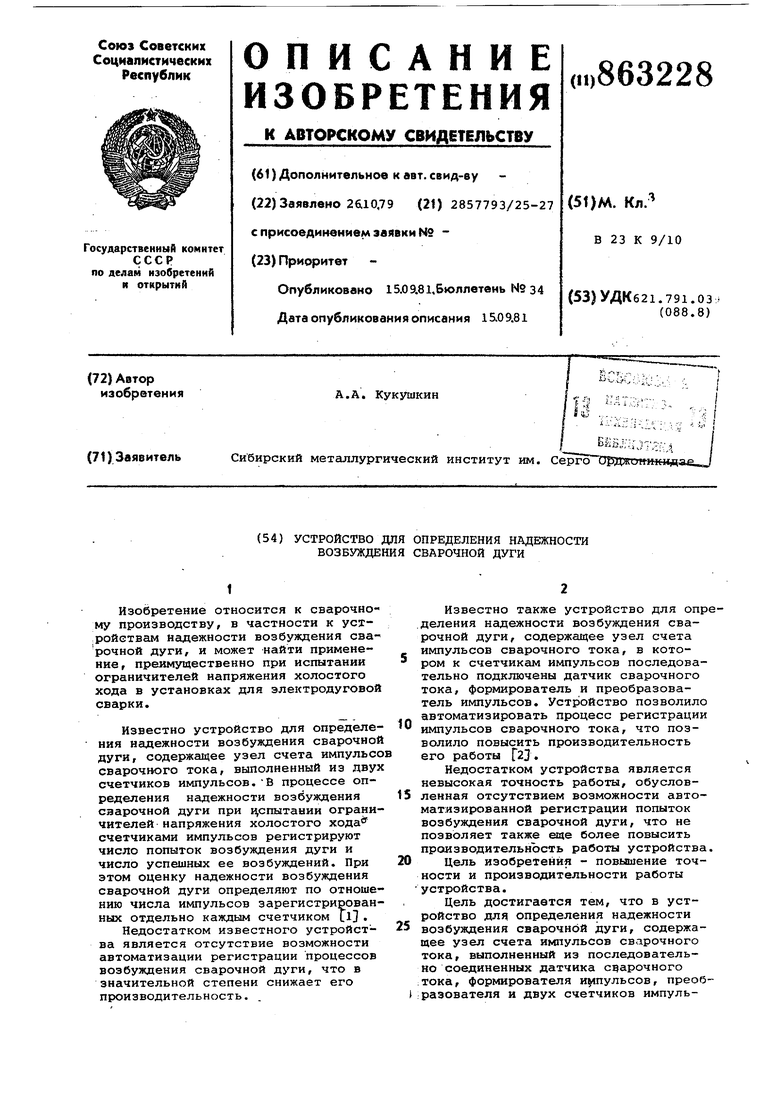
| название | год | авторы | номер документа |
|---|---|---|---|
| Тренажер сварщика | 1988 |
|
SU1594588A1 |
| СПОСОБ ОЦЕНКИ СТАБИЛЬНОСТИ ЗАЖИГАНИЯ СВАРОЧНОЙ ДУГИ | 1987 |
|
RU2014189C1 |
| Способ возбуждения дуги при импульснодуговой сварке | 1990 |
|
SU1738522A1 |
| Источник питания с тиристорным преобразователем | 1987 |
|
SU1418011A1 |
| Тренажер сварщика | 1988 |
|
SU1550571A1 |
| ИНДУКТОРНАЯ ГЕНЕРАТОРНАЯ УСТАНОВКА | 2001 |
|
RU2192946C1 |
| Тренажер сварщика | 1984 |
|
SU1217151A1 |
| Тренажер сварщика | 1985 |
|
SU1302313A1 |
| Устройство защиты сварщика | 1990 |
|
SU1719169A1 |
| СПОСОБ ВОЗБУЖДЕНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2469826C1 |