тывает стробирующий сигнал Ucrp, от момента появления которого осуществляется отсчет реального времени tpHxx существования указанного режима. Начало отсчета времени tHxx возможно при токах в сварочной цепи 1Сц
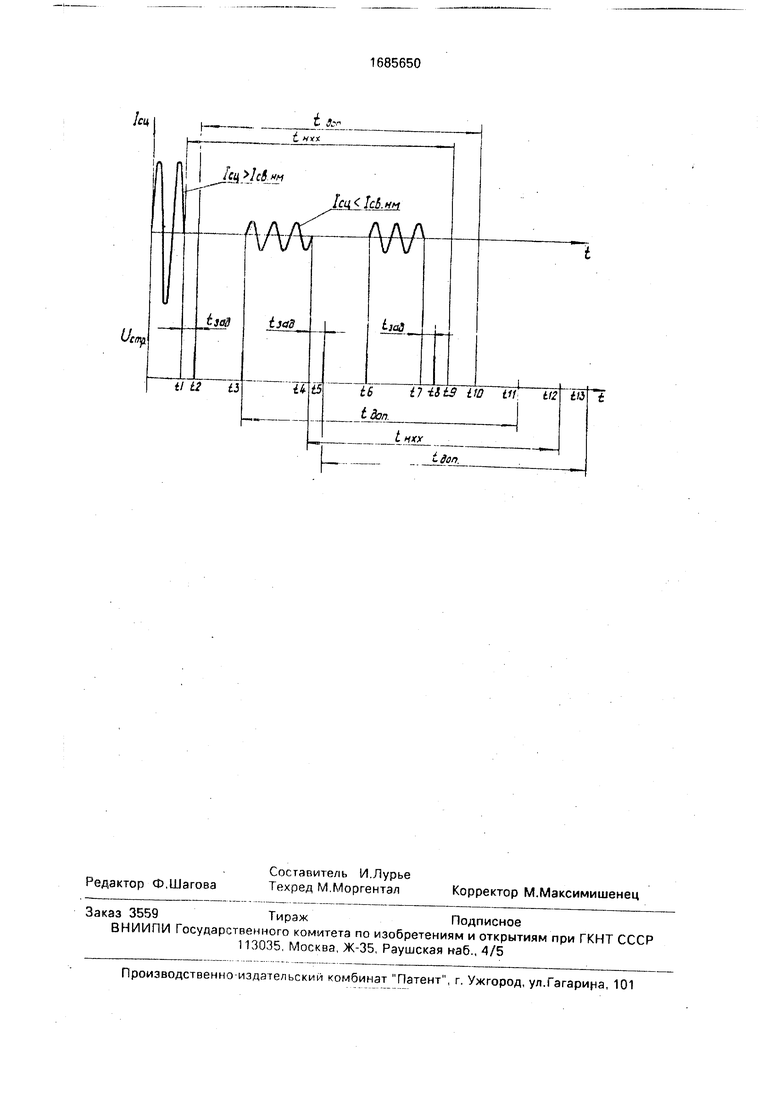
ниже чувствительности устройства, а tpnxx при токах в сварочной цепи ниже наименьшего возможного тока сварки. При исправном устройстве, отсутствии токов утечки в сварочной цепи выше чувствительности устройства и попыток сварщика повторно зажечь дугу через время Хнхх /при t tg/ производится перевод источника сварочного тока в режим сниженого напряжения холостого хода на промежутке электрод- изделие. Так как реальное время существования режима неограниченного напряжения холостого хода Трнхх меньше допустимого tgon по условиям безопасности (tPHxx tHxx 1доп), то защитного отключения при этом не происходит. Время tpHxx, прошедшее от момента окончания сварочного процесса до начала формирования сниженного напряжения источника сварочного тока, запоминается и, в случае повышения напряжения в сварочной цепи выше допустимого значения при режиме сниженого напряжения холостого хода по причине изменения параметра какого-либо элемента устройства или выхода последнего из строя, происходит защитное отключение через время, равное разности гдоп - Тнхх При неисправности устройства или наличии в сварочной цепи токов утечек, достаточных для удержания источника сварочного тока в режиме неограниченного напряжения холостого хода, реальное время существования режима окажется больше допустимого (tpHxx Хпод) и в момент времени t но происходит защитное отключение. При попытках зажечь дугу в период формирования режима неограниченного напряжения холостого хода сварщик независимо от применяемого способа возбуждения дуги (чирканье или кивок) после соприкосновения электрода с изделием неизбежно отводит от изделия электрод для исключения примерзания последнего. Таким образом, характерной особенностью, свидетельствующей об попытках сварщика зажечь дугу в режиме неограниченного напряжения холостого хода, является наличие прерываний тока в сварочной цепи. Токи же утечки в сварочной цепи всегда имеют непрерывный характер. Предположим, сварщиком произведено касание электрода с изделием в момент времени 1з, а отрыв - в момент времени м, причем ток в сварочной цепи 1сц не достиг величины тока сварки 1Св (1сц
1св), но достаточен для срабатывания чувствительного датчика тока и удерживания источника сварочного тока в режиме неограниченного напряжения холостого
хода, т.е. ток в сварочной цепи при возбуждении дуги соизмерим с током утечки Системой управления в момент времени ta и ts t4 + 1зад формируются стробирующие сигналы, свидетельствующие соответствен0 но о начале и окончании протекания тока в сварочной цепи. Указанные сигналы, воздействуя на канал контроля реального времени существования режима неограниченного напряжения холостого хода перемещают на5 чало отсчета tpHxx по оси времени сначала в точку t ta, а затем в точку t ts. Таким образом, действие стробирующих импульсов для tpnxx. при токах в сварочной цепи, меньших тока сварки, аналогично появле0 нию в сварочной цепи узких импульсов тока сварки, появляющихся в моменты касания к свариваемому изделию электрода и отрыва последнего. Наименьшее время задержки 1зад при сварке источником
5 постоянного тока может быть принято равным нулю, а в случае сварки источником переменного тока оно должно быть таким, чтобы переход сварочного тока через нуль не воспринимался системой как прерыва0 ние. Наибольшее время задержки 13ад не должно превышать времени между двумя очередными соприкосновениями сварщиком электрода с изделием. Стробирующий импульс в момент касания электрода с изде5 лием исключает ложные защитные отключения источника сварочного тока, в случае попытки сварщика зажечь дугу в момент времени, близкий к переводу источника в режиме сниженного напряжения. Допусти0 мом. что первое касание электрода с изделием после окончания процесса сварки происходит вблизи момента времени tg, когда еще формируется режим неограниченного напряжения холостого хода. Если при
5 этом ток в сварочной цепи меньше тока сварки, но достаточный для удерживания источника сварочного тока в режиме неограниченного напряжения холостого хода, а длительность касания электрода с изделием
0 больше разности 1ДОп - tHxx, то при отсутствии стробирующего импульса в начале упомянутого касания в момент времени tio происходит ложное отключение источника. При наличии стробирующего импульса за5 щитное отключение источника после упомянутого касания становится возможным в момент времени t tn при условии отсутствия прерывания тока в сварочной цепи в течении времени более т,ДОп, т.е. только при наличии утечки в сварочной цепи. Стробирующий импульс в момент отрыва электрода, от изделия исключает ложные отключения источника сварочного тока в случае попытки сварщика зажечь дугу после окончания процесса сварки, если длительность касания электрода с изделием оказывается больше разности т,ДОп - шхх. Первое касание электрода с изделием после прекращения процесса сварки происходит вблизи ti, a длительность касания электрода с изделием оказывается больше упомянутой разности. Если при этом ток в сварочной цепи меньше тока сварки, но достаточный для удержания источника сварочного тока в режиме неограниченного напряжения холостого хода, то при отсутствии стробирующего импульса в конце упомянутого касания отсчет времени tnxx начинается при t t4 и заканчивается при t ti2. а отсчет tpHxx начинается при t хз и заканчивается при t tn. В результате реальное время существования режима неограниченного напряжения холостого хода оказывается больше допустимого и при t ш происходит ложное отключение источника сварочного тока. При наличии стробирующего импульса после отрыва электрода от изделия начало отсчета Хрнхх перемещается по временной оси в точку t T5 и заканчивается прит tia. т.е. время существования режима неограниченного напряжения холостого хода оказывается меньше допустимого, а при отсутствии повторных попыток зажечь дугу при t ti2 происходит перевод источника сварочного тока в режим сниженного напряжения. Защитное отключение источника возможно при t Из только в случае неисправности устройства. Если возбуждение дуги не происходит на протяжении отрезка времени t3 - t4 сварщик снова касается электродом изделия в момент времени te и отводит электрод в момент времени t. Если и в этом случае возбуждение дуги не происходит, то в моменты времени te и ta формируются стробирующие импульсы окончания предыдущего и начала нового прерывания тока и процессы описанные выше повторяются. Если же происходит возбуждение дуги, то каждая полуволна тока сварки перемещает начало отсчета tHxx и tpHxx вправо по временной оси и исключает отключение источника сварочного тока. Реализация предлатаемого способа позволяет при соблюдении всех правил безопасности обеспечить возможность сварщику сколь угодно долго производить попытки возбуждения сварочной дуги при полном нзпряжении источника сварочного тока и отсутствии ложных отключений последнего, если время прерывания тока в сварочной цепи меньше допустимого по условиям безопасности времени существования режима неограниченного напряжения холостого хода. Технические решения на основе предлагаемого способа управления имеют социальный эффект, направленный на надежное решение вопросов безопасности при эксплуатации источников сварочного тока в рудничных условиях, относящихся по категории электробезопасности к особо - опасным помещениям. Практическая реализация предлагаемого способа осуществлена в блоке снижения напряжения холостого хода сварочных трансформаторов. Формула изобретения Способ управления источником сварочного тока, при котором измеряют ток сварочной цепи и в зависимости от его уровня обеспечивают режим сниженного напряжения, режим сварки и режим неограниченного напряжения холостого хода, причем в период последнего режима контролируют
его длительность, сравнивают с допустимой и по сигналу рассогласования формируют защитное отключение, отличающийся тем, что, с целью повышения надежности путем исключения ложных отключений источника, дополнительно в том же режиме неограниченного напряжения холостого хода контролируют непрерывность тока в сварочной цепи, причем при наличии прерывания формируют сигналы его начала и
окончания, которые используют для блокирования защитного отключения, при этом длительность блокирования устанавливают не более допустимой длительности самого режима.
/«
tb
| название | год | авторы | номер документа |
|---|---|---|---|
| Ограничитель напряжения холостого хода сварочного трансформатора | 1977 |
|
SU743807A1 |
| Устройство защиты сварщика | 1990 |
|
SU1719169A1 |
| Устройство для ограничения напряженияХОлОСТОгО ХОдА СВАРОчНОгО ТРАНСфОРМАТОРА | 1979 |
|
SU823027A1 |
| ТРЕНАЖЕР ДЛЯ ОБУЧЕНИЯ СВАРЩИКА РУЧНОЙ ДУГОВОЙ СВАРКЕ ПЛАВЯЩИМСЯ И НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2008 |
|
RU2373040C1 |
| Устройство для ограничения напряжения холостого хода сварочного трансформатора | 1987 |
|
SU1459845A1 |
| Устройство для стабилизации сварочной дуги переменного тока | 1987 |
|
SU1458121A1 |
| СПОСОБ ОЦЕНКИ СТАБИЛЬНОСТИ ЗАЖИГАНИЯ СВАРОЧНОЙ ДУГИ | 1987 |
|
RU2014189C1 |
| Устройство для ограничения напряжения холостого хода сварочного трансформатора | 1983 |
|
SU1098706A1 |
| Устройство для обучения и оценки мастерства сварщика | 1990 |
|
SU1777166A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСВАРКИ С БЕЗОПАСНЫМ НАПРЯЖЕНИЕМ ХОЛОСТОГО ХОДА И ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ ПОДЖОГА И ГОРЕНИЯ СВАРОЧНОЙ ДУГИ | 1999 |
|
RU2157303C1 |
Изобретение относится к сварочному производству, в частности к способу управления источником сварочного тока при ограничении напряжения XX. Цель изобретения - повышение надежности путем исключения ложных отключений источников сварочного тока. Измеряют ток сварочной цепи. В зависимости от его уровня обеспечивают режим сниженного напряжения, режим сварки и режим неограниченного Изобретение относится к сварочному производству, в частности к ограничителям напряжения холостого хода источников сварочного переменного тока, Цель изобретения - повышение надежности путем исключения ложных отключений источника сварочного тока. Способ реализуется с помощью диаграмм, представленных на чертеже и поясняющих его сущность, напряжения сварочного тока. В период последнего режима обеспечивают его длительность, сравнивают ее с допустимой и по сигналу рассогласования формируют защитное отключение. Дополнительно в том же режиме неограниченного напряжения XX контролируют непрерывность тока в сварочной цепи. При наличии прерывания формируют сигналы его начала и окончания. Эти сигналы используют для блокирования защитного отключения. Длительность блокирования устанавливают не более допустимой длительности самого режима. Способ позволяет при соблюдении всех правил безопасности обеспечить возможность сварщику сколь угодно долго производить попытки возбуждения дуги при полном напряжении источника сварочного тока и отсутствии ложных отключений последнего, если время прерывания тока в сварочной цепи будет меньше допустимого по условиям безопасности времени существования режима неограниченного напряжения XX. 1 ил. Способ основан на отличии процессов в сварочной цепи при возбуждении дуги и утечках, величина токов которых соизмерима. Предположим в момент времени t ti прекратился процесс сварки. С этого момента устройство снижения напряжений на источнике сварочного тока формирует режим неограниченного напряжения холостого хода длительностью tHxx, а также с задержкой времени 13ад при t t2 вырабаё О 00 ел о ел о
ЛЛ
а
rf/7JI
tjad
U
if
Јjoj
« tdon
ti -tits no tn ш
iti
нхг
tdan
| Устройство для снижения напряжения холостого хода источника сварочного тока | 1979 |
|
SU872096A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для ограничения напряженияХОлОСТОгО ХОдА СВАРОчНОгО ТРАНСфОРМАТОРА | 1979 |
|
SU823027A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
