(54) УСТРОЙСТВО ДЛЯ ОГРАНИЧЕНИЯ НАПРЯЖЕНИЯ
ХОЛОСТОГО ХОДА СВАРОЧНОГО ПРЕОБРАЗОВАТЕЛЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ограничения напряженияХОлОСТОгО ХОдА СВАРОчНОгО ТРАНСфОРМАТОРА | 1979 |
|
SU823027A1 |
| Устройство защиты сварщика | 1990 |
|
SU1719169A1 |
| Устройство для определения надежности возбуждения сварочной дуги | 1979 |
|
SU863228A1 |
| Устройство для снижения напряжения холостого хода источника сварочного тока | 1979 |
|
SU872096A1 |
| Ограничитель напряжения холостого хода сварочного трансформатора | 1982 |
|
SU1074674A1 |
| Устройство возбуждения дуги | 1987 |
|
SU1489936A1 |
| Устройство ограничения напряжения холостого хода | 1989 |
|
SU1731513A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1984 |
|
SU1168367A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Устройство для сварки переменным током со стабилизацией горения дуги | 1981 |
|
SU996125A1 |
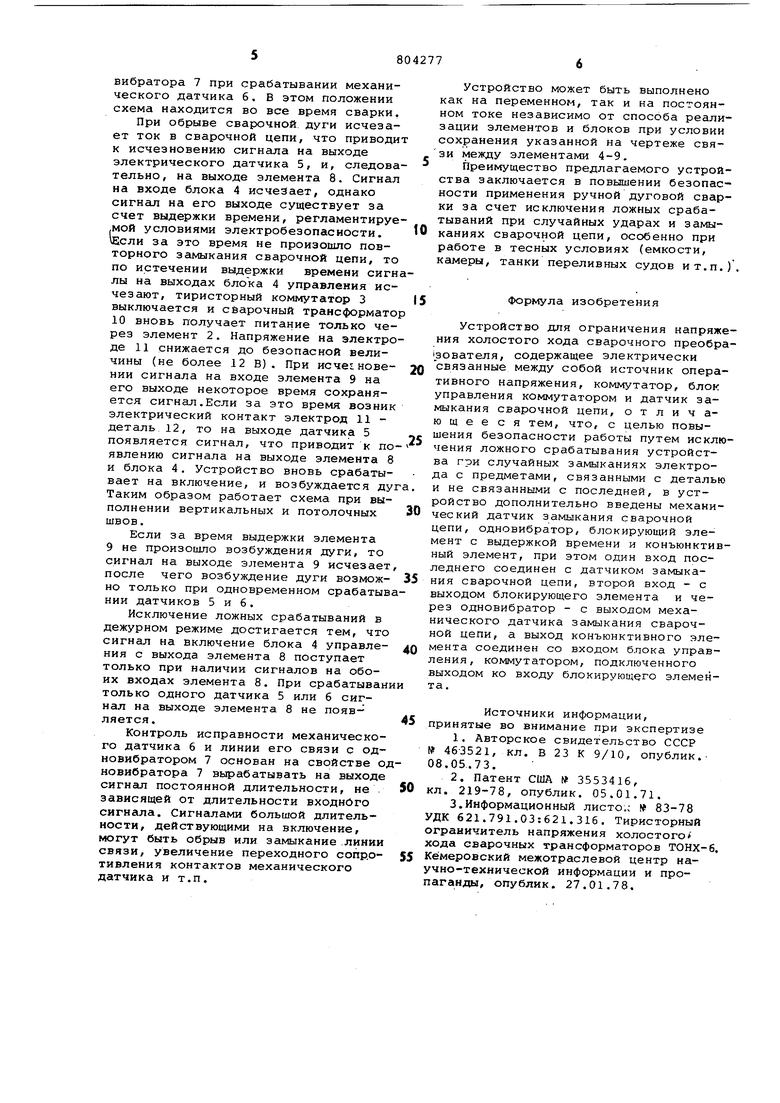
Изобретение относится к сварочному производству, в частности к устро ствам электробезопасности сварочных установок, применяющихся для ручной дуговой электросварки. Известено устройство для ограничения напряжения холостого хода сварочного преобразователя, содержащее тиристорный коммутатор, токоограничи вающий элемент, блок управления коммутатором, блок питания и электричес кий датчик замыкания сварочной цепи Недостатком этого устройства является возможность сложного включения при случайных.замыканиях электрода с любыми токоподводящими элементами, имеющими электрическую связь со сварочной цепью(землей). При этом воэмо ны электротравмы как непосредственно электрическим током, так и электрической дугой (ожог рук, глаз) при случайном возникнойении дуги. Послед нее особенно опасно для окружакицих лиц, так как они не защищены от светового .воздействия дуги. Вероятность такой электротравмы велика осо бенно при работе в тесных условиях. Известны также устройства с механическими датчиками замыкания сварочной цепи, например устройство, которое содержит коммутатор,блок управления коммутатором, источник питания, механический датчик замыкания сварочной цепи 2j. Однако такое устройство не может быть применено для ручной дуговой сварки по той причине, что при отрыве электрода от детали сигнал на выходе датчика пропадает и сварочная цепь- обесточивается, в то время как. она должна быть под напряжением. . Другим недостатком всех механических датчиков является возможность ложного включения при случайных ударах электрода о твердые предметы, что также может вызвать поражение электрическим током или электрической дугой. Известно также устройство для ограничения напряжения холостого хода сварочного преобразователя, содержащее электрически связанные между собой источник оперативного напряжения, коммутатор, блок управления коммутатором и датчик замыкания сварочной цепи 3 . Однако это устройство не исключает ложного срабатывания при случайных заьйлканиях электрода с металлическими поверхностями, связанными со сварочной цепью. Цель изобретения - повышение безопасности работы путем исключения ложного включения устройства при случайных замыканиях электрода с металлическими поверхностями, связан ными со сварочной цепью, а также случайных механических ударах электрода о твердые предметы. Поставленная цель достигается тем что в известное устройство, содержащее источник оперативного напряжения коммутатор, блок управления коммутатором, датчик замыкания сварочной цепи, введены механический датчик замыкания сварочной цепи, одновибратор, блокирующий элемент с выдержкой времени и конъюнктивный элемент, при этом один вход последнего связан с выходом датчика замыкания сварочной цепи, второй вход - с выходомблокирующего элемента и через одновибратор - с выходом механического датчика замыкания сварочной цепи, а выход конъюнктивного элемента соединен со входам блока управления ком мутатором, один из выходов которого подключен ко входу блокирующего элемента. На чертеже показана схема устройства снижения напряжения холостого хода сварочного преобразователя. Устройство содержит блок 1 питания, источник 2 оперативного напряже ния .(токоограничиваюп}ий элемент) , коммутатор 3, блок 4 управления с устройством- выдержки времени на снижение напряжения в сварочной цепи, электрический датчик 5 замыкания сварочной цепи, механический датчик 6 замыкания сварочной цепи, одновибратор 7, конъюнктивный элемент 8, выполняющий логическую функцию И, и блокирующий элемент 9 с выдержкой вр мени. Источник 1питания необходим для питания всех элементов схем устройства: блока 4 управления, одновибратора 7, КОНЪЮНКТИВНОГО элемента 8 и элемента задержки ни отключение блокировки. Коммутатор 3 представляе собой два встречно-парсшлельно соеди ненных тиристора, включенных в цепь питания сварочного трансформатора 1 Для создания оперативного напряжения в сварочной цепи применяется токоограничивающий элемент 2 в виде цепи ЙС, включенной пареигглельно коммутато ру 3. Управление коммутатором 3.осуществляется блоком 4 управления, ко рый обеспечивает необходимую длител ность выдержки на отключение коммут тора 3,которая необходима для устой чивого горения и возбуждения дуги.В Ъвою очередь, блок 4 управления полу чает сигналы на включение от конъюн ктивного элемента 8, на выходе кото рого сигнал возникает только в случае поступления сигналов на оба его входа, т.е. при одновременном срабатывании электрического, датчика 5 и механического датчика 6. Одновибратор 7 необходим для ограничения или удлинения сигнала на выходе механического датчика б до необходимой длительности, устанавливаемой в пределах времени срабатывания всех схем на включение, чем обеспечивается «адежность включения устройства при возбуждении дуги. Элемент 9 обеспечивает блокировку механического датчика 6 при горении дуги, а также йозможность вести сварку вертикальных и потолочных швов, когда не возникает механических воздействий электрода 11 и детали 12. С этой целью элемент 9 имеет выдержку времени на отключение, не превышающую 1,0 с, т.е. максимального времени перерыва в горении дуги при вертикальной и потолочной сварке .., Время выдержки на отключение устройства, создаваемое блоком 4 управления, может быть значительно меньше времени выдержки элемента 9 и определяется условиями электробезопасности (согласно требований ПУЭ не более 0,5 мин). Надежность повторного возбуждения дуги при вертикальной и потолочной сварке обеспечивается тем, что при отсутствии сигнала на выходе датчика б сигнал на выходе элемента 8 появляется при появлении сигнала на выходе датчика 5 в случае, если на второй вход элемента 8 подается сигнал с выхода элемента 9. Таким образом, совместная работа датчиков 5 и б необходима только в момент возбуждения дуги. При работе устройства в других режимах правильность функционирования схемы обеспечивается датчиком 5 и элементом 9. Работа устройства происходит следующим образом. При возбуждении дуги сварщик ударяет электродом 11 по детали 12 (чаще всего производится серия быстрых ударов). В момент удара появляются сигналы на выходе механического б и электрического 5 датчиков замыкания сварочной цепи. При этом на выходе одновибратора 7 также появляется сигнал, что приводит к появлению сигналов на выходе конъюнктивного элемента 8 и, соответственно, на выходе блока 4 управления. Коммутатор 3 включается, и на источник сварочного тока подается полное напряжение. В сварочной цепи появляется ток, удерживающий датчик 5 во включенном положения1-Так как при возбуждении дуги на выходе механического датчика б сигнсш исчезает, то для удержания элемента 8 во включенном положении с выхода блока 4 управления при его включении через элемент 9 сразу же (без выдержки) подается сигнал, эквивошвнтный Сигналу с выхода одновибратора 7 при срабатывании механического датчика 6, В этом положении схема находится во все время сварки. При обрыве сварочной дуги исчезает ток в сварочной цепи, что приводи к исчезновению сигнала на выходе электрического датчика 5, и, следова тельно, на выходе элемента 8. Сигнал на входе блока 4 исчезает, однако сигнал на его выходе существует за счет выдержки времени, регламентируе .мой условиями электробезопасности. ;сли за это время не произошло повторного замыкания сварочной цепи, то по истечении выдержки времени сигн лы на выходах блока 4 управления исчезают, тиристорный коммутатор 3 выключается и сварочный трансформато 10 вновь получает питание только через элемент 2. Напряжение на электро де 11 снижается до безопасной величины (не более 12 В). При исче новеНИИ сигнала на входе элемента 9 на его выходе некоторое время сохраняется сигнал.Если за это время возник электрический контакт электрод 11 деталь 12, то на выходе датчика 5 появляется сигнал, что приводит к по явлению сигнала на выходе элемента 8 и блока 4. Устройство вновь срабатывает на включение, и возбуждается ду Таким образом работает схема при выполнении вертикальных и потолочных швов. Если за время выдержки элемента 9 не произошло возбуждения дуги, то сигнал на выходе элемента 9 исчезает после чего возбуждение дуги возможно только при одновременном срабатыв нии датчиков 5 и 6. Исключение ложных срабатываний в дежурном режиме достигается тем, что сигнал на включение блока 4 управления с выхода элемента 8 поступает только при наличии сигналов на обоих входах элемента 8. При срабатыван только одного датчика 5 или б сигнал на выходе элемента 8 не появляется. Контроль исправности механического датчика 6 и линии его связи с одновибратором 7 основан на свойстве од новибратора 7 вырабатывать на выходе сигнал постоянной длительности, не . зависящей от длительности входного сигнала. Сигналами большой длительности, действующими на включение, могут быть обрыв или замыкание линии связи, увеличение переходного corip.oтивления контактов механического датчика и т.п. Устройство может быть выполнено как на переменном, так и на постоянном токе независимо от способа реализации элементов и блоков при условии сохранения указанной на чертеже связи между элементами 4-9. Преимущество предлагаемого устройства заключается в повышении безопасности применения ручной дуговой сварки за счет исключения ложных срабатываний при случайных ударах и замыканиях сварочной цепи, особенно при работе в тесных условиях (емкости, камеры, танки переливных судов и т.п.) Формула изобретения Устройство для ограничения напряжения холостого хода сварочного преобра зователя, содержащее электрически связанные между собой источник оперативного напряжения, коммутатор, блок управления коммутатором и датчик замыкания сварочной цепи, отличающееся тем, что, с целью повышения безопасности работы путем исключения ложного срабатывания устройства при случайных замыканиях электрода с предметами, связанными с деталью и не связанными с последней, в устройство дополнительно введены механический датчик замыкания сварочной цепи, одновибратор, блокирующий элемент с выдержкой времени и конъюнктивный элемент, при этом один вход последнего соединен с датчиком замыкания сварочной цепи, второй вход - с выходом блокирующего элемента и через одновибратор - с выходом механического датчика замыкания сварочной цепи, а выход конъюнктивного элемента соединен со входом блока управления, коммутатором, подключенного выходом ко входу блокирующего элемента. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 46-3521, кл. В 23 К 9/10, опублик.08.05.73. 2.Патент США 3553416, кл. 219-78, опублик. 05.01.71. 3.Информационный листо.с 83-78 УДК 621.791.03:621.316. Тиристорный ограничитель напряжения холостого хода сварочных трансформаторов ТОНХ-6. Кемеровский межотраслевой центр научно-технической информации и пропаганды, опублик. 27.01.78.
10
rv-4r
