Изобретение относится к строительству, а именно к производству железобетонных изделий плитного типа.
Известна форма для изготовления железобетонных плит, включающая поддон, гибкие продольные и откидные торцевые борта.
Такое конструктивное оформление бортов (откидные и гибкие) является недостатком этой формы, так как повышает ее деформативность, что не в полной мере отвечает оптимальным требованиям, предъявляемым к формам. Это обстоятельство ограничивает ее эксплуатационные возможности в части использования для изготовления плит безбалластного мостового полотна (в дальнейшем БМП). К последним предъявляются высокие требования по допускам ( ±1 мм) на толщину в опорно-установочных местах их контакта поверху с рельсовым путем и понизу с верхними поясами главных балок пролетных строений мостов. Требования к плитам БМП определяют и высокие требования по точности и жесткости к формам, в которых изготавливаются плиты.
Указанный недостаток частично устранен в форме, выбранной в качестве прототипа и включающей откидные продольные и торцевые борта жесткости, скрепленные с поддоном.
В днище поддона имеются установочные площадки (размещенных в опорно-установочной зоне плит), которыми форма с бетонной смесью устанавливается на опорные магнитные подушки вибростола.
Данная форма при прочих равных с аналогом условиях (одинаковые линейные размеры, масса и т.д.) более жесткая и в большей мере отвечает требованиям, предъявляемым к ней при изготовлении плит БМП.
К недостаткам этой формы можно отнести следующее.
Высокие требования, предъявляемые к плоскостности плит в опорно-установочных местах, определяют необходимость точной выставки установочных площадок форм. Последнее связано с трудоемким и дорогостоящим технологическим процессом сварки с последующей термообработкой (отжигом) и механической обработкой (строганием). В данном случае крупногабаритные, массивные конструкции форм (2х3 м) требуют больших отжиговых печей и металлообработывающих станков, например выставку установочных площадок можно произвести в пределах допусков на сварку, которые, как правило, не обеспечивают необходимого качества форм и изготавливаемых в них плит. Кроме того, отсутствие установочных площадок по верхней поверхности формы не позволяет складывать формы с уложенным бетоном друг на друга в штабели при пропаривании бетона. Помимо этого наличие откидных продольных бортов не позволяет добиться минимальной деформативности при наименьшей массе. Указанное выше ограничивает возможности эксплуатации формы при использовании ее для изготовления в ней высокоточных плит БМП.
Целью изобретения является расширение эксплуатационных возможностей и уменьшение трудоемкости изготовления.
Это достигается тем, что в форме для изготовления железобетонных изделий, содержащей борта и поддон с установочными площадками, борта формы жестко соединены с поддоном и снабжены кронштейнами, каждый из которых разъемно прикреплен через регулировочные прокладки к борту и имеет в верхней и нижней частях опорные площадки для установки форм в пакет.
Изобретение удовлетворяет критерию "существенные отличия", т.к. известных технических решений с подобными признаками не обнаружено.
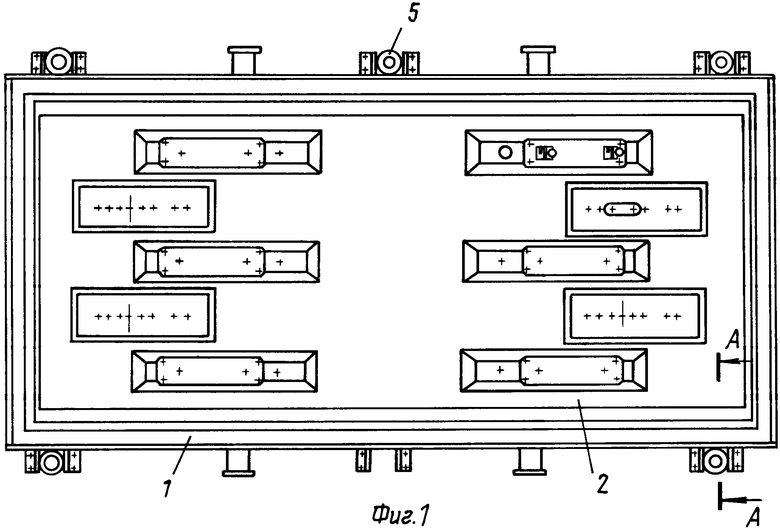
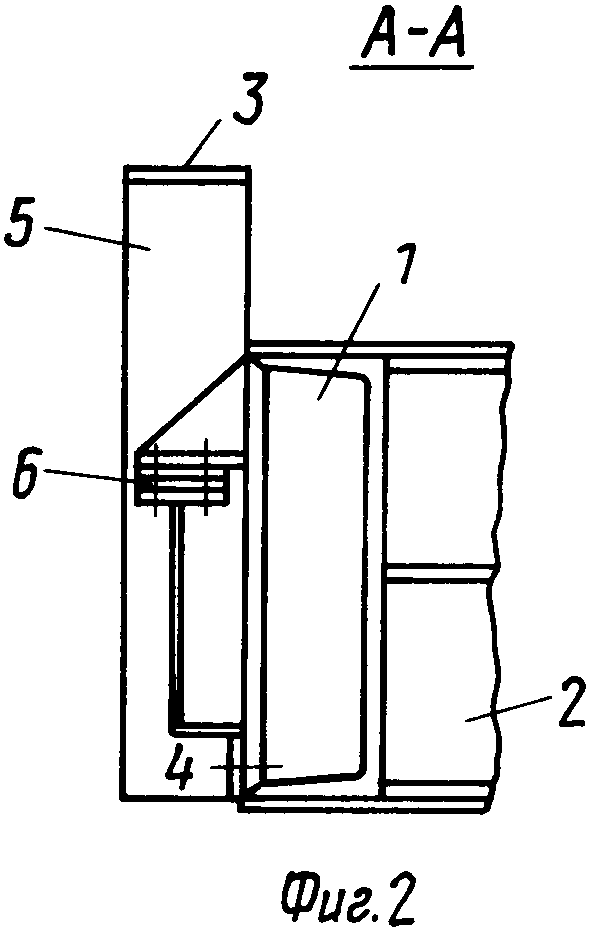
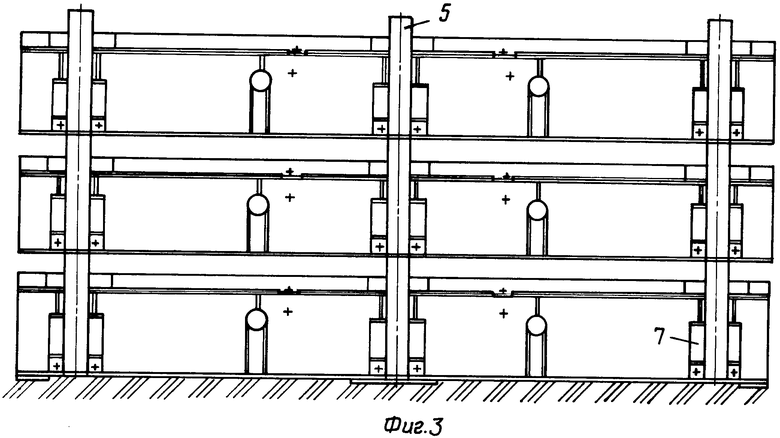
На фиг. 1 изображена форма, план; на фиг. 2 - разрез А-А на фиг.1 (повернуто); на фиг. 3 - положение формы на посту ускорения твердения бетонной смеси.
Форма включает борта 1, поддон 2, установочные площадки 3 и 4, расположенные в верхней и нижней частях кронштейна 5, который закреплен болтами через регулировочные прокладки 6 на бортах 1. Борта 1 жестко соединены с поддоном 2. При этом установочные площадки 3 и 4 имеют механически обработанные поверхности.
Работа формы осуществляется следующим образом.
Кронштейны 5, имеющие небольшие габариты (в пределах 500 мм), устанавливают, например, на фрезерный или строгательный станок и обрабатывают площадки 3 и 4. Далее кронштейны 5 с обработанными площадками 3 и 4 устанавливают, например, в направляющие 7 бортов 1. Набором прокладок 6 горизонтальные обработанные площадки 3 и 4 при необходимости разворачивают и приподнимают с обеспечением необходимого допуска горизонтальности.
При установке формы на посту твердения бетона в штабели нижняя форма устанавливается на выверенную поверхность, а следующие формы на первую через кронштейн 5.
При этом отличительной особенностью эксплуатации является возможность периодической, практически неизбежной регулировки прокладки 6 положения площадок 3 и 4, что обеспечивает стабильность качества выпускаемых плит.
Использование предлагаемой формы позволяет расширить эксплуатационные возможности за счет изготовления в них как высокоточных изделий, так и изделий с низкой точностью и снизить эксплуатационные издержки на 20-30%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Составной пустотообразователь | 1991 |
|
SU1823814A3 |
| НЕРАЗРЕЗНОЙ БАЛОЧНЫЙ МОСТ | 1991 |
|
RU2016953C1 |
| Форма для изготовления железобетонных объемных блоков | 1989 |
|
SU1712154A1 |
| Стенд для формирования рамных элементов из бетонных смесей | 1975 |
|
SU582969A1 |
| Установка для изготовления изделий из бетонных смесей | 1989 |
|
SU1650444A1 |
| ПОДМОСТИ | 2008 |
|
RU2385981C2 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 2003 |
|
RU2255858C2 |
| Устройство для изготовления предварительно напряженных железобетонных изделий | 1983 |
|
SU1135885A1 |
| Стыковое соединение имеющей вырезы сборной железобетонной плиты с поясом металлической балки сталежелезобетонного пролетного строения | 1981 |
|
SU1013540A1 |
| ЗАЩИТНАЯ ОБОЛОЧКА РОСТВЕРКА МОСТОВОЙ ОПОРЫ И СПОСОБ ЕЕ ВОЗВЕДЕНИЯ | 2004 |
|
RU2263176C1 |
Сущность изобретения: форма для изготовления железобетонных изделий содержит борта и поддон с установочными площадками. Борта формы жестко соединены с поддоном и снабжены кронштейнами. Кронштейн разъемно прикреплен через регулировочные прокладки к борту и имеет в верхней и нижней частях опорные площадки для установки форм в пакет. 3 ил.
ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ, содержащая борта и поддон с установочными площадками, отличающаяся тем, что, с целью расширения эксплуатационных возможностей и уменьшения трудоемкости подготовки формы к работе, борта формы жестко соединены с поддоном и снабжены кронштейнами, каждый из которых разъемно прикреплен через регулировочные прокладки к борту и имеет в верхней и нижней частях опорные площадки для установки форм в пакет.
