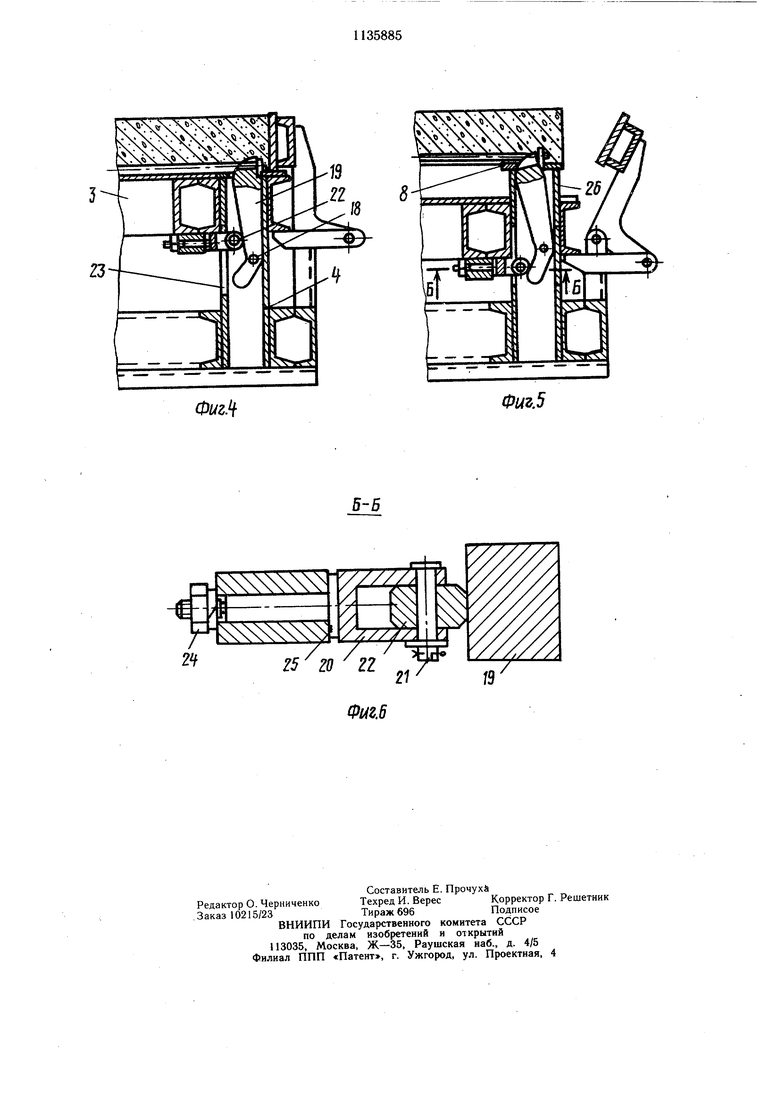
Изобретение относится к изготовлению предварительно напряженных железобетонных изделий и может быть использовано в устройствах при производстве по стендовой технологии пролётных ферм, панелей перекрытий с проемами, ребристых плит и других аналогичных изделий. Известно устройство для предварительного натяжения арматуры, содержащее кронштейн, на котором установлены поворотный упор и фиксатор, при этом кронштейн снабжен упорным винтом, установленным напротив фиксатора с противоположной стороны поворотного упора, фиксатор - закрепленной на его конце тягой с опорной головкой, а в нижней части поворотного упора образован паз, через который пропущена тяга фиксатора 1. Недостатком этого устройства является то, что установка поворотного упора в проектное положение и его распалубка осуществляется вручную в процессе ввинчивания или вывинчивания фиксатора из гайки кронщтейна, что ведет к увеличению трудозатрат при изготовлении предварительно напряженных железобетонных изделий, ухудшает условия труда обслуживающего персонала и снижает/производительность устройства. Наиболее близким к предлагаемому по технической сущности является устройство для изготовления предварительно напряженных железобетонных изделий, содержащее основание с направляющими стойками, установленную в зтих стойках подвижную раму, поддон с неподвижными и поворотными упорами и фиксаторы поворотных упоров, при этом устройство снабжено толкателями, которые установлены внутри рамы поддона с возможностью поворота в вертикальной плоскости, один конец каждого толкателя шарнирно соединен с поворотным упором, а другой имеет вилку с шарнирно установленным в ней роликом, причем рама поддона снабжена опорными кронштейнами со сквозными криволинейными пазами, а толкатели - опорными сухарями, взаимодействующими с соответствующими пазами опорных кронштейнов 2. Известное устройство механизирует процесс распалубки, однако из-за дополнительных кинематических связей усложняется конструкция и затрудняется компенсация износа в шарнирных фиксирующих соединениях устройства. Цель изобретения - упрощение конструкции, повышение надежности и долговечности устройства. Эта цель достигается тем, что в устройстве, содержащем основание с направляющими стойками, установленную в этих стойках подвижную раму с поддоном с неподвижными и поворотными двуплечими упорами, и фиксаторы поворотных упоров. СТОИКИ выполнены с окнами, плечи поворотных упоров со стороны контакта с фиксатором расположены под тупым внутренним углом, а фиксаторы выполнены в виде закрепленных на подвижной раме вилок с роликами и пропущены в окна стоек. При этом вилки выполнены регулируемыми по длине посредством шайб-компенсаторов. На фиг. 1 изображено предлагаемое устройство в рабочем положении, поперечное сечение,- на фиг. 2 - то же, в положении распалубки, на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - устройство, продольное сечение, по стойке, рабочее положение; на фиг. 5 - то же, в положении распалубки; на фиг. б - разрез Б-Б на фиг. 5. Устройство содержит поддон 1, неподвижно соединенный с наклонными бортами 2. Поддон 1 и наклонные борта 2 установлены на раме 3, опускаемой по вертикальным направляющим стойкам 4. На основании 5 с помощью проушин 6 шарнирно установлены откидные борта 7. Вертикальные направляющие стойки 4 проходят через отверстия в поддоне 1 и на торце имеют опорные пластины 8, закрывающие эти отверстий. На основании 5 установлены кронштейны 9, в которых укреплены гидроцилиндры 0. Последние своими штоками 11 через шарнирные тяги 12 соединены с опускаемой рамой 3 и основанием 5. Каждый откидной борт 7 дополнительно снабжен установленным на проушине 6 L-образным рычагом 13, имеющим выступ 14 с образованной на нем прорезью 15, а на раме 3 смонтирован кронштейн 16 с осью 17, вставленной в прорезь 15 рычага 13. В установленных на одной стороне основания стойках 4 вертикально смонтированы на осях 18 двуплечие поворотные упоры 19, взаимодействующие своими задними иоверхностями с закрепленными на раме 3 фиксаторами в виде вилок 20 с осями 21 и роликами 22. Плечи каждого поворотного упора 19 со стороны контакта с фиксатором расположены под тупым внутренним углом. На стойках 4, установленных на противоположной стороне основания, жестко закреплены неподвижные упоры (не показаны) . Каждый ролик 22 пропущен через выполненное в стенке стойки 4 окно 23. Крепление вилки 20 к раме 3 осуществляется с помощью гайки 24, а регулировочное перемещение этой вилки производят путем замены шайбы-компенсатора 25. В рабочем положении ось 21 ролика 22 расположена выше оси 18 поворотного упора 19. Опорная пластина 8 стойки 4 выполнена с прорезью 26, в которой размещена анкерная головка поворотного упора 19. Устройство работает следующим образом. Поддон 1 под действием гидроцилиндров 10, приводимых в действие насосной станцией, через штоки 11 и шарнирные тяги 12 поднимается в верхнее рабочее положение и фиксируется. Фиксация верхнего положения осуществляется путем перехода оси шарнирных тяг 12 через нейтральную вертикальную ось. Одновременно с подъемом поддона 1 его рама 3 взаимодействует посредством кронштейнов 16 с выступами 14 L-образных рычагов 13 и с помощью роликов 22 с задними поверхностями поворотных упоров 19 автоматически устанавливает в рабочее положение соответственно откидные борта 7 и поворотные упоры 19. Затем осуществляют термическое натяжение арматуры на анкерные головки неподвижных и поворотных упоров. После этого производят формование и термовлажностную обработку изделия. Распалубку изделия осуществляют еледующим образом. При достижении необходимой прочности бетона включается насосная станция и поддон 1 с наклонными бортами 2, вследствие чего его рама 3 опускается, а изготовленное изделие остается в первоначальном положении, опираясь через опорные пластины 8 на вертикальные направляющие стойки 4. Для снижения скорости опускания рамы 3 ее гидропривод может оснащаться, например, дросселем. В процессе опускания рамы 3 ее кронштейны 16 своими осями 17 взаимодействуют с прорезями 15 рычагов 13 и открывают от изделия откидные борта 7. Одновременно ролики 22 медленно отходят от задних поверхностей поворотных упоров 19, осушествляя таким образом плавную передачу напряжения на бетон изделия. В конце хода ролики 22 нажимают на нижние плечи поворотных упоров 19 и принудительно выводят последние из бетона изделия. Затем производят снятие изделия со стоек 4, чистку и смазку формующих поверхностей устройства. После этого процесс изготовления предварительно напряженных железобетонных изделий повторяется. Расположение плеч каждого поворотного упора под тупым внутренним углом обеспечивает плавную передачу напряжения с арматурного стержня на бетон при опускании подвижной рамы с фиксатором и принудительный вывод поворотного упора из бетона в конце «ода подвижной рамы. Выполнение каждого фиксатора в виде вилки с роликом служит для уменьшения трения и износа контактирующих одна с другой рабочих поверхностей фиксатора и поворотного упора. При этом регулировка по длине вилки посредством шайбы-компенсатора ликвидирует образовавшийся в процессе эксплуатации зазор между роликом и поворотным упором, чем повышается точность натяжения арматуры. Таким образом, все это при механизированной распалубке упрощает конструкцию, повышает его надежность и долговечность устройства.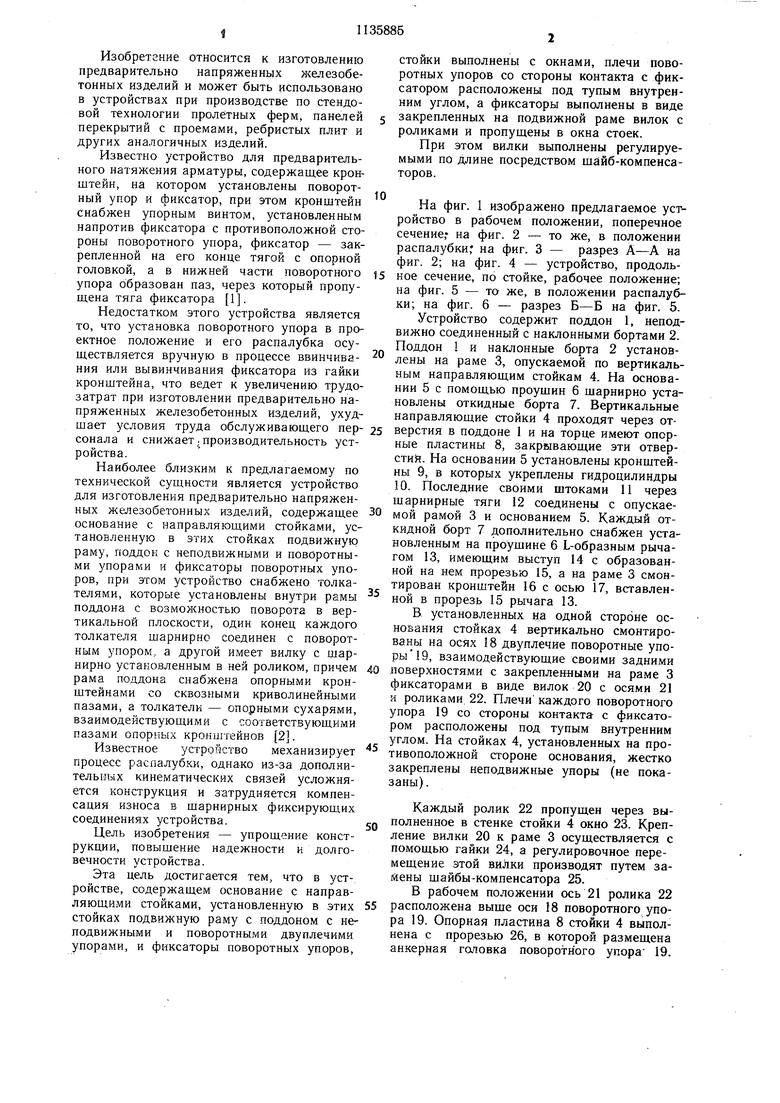

| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления изделий из бетонных смесей | 1984 |
|
SU1196272A1 |
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1980 |
|
SU927501A1 |
| Устройство для изготовления железобетонных изделий | 1978 |
|
SU779079A1 |
| Прессующая установка для формования железобетонных изделий и ее элементы | 1991 |
|
SU1838100A3 |
| Форма для изготовления железобетонных изделий | 1978 |
|
SU779082A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ВЕНТИЛЯЦИОННЫХ БЛОКОВ | 1992 |
|
RU2037407C1 |
| Устройство для фиксации на поддоне формы анкеров | 1983 |
|
SU1135888A1 |
| Кассетная форма для изготовления железобетонных изделий | 1968 |
|
SU449812A1 |
| Устройство для открывания и закрывания бортов форм | 1980 |
|
SU1016170A1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
1. УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ, содержащее основание с направляющими стойками, установленную в этих стойках подвижную раму с поддоном с неподвижными и поворотными двуплечими упорами, и фиксаторы поворотных упоров, отличающееся тем, что, с целью упрощения его конструкции, повышения надежности и долговечности, стойки выполнены с окнами, плечи поворотных упоров со стороны контакта с фиксатором расположены под тупым внутренним углом, а фиксаторы выполнены в виде закрепленных на подвижной раме вилок с роликами и пропущены в окна стоек. 2. Устройство по п. 1, отличающееся тем, что вилки выполнены регулируемыми по длине посредством щайб-компенсаторов.
л-л
Фь/г.2
Фиг.
0UZ.i
Фиг.5
Г
гц
f5 т гг
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 914740, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для изготовления предварительно напряженных железобетонных изделий | 1978 |
|
SU712486A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
