Изобретение касается производства изделий t6opnoro бетона и железобетона.
Известно устройство для изготовления железобетонных изделий, содержащее наружную и внутреннюю опалубки, и котором боковые щиты внутренней опалубки фиксируются ручным домкратом. Последние перемещаются по жестким направляющим I.
Недостатком указанного устройства является большая трудоемкость распалубки и сложность конструкции.
Известен также стенд для формования рамных элементов из бетонных смесей, включающий наружную опалубку н внутреннюю, образованную верхним и боковыми наклонными ижтами, и тележку перемещения 21.
Недостатком такого стенда является большая трудоемкость распалубки отформованных элементов н сложность его конструкции.
Целью настоящего изобретения является снижение трудоемкости распалубки отформованных элементов и упрощение конструкции стенда.
Указанная цель достигается тем, что тележка снабжена распорным приспособлением, соединенным с верхним щитом, а боковые наклонные щиты выполнены с опорными направляющими для колес тележки, наружная опалубка - составной с числом отсеков равным числу одновременно формуемых элементов.
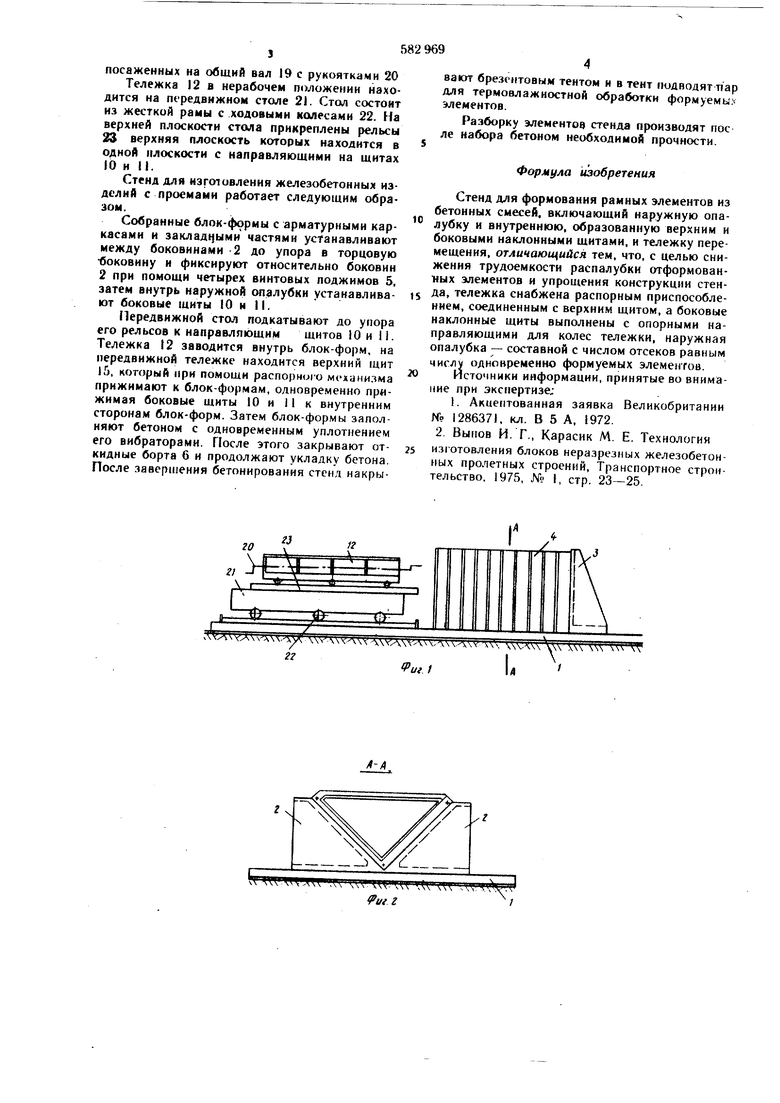
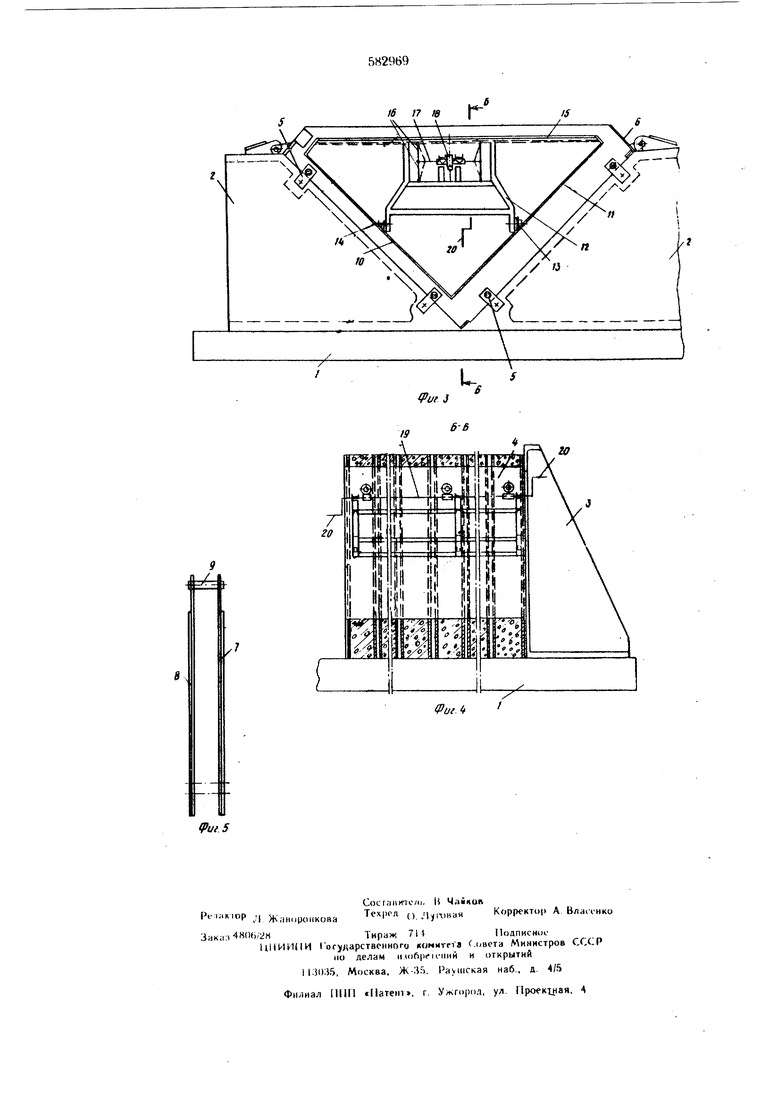
На фиг. 1 схематично изображен предлагаемый стенд, общий вид; на фиг. 2 - разрез А фиг. I; на фиг. 3 - то же, вид сТ1ередн; на фиг. 4 - разрез Б - Б фиг. 3; на фиг. 5 - отсек наружной опалубки.
Стенд для формования рамных элементов из бетонных смесей состоит из наружной опалубки, внутренней щитовой опалубки и тележки.
Наружная опалубка представляет собой плиту 1, на которой установлены боковины 2 и торцовый щит 3, служащий упором съемных блок-форм 4. Блок-формы фиксируются относительно боковин 2 четырьмя винтовыми поджнмами 5; причем к боковинам 2 прикреплены откидные борта 6.
Блок-форма состоит из двух щек правой 7 и левой 8, соединенных между собой осями 9. Внутренняя опалубка рбразована боковыми щи тами 10 и И, на которых закреплены направляющие для опирання тележки 12. Тележка 12 выполнена в нижней части с ходовыми колесами 13 и 14. Верхний щит 15 закреплен на тележке при помощи распорного механизма, состоящего Из рычагов 16, шарнирно связанных с винтами 17 правой и левой нарезки. Винт 17 соединены посредством червячных колес 1р.
посаженных на общий вал 19 с рукоятками 20
Тележка 12 в нерабочем положении находится на передвижном столе 21. Стол состоит из жесткой рамы с ходовыми колесами 22. На верхней плоскости стола прикреплены рельсы 23 верхняя плоскость которых находится в одной плоскости с направляющими на щитах 10 и П.
Стенд для нзгоюаления железобетонных изделий с проемами работает следующим образом.
Собранные блок-формы с арматурными каркасами и закладными частями устанавливают между боковннамн 2 до упора в торцовую боковину и фиксируют относительно боковин 2 при помощи четырех винтовых поджимов 5, затем внутрь наружной опалубки устанавливают боковые щиты 10 и II.
Передвижной стол подкатывают до упора его ре-льсов к направляющим щитов 10 и II. Тележка 12 заводится внутрь блок-форм, на передвижной тележке находится верхний щит 15, который при помощи распорного .)мa прнжнмают к блок-формам, одновременно прлжимая боковые щнты 10 и II к внутренним сторонам блок-форм. Затем блок-формы заполняют бетоном с одновременным уплотнением его вибраторами. После этого закрывают откидные борта б и продолжают укладку бетона. После завершения бетонирования стенд накрывают брезентовым тентом и в тент подводят яар для термовлажиостной обработки формуемы. элементов.
Разборку элементов стенда производят пос ле набора бетоном необходимой прочности.
Формула изобретения
Стенд для формования рамных элементов из бетонных смесей, включающий наружную опалубку и внутреннюю, образованную верхним и боковыми наклонными щитами, и тележку перемещения, отличающийся тем, что, с целью снижения трудоемкости распалубки отформованных элементов и упрощения конструкции стенда, тележка снабжена распорным приспособлением, соединенным с верхним щитом, а боковые наклонные щиты выполнены с опорными направляющими для колес тележки, наружная опалубка - составной с чнслом отсеков равным числу одновремеино формуемых элементов.
Источникн информации, принятые во внимание при экспертизе;
1. Акцептованная заявка Великобритании № 1286371, кл. В 5 А, 1972. 2. Вынов И. Т., Карасик М. Е. Технология изготовления блоков неразрезных железобетонных пролетных строений. Транспортное строительство. 1975, № I, стр. 23-25.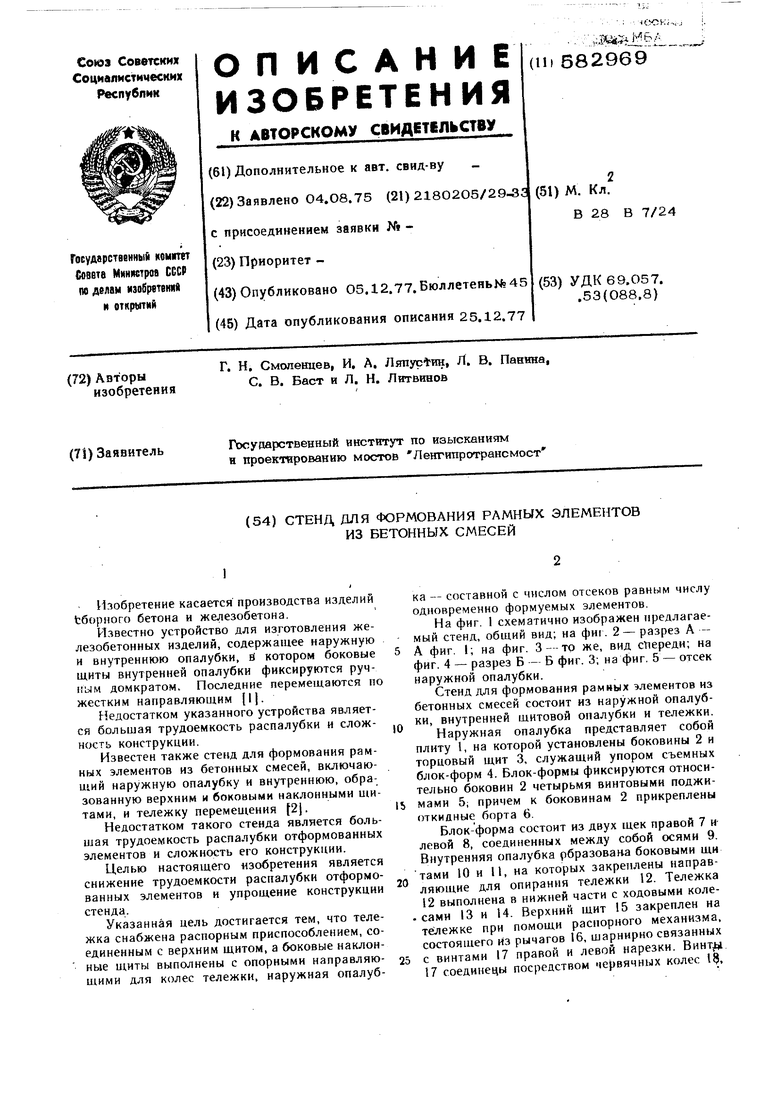
| название | год | авторы | номер документа |
|---|---|---|---|
| "Установка для изготовления объемных блоков типа "колпак" | 1989 |
|
SU1719206A1 |
| Установка для формования монолитных объемных железобетонных элементов типа "колпак" | 2023 |
|
RU2805026C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2099184C1 |
| ОПАЛУБКА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ И СООРУЖЕНИЙ | 2020 |
|
RU2737744C1 |
| Установка для изготовления предварительно напряженных железобетонных объемных элементов | 1976 |
|
SU710804A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ОБЪЕМНЫХ БЛОКОВ | 1992 |
|
RU2037408C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУСТОРОННЕЙ ВЗАИМОНАПРЯЖЕННОЙ ЖЕЛЕЗОБЕТОННОЙ СТЕНОВОЙ КОНСТРУКЦИИ С ПУСТОТАМИ ДЛЯ УТЕПЛЕНИЯ | 2005 |
|
RU2323307C2 |
| Объемно-переставная опалубка | 1978 |
|
SU747969A1 |
| СПОСОБ ВОЗВЕДЕНИЯ ПРОЕЗЖЕЙ ЧАСТИ ТРАНСПОРТНОГО ТОННЕЛЯ | 2003 |
|
RU2229000C1 |
| Установка для изготовления объемных элементов | 1981 |
|
SU1206099A1 |
1-+а
V4 х
гг
I
Щ.
т
Риг t
г
6-6
го
Фиг.« /
