Изобретение относится к электротермии, в частности к электропечным установкам, например фосфорным, карбидным, ферросплавным и им подобным печам, оборудованным самообжигающимися электродами, и может быть использовано в системах автоматического управления мощными электропечными установками закрытого типа.
Самообжигающийся электрод является ключевым звеном в конструкции электропечной установки, так как посредством его в реакционную зону передается электроэнергия. Он представляет из себя металлический кожух, заполненный электродной массой. Для формирования электрода массу загружают в виде твердых кусков в металлический кожух, изготовленный из листовой стали. Масса по мере поступления в нижнюю зону электрода под воздействием тепла, поступающего из реакционной зоны и джоулева тепла, выделяющегося при протекании тока по электроду размягчается, расплавляется и коксуется, образуя рабочий конец электрода. В процессе работы конец электрода непрерывно сгорает и для компенсации угара периодически электрод перепускают относительно контактных плит.
Надежность работы электропечной установки в значительной степени зависит от процесса коксования самообжигающегося электрода, поэтому вопросы нормальной эксплуатации его имеют огромное значение и во многом определяют технико-экономические показатели электропечной установки.
В результате обрыва электрода печь останавливают на длительное время для производства капитального ремонта, что существенно снижает ее производительность. Основной причиной обрывов электродов является неполное закоксование электродной массы к моменту выхода электрода из контактных плит и разрушение кожуха вследствие перегрузки его по току.
Критериями, определяющими надежность работы самообжигающегося электрода, являются степень спекания и положение зоны коксования электрода относительно нижнего среза контактных плит.
Оптимальное положение зоны коксования зависит от типа электропечной установки и получаемого продукта. Для ферросплавных печей это середина контактной плиты, а для фосфорных 1/3 высоты контактной плиты от нижнего среза. Расположение зоны коксования ниже оптимального уровня нежелательно, так как в этом случае возникает опасность обрыва электрода и вытекание из него электродной массы. Высокое положение зоны коксования ухудшает электрический контакт между оболочкой электрода и контактной плитой, а также усложняет перепуск электрода из-за распирания кожуха.
Анализ работы отечественных фосфорных печей показал, что вследствие неудовлетворительной работы самообжигающихся электродов потребление электроэнергии уменьшилось на 10-15% Отмеченные недостатки ограничивают также повышение единичной мощности электропечных установок, так как с увеличением диаметра электрода контроль за коксованием электродной массы усложняется.
Все методы контроля положения зоны спекания подразделяются на две большие группы: на непосредственные, когда датчики контролируемых параметров помещены внутри электрода и косвенные, когда датчики помещают вне электрода.
Известны способы и устройства для определения внутреннего состояния электрода, реализующие метод температурного зондирования [1] [2]
Сущность способа температурного зондирования заключается в том, что при помощи нескольких термопар, помещенных в защитные трубы, снимают температурное поле внутри электрода. По температурному распределению строят изотермы, по которым определяют положение зоны коксования и скорость коксования. Однако, размещение конструкции внутри кожуха усложняет эксплуатацию электрода в момент загрузки в него электродной массы и при наращивании кожуха.
Известен также способ определения внутреннего состояния самообжигающегося электрода в зоне коксования, при котором на уровне 1/2-1/3 высоты контактных плит от нижнего их торца размещают на диаметрально противоположных участках электрода излучающий и приемный элементы, возбуждают колебания в поперечном сечении электрода, определяют коэффициент затухания колебаний в электродной массе и сравнивают его с заданным [3] Недостатком этого способа является низкая точность из-за большого затухания сигнала.
Известно устройство для определения внутреннего состояния самообжигающегося электрода, которое снабжено расположенными снаружи кожуха электрода на одной вертикальной оси электроакустическими преобразователями, первый из которых установлен на уровне жидкой электродной массы, второй на уровне зоны коксования, третий ниже зоны коксования. Входы трех преобразователей подключены к генератору высокой частоты. Высокочастотные колебания поступают на излучающие элементы, где вследствие обратного пьезоэффекта преобразуются в ультразвуковые и вводятся в металлический кожух электрода. На границе раздела двух сред металлический кожух электродная масса, часть ультразвуковой энергии отражается, а часть проходит в электрод. Отраженные ультразвуковые колебания поступают на приемные элементы электроакустических преобразователей, где вследствие прямого пьезоэффекта ультразвуковые колебания преобразуются в электрические [4]
О положении зоны коксования судят по коэффициенту отражения:
R R  (1) где m
(1) где m  отношение акустических импедансов первой и второй среды;
отношение акустических импедансов первой и второй среды;
ρ1 и ρ2 плотность первой и второй среды, г/см3;
С1 и С2 скорость ультразвуковых колебаний в первой и второй средах, м/с.
О степени спекания судят по величинам:
G2 А2/А1 (2) и G3 A3/A1 (3) где А1', A2', А3 соответственно выходные сигналы трех каналов.
Чем меньше G, тем больше степень спекания.
Наиболее близким по технической сущности к предлагаемому изобретению является способ определения внутреннего состояния самоспекающегося электрода [5] при котором в качестве возбуждающих колебаний используют ультразвуковые колебания, дополнительно измеряют время распространения колебаний в поперечном сечении электрода, сравнивают его с заданным, определяют фактическую степень спекания по формуле:
Ксп Кс ˙ Kα (4) где Кс отношение измеряемого времени распространения колебаний к заданному;
Kα отношение измеренного коэффициента затухания к заданному, сравнивают ее с заданной и по величине отклонения устанавливают положение зоны коксования.
Недостатком устройств [4,5] являются достаточные трудные условия его технической реализации на действующих печах. Во-первых, электрод рудно-термической печи является активным излучателем колебаний, на фоне которых полезный сигнал высокочастотного генератора может быть заглушен. Во-вторых, практически трудно в эксплуатационных условиях создать гладкую поверхность контакта тела электрода с датчиком-излучателем и датчиком-приемником ультразвуковых сигналов. Наличие значительных шероховатостей в месте сварки секций металлических оболочек электрода из-за некачественной зачистки и попадание шихты из ванны печи под контактные плиты практически не позволяют технически реализовать данное устройство.
Целью изобретения является повышение надежности контроля местоположения зоны коксования и степени спекания электрода.
Достигается это за счет того, что в качестве измеряемого параметра принимают температуру в соответствующих точках кожуха электрода в зоне контактных плит до уровня 1/3 1/2 высоты ее от нижнего среза, которую сравнивают с оптимальной температурой зоны коксования с учетом предварительно полученной зависимостью между температурой в соответствующих точках по высоте внутри электрода, а по отношению измеренных сигналов к заданному параметру судят о степени скоксованности электрода.
Для определения зоны коксования по температуре кожуха электрода в зоне контактных плит необходимо установить зависимость между этой температурой и в соответствующей ей по высоте точке внутри электрода.
На основании длительных испытаний, проведенных многими исследователями, например источник [1] установлено, что температура зоны коксования, на уровне нижнего среза плиты, имеет значение 700-800оС по центру электрода и несколько снижается к краям электрода.
Так край, обращенный к центру печи примерно 615-645оС, а обращенный к периферийной части печи 300-400оС.
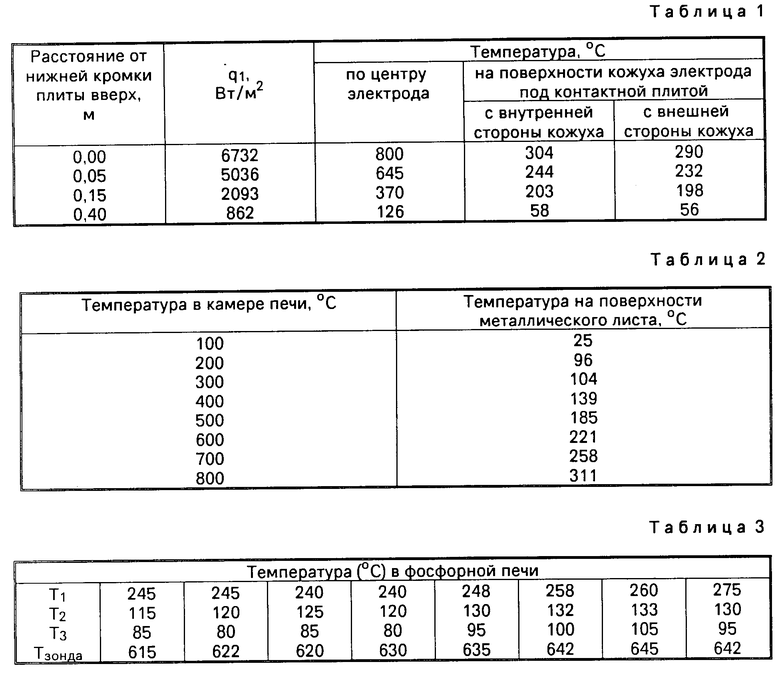
Для определения расчетных значений температуры на поверхности кожуха электрода проведен аналитический расчет тепловых полей самообжигающегося электрода и моделирование процесса измерения с помощью термопар температурных полей на экспериментальной установке в диапазоне температур зоны коксования. Расчет выполнен для трех точек по высоте контактной плиты: 0,05 м; 0,15 м; 0,40 м, причем нижний срез контактной плиты принят за нулевой уровень.
Значения температур определялось по формулам [6] а именно:
to= t1-  ·
·  (5) tок= to-
(5) tок= to-  ·
· 
(6) где to температура с внутренней стороны кожуха электрода;
tок температура под контактной плитой на поверхности кожуха;
λ1 коэффициент теплопроводности электродной массы, 2 Вт/м˙С,
λ 2 коэффициент теплопроводности кожуха электрода, 69,2 Вт/м˙С;
t1 температура по центру электрода на уровне нижней кромки контактной плиты;
q1 экспериментальные данные количества тепла, выделяющегося в единицу времени через контактную плиту.
Результаты расчетных значений приведены в табл.1.
Из данных табл.1 следует, что температуре окончания коксования в центре электрода соответствует температура на внешней стороне кожуха 290оС, а отношение этих температур равно Кр 0,36.
В лабораторных условиях проведена тарировка термоэлектрод-датчиков. В холодильнике-модели контактной плиты устанавливались термоэлектрические датчики. Плита с датчиками прижималась к металлическому щиту, установленному под камерой высокотемпературной печи, в которой металлический щит нагревался до необходимой температуры. Температура охлаждающей воды на выходе из холодильника измерялась с помощью термометра и соответствовала 35-45оС. Измерение температуры в модели проводилось с интервалом в 100оС.
Результаты лабораторных испытаний приведены в табл.2.
Как видно из данных табл.2, температуре 800оС соответствует температура на поверхности металлического листа под холодильником 311оС. Отношение этих температур составляет Кл.э. 0,39.
При проведении экспериментов по проверке данного способа контроля за зоной коксования в промышленных условиях в одну из контактных плит, обращенной к центру фосфорной печи РКЗ-48Ф, были при капитальном ремонте печи вмонтированы три термопары на расстоянии 0,05 м, 0,15 м и 0,4 м от нижнего среза контактной плиты.
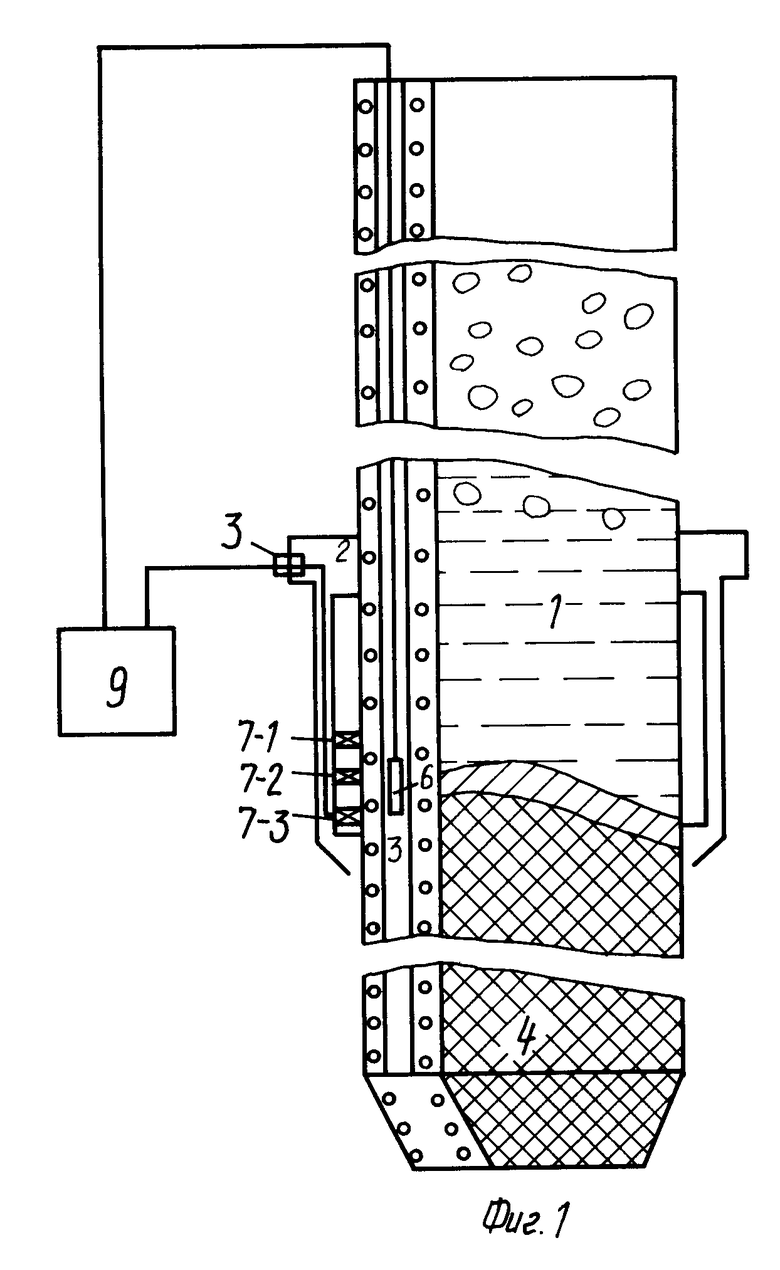
На фиг. 1 изображен самообжигающийся электрод 1, контактная плита 2, жаропрочная труба 3 из стали, которая приваривается к ребру жесткости 5. Внутри трубы помещена термопара 6, с помощью которой фиксируется температура по высоте электрода, а на указанных высотах контактной плиты термопары 7-1; 7-2; 7-3. Выводы указанных термопар 7 через изолирующий вывод 8 подсоединены к регистрирующему прибору 9, к которому подсоединен и вывод термопары 6.
В качестве регистрирующего прибора использовался 6-точечный самописец типа КСП. Термопары 7 были заключены в специальные изоляционные материалы, защищающие их от электрического контакта с плитой. Металлический наконечник термодатчика скользит в момент его перепуска, обеспечивая надежный контакт с кожухом. Во время работы печи рабочий конец термопары 6 был зафиксирован на уровне 0,15 м от нижнего среза контактной плиты, т.е. на уровне, соответствующему расположению термодатчика 7-2.
При работе фосфорной печи в стабильном рабочем режиме зафиксированы данные, приведенные в табл.3.
Рассчитанные по известным в статистике [7] формулам коэффициенты корреляции равны:
Между значениями Тзонда и Т1 0,76;
Между значениями Тзонда и Т2 0,89;
Между значениями Тзонда и Т3 0,83.
Как видно, наибольшее согласование имеют между собой значения температур Тзонда и Т2. Регрессионное уравнение между этими значениями имеет вид:
Тзонда 439,97 + 1,52 Т2 (7)
Согласно литературным источникам [1] изотермы температур 615-645оС на периферийной части электрода, обращенной к центру печи соответствует температуре коксования (800оС) в центре электрода. Т.о. можно сделать вывод, что зона коксования в процессе эксперимента находилась примерно на уровне термопары 2 (0,15 м выше нижнего среза контактной плиты). На уровне термопары 1 (0,05 м выше нижнего среза контактной плиты) находился уже скоксованный электрод. Согласно данным табл. 2 показаниям термопары 3 соответствуют значения кожуха электрода примерно 200оС. По изотермам температур [1] это значение соответствует температуре по центру электрода примерно 400-500оС. Т. е. можно сказать о том, что на уровне термопары 3 (0,4 м выше от нижнего среза контактной плиты) электродная масса в процессе эксперимента находилась в пластическом состоянии.
Для определения степени скоксованности электрода возьмем отношение средних значений показаний термопар 1, 2 и 3 к температуре окончания коксования (800оС) в центре электрода:
Для термопары 1 КэI 0,3;
Для термопары 2 Кэ2 0,16 0,2;
Для термопары 3 Кэ3 0,1.
Сравнивая значения Кр, Кл.э, Кэ1, Кэ2, Кэ3 и расширяя для надежности диапазон, можно сделать вывод:
если отношение сигнала термопары внутри контактной плиты к опорному сигналу (соответствует 800оС в центре электрода) меньше 0,1, то напротив термопары находится жидкая зона электродной массы;
если отношение сигналов находится в диапазоне 0,1-0,35, то напротив термопары находится зона коксования;
если отношение сигналов превышает значение 0,35, то напротив термопары находится скоксованный электрод.
На основании эксперимента принято, что зона коксования должна располагаться на уровне термодатчика 7-2, а термодатчики 7-1; 7-3, в основном позволяют более точно определить зону коксования и оценить степень спекания электрода.
В общем виде зависимость между температурой на уровне установки термодатчиков от нижнего среза контактной плиты и соответствующей точке внутри электрода у его ближайшего края к термодатчикам определяется по уравнению:
Тзонда А + ВТтд, где Тзонда температура внутри электрода, в точке по высоте, соответствующей высоте термодатчика, оС;
Ттд температура, измеренная соответствующим термодатчиком, оС;
А и В эмпирические коэффициенты, зависящие от типоразмера печей, полученного продукта и применяемой электродной массы, которые определяются на основании экспериментальных данных по вышеуказанной методике.
Таким образом сущность предлагаемого способа заключается в следующей последовательности операций:
размещают, по крайней мере, три термодатчика в контактной плите с соблюдением конструктивного обеспечения контакта между термодатчиком и кожухом электрода, причем один из термодатчиков размещают на уровне оптимального расположения зоны коксования для данного типа рудно-термической печи, а два других соответственно ниже и выше оптимального уровня:
измеряют температуру в соответствующих точках кожуха электрода;
определяют температуру внутри кожуха электрода на высоте расположения термодатчика, соответствующее оптимальному расположению зоны коксования;
сравнивают полученную температуру с учетом поправки (≈150оС) на периферию с температурой окончания коксования (800оС);
по полученным результатам судят о расположении зоны коксования в электроде;
определяют отношение температуры измеренной каждым из термодатчиков к температуре окончания коксования;
сравнивают их с заданным значением для соответствующего термодатчика и по полученным результатам судят о степени скоксованности электрода.
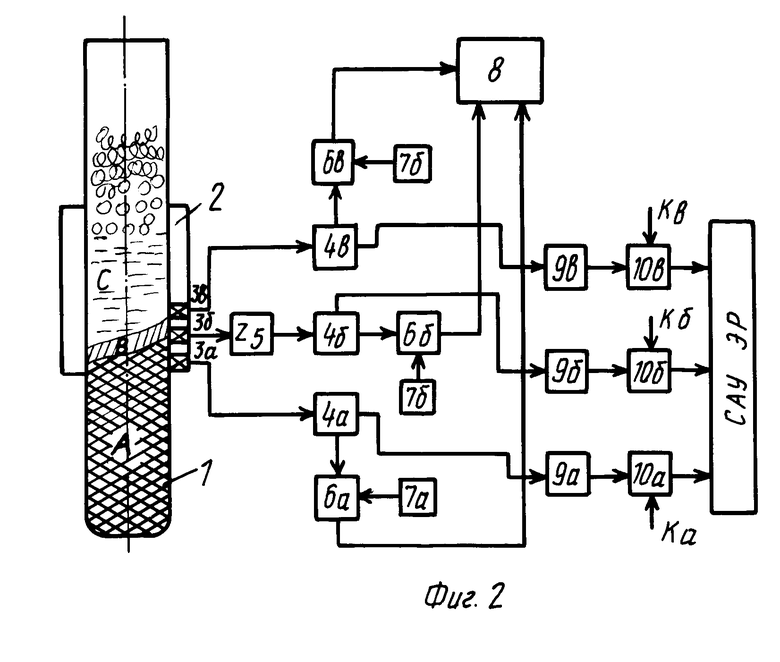
На фиг.2 представлена блок-схема устройства для определения внутреннего состояния самообжигающегося электрода.
По высоте электрод условно разбит на четыре агрегатные зоны: А скоксованная часть, В зона коксования, С зона жидкой электродной массы, D зона кусковой электродной массы.
Устройство содержит электрод 1 с контактными плитами 2. Термопары установлены: 3а на высоте 0,05 м от низа контактной плиты, термопара 3б на высоте 0,15 м, термопара 3в на высоте 0,4 м. Сигналы с термопар подаются на вход преобразователей 4а, 4б, 4в, причем от термодатчиков 3а, 3в непосредственно, а на преобразователь 4б через арифметическое устройство 5. Первый выход преобразователя 4б соединен с первым входом элемента сравнения 6, второй вход которого соединен с выходом задатчика 7а. Выходы элемента сравнения 6 соединены с входами регистрирующего прибора 8, по показаниям которого судят о расположении зоны коксования. Второй вход преобразователя 4б и выходы преобразователей 4а; 4в соединены с первыми входами соответствующего им делителя 9а; 9б; 9в. Вторые входы делителей соединены с выходами задатчика 7б.
Выходы делителей 9 соединены с соответствующими блоками сравнения 10а; 10б; 10в, на вторые входы которых поступает сигнал пропорциональный заданной степени коксования электрода на соответствующем уровне.
Выходы блоков сравнения 10 соединены с системой управления электрическим режимом рудно-термической печи, в частности, с системой управления перепуском электродов.
Работу устройства рассмотрим на примере работы фосфорной печи РКЗ-48ФМ2, оснащенной тремя самообжигающимися электродами диаметром 1400 мм. В контактной плите по периметру устанавливают термодатчики 3 на высоте 0,05 м; 0,125 м; 0,40 м от нижнего среза плиты.
Во время работы печи температура, измеренная термодатчиками 3а; 3в, преобразуется в электрический сигнал в блоках 4а, 4в и поступает на первый вход соответствующего делителя 9, а сигнал пропорциональный температуре измеренной термодатчиком 3б поступает на вход арифметического устройства 5, где реализуется уравнение (7), а именно: Твэ 439,97 + 1,52 Т2.
Пусть в момент времени t1 температура, измеренная термодатчиками, соответственно была равна: 210; 110; 80оС. В этом случае на выходе преобразователей 4а; 4в формируется электрический сигнал, пропорциональный этой температуре, которые поступают в делитель 9а; 9в. На выходе преобразователя 4б реализуется сигнал, пропорциональный температуре, полученный в арифметическом блоке 5, а именно 607оС. Этот сигнал сравнивается с сигналом пропорциональным заданной температуре. Значение этой температуре выбирается исходя из того, что температуре окончания коксования в центре соответствует 800оС, а на периферии она меньше, так на "горячей" стороне, обращенной к другим электродам, примерно на 150о меньше, а на "холодной" обращенной к стенке ванны печи на 300-400оС меньше.
В нашем случае Тзад 650оС. На выходе блока сравнения появится сигнал пропорциональный разницы Δ 43оС, который зафиксируется регистрирующим прибором 8, но т.к. оно меньше допустимого отклонения Δ 75оС, то следовательно, зона коксования находится в оптимальной зоне.
Сигнал, пропорциональный температуре измеренной термодатчиком 3б (110оС), поступает на вход делителя 9б. На вторые входы делителей 9 поступает сигнал, пропорциональный температуре окончания коксования электрода 800оС. В результате на выходе делителей 9а-9в сформируются сигналы соответственно: 0,26; 0,14; 0,1, которые сравниваются с заданными значениями соответственно: 0,35; 0,20; 0,1 в блоках сравнения 10а; 10в. Так как сигналы рассогласования на выходе этих блоков Δ < [0,1] то корректировки электрического режима практически не требуется, но при условии возможности, чтобы ускорить процесс коксования можно несколько увеличить рабочую мощность печи.
Предположим, что в момент t2 температуры измеренные термодатчиками были равны соответственно: 185; 90; 62оС. Тогда на выходе арифметического устройства формируется сигнал, пропорциональный 576,6оС, который сравнивается в блоке сравнения 6 с заданным (пропорциональным 650оС), а т.к. на выходе образуется сигнал рассогласования Δ -73,4оС, то на регистрирующем приборе 8 будет зафиксировано, что на оптимальном уровне находится начало зоны коксования, которой соответствует температура ≈500-525оС (для данной точки).
На выходе делителей 9а; 9б; 9в будут сигналы соответственно: 0,23; 0,11; 0,08. Это означает, что зона окончания коксования находится у нижнего среза контактной плиты и необходимо строго придерживаться режима перепуска, даже несколько уменьшить суммарную величину его за смену.
Предположим, что в момент времени t3 температура, измеренная термодатчиками была: 310; 150; 110оС. Тогда на выходе преобразователя 4б сформируется сигнал, пропорциональный 668оС, т.е. несколько выше заданной, но в допустимых пределах.
На выходе делителей 9 сигналы соответственно равны: 0,40; 0,20; 0,14, т. е. скорость коксования электродной массы несколько выше оптимальной, но особых волнений не вызывает и режим перепуска изменять не требуется.
Если же в результате измерений окажется, что зона коксования оказалась ниже нижнего среза контактной плиты, а отношения температур соответственно: 0,2; 0,12; 0,05, то эта ситуация может привести к аварии, поэтому перепуск производить нельзя до тех пор, пока зона коксования не войдет в пределы контактной плиты, а скорость коксования не будет соответствовать или близкой к заданным соотношениям температур, т.е. 0,35; 0,2; 0,1.
Предлагаемый способ и устройство позволяют предотвратить обрывы электродов по нескоксованной части и существенно повысить коэффициент использования времени за счет сокращения простоев печи и, следовательно, увеличить выход готового продукта.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ РЕЖИМОМ РУДНО-ТЕРМИЧЕСКОЙ ПЕЧИ | 1991 |
|
RU2014762C1 |
| Устройство для определения внутрен-НЕгО СОСТОяНия САМООбжигАющЕгОСяэлЕКТРОдА | 1979 |
|
SU799024A1 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА КОКСОВАНИЯ СТАРТОВОГО ЭЛЕКТРОДА РУДНОТЕРМИЧЕСКИЙ ПЕЧИ | 1991 |
|
RU2009421C1 |
| Пособ определения внутреннегоСОСТОяНия САМОМпЕКАющЕгОСя элЕКТРОдАи уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1977 |
|
SU818033A1 |
| ЭЛЕКТРОДНАЯ МАССА ДЛЯ САМООБЖИГАЮЩИХСЯ ЭЛЕКТРОДОВ РУДОВОССТАНОВИТЕЛЬНЫХ ПЕЧЕЙ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1997 |
|
RU2121989C1 |
| Способ контроля внутреннего состояния самообжигающегося электрода фосфорной печи | 1982 |
|
SU1066045A1 |
| Устройство для определения местоположения границы коксования электродной массы в самоспекающемся электроде | 1982 |
|
SU1095459A1 |
| Система автоматического управленияРудНОТЕРМичЕСКОй пЕчью | 1977 |
|
SU818037A1 |
| Способ коксования самоспекающегося электрода и устройство для его реализации | 1977 |
|
SU777859A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ РАЗОГРЕВА РУДНОТЕРМИЧЕСКОЙ ПЕЧИ ПОСЛЕ ПРОСТОЯ | 1992 |
|
RU2009422C1 |
Сущность изобретения: в контактной плите на определенных высотах от нижнего среза ее устанавливают датчики не менее трех, измеряют температуру на кожухе самообжигающегося электрода во время работы печи, преобразуют ее в сигнал, пропорциональный температуре внутри электрода по высоте, соответствующей установке термодатчика, по заранее полученной зависимости между ними, сравнивают с заданным сигналом и по отклонению судят о положении зоны коксования внутри электрода, а по отношению этих сигналов о степени скованности электрода и в зависимости от полученных результатов выдают сигналы в систему управления перепуском электрода. 2 ил., 3 табл.
СПОСОБ ОПРЕДЕЛЕНИЯ ВНУТРЕННЕГО СОСТОЯНИЯ САМООБЖИГАЮЩЕГОСЯ ЭЛЕКТРОДА, при котором на уровне 1/2 1/3 высоты контактной плиты от ее нижнего торца определяют температуру внутри электрода в различных по высоте точках, сравнивают измеренные сигналы с заданной температурой коксования и по отношению измеренных и заданного параметров судят о степени скоксованности электрода, отличающийся тем, что измеряют температуру в соответствующих точках на поверхности кожуха электрода, а температуру внутри электрода определяют по экспериментально полученной зависимости вида
Tв.э A + BTтд,
где Tв.э температура внутри электрода на заданной высоте от торца контактной плиты, oС;
Tтд температура на поверхности кожуха на той же высоте от торца контактной плиты, oС;
A и B эмперические коэффициенты, значения которых определяются на основании экспериментальных данных, полученных на конкретной руднотермической печи.
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Корн Г., Корн Т | |||
| Справочник по математике, - М | |||
| Наука, 1974, с.831. | |||
