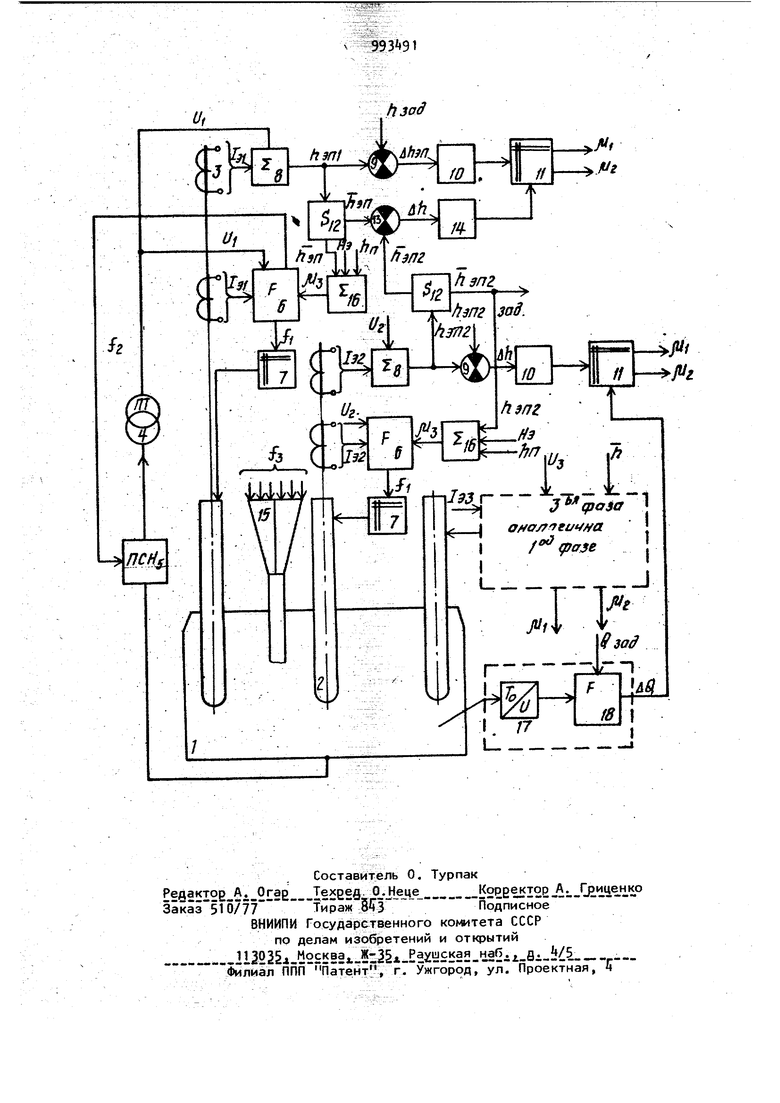
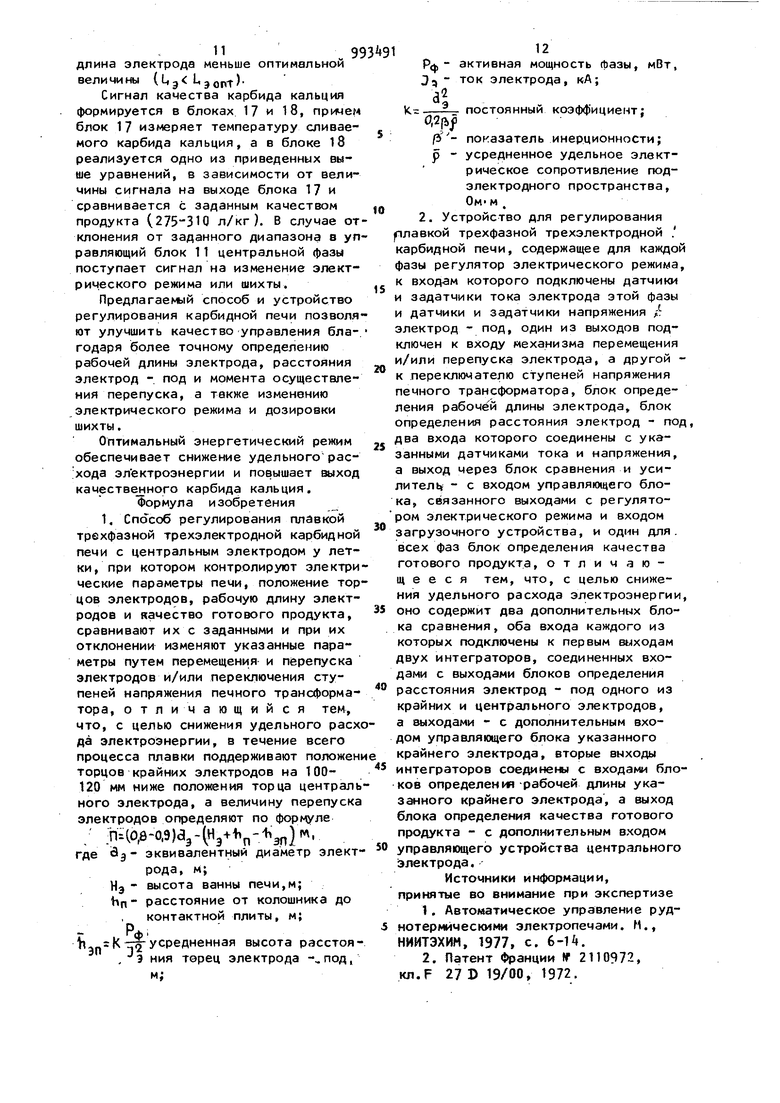
Перепуск осуществляют дискретно по специальной программе, а рабочую длину электрода определяют по косвенному параметру - зависимости угара электрода от рабочей мощности электропечи . Наиболее близким к предлагаемому является способ регулирования плавкой трехфазной трехзпектроднбй карбидной печи с центральным электродом |Q у летки, при котором контролируют электрические параметры печи, положение торцов электродов, рабочую длину электродов и качество готового продукта, сравнивают их с заданными и при их отклонении изменяют указанные параметры путем перемещения и перепуска электродов и/или переключе ния ступеней напряжения печного трансформатора. Способ включает поддержание оптимального тока электрода путем перемещения в заданной зоне, осуществление автоматического перепуска электрода после операций определения: расхода электрода, глубины проникновения его в шихту и расстояния, отделяющего конец электрода от пода, причем перепуск осуществляют по определенной программе, определение качества получаемого карбида в зависимости от температуры по эмпири ческим формулам и сравнение сигнал эв соответствующих расстоянию конец электрода - под и качеству получаемо го продукта, и в случае отклонения воздействуют на загрузочное устройст во, которое через полость электрода подает внутрь секционной зоны мелочь или на регулятор электрического режи ма с целью изменения тока электрода. Устройство для осуществления способа содержит для каждой фазы регуля тор электрического режима, к входам которого подключены датчики и задатчики тока электрода этой фазы и датчики и задатчики напряжения электрод под, один из выходов подключен к входу механизма перемещения, и/или перепуска электрода, ,а другой - к переключателю ступеней напряжения пе ного трансформатора, блок определения рабочей длины электрода, блок оп ределения расстояния электрод - под, два входа которого соединены с указанныг«1 датчиками тока и напряжения, а выход через блок сравнения и усили тель - с входом управляющего блока, связанного выходами с регулятором ЭЗ электрического режима и входом загрузочного устройства, и один для всех фаз блок определения качества готового продукта . Однако при этом способе рабочую длину электрода определяют по косвенному параметру - угару электрода в зависимости от рабочей мощности печи с учетом величины перепусков и перемещений электрода. Такой метод не позволяет точно измерить длину электрода, так как расход электродной массы зависит еще от ряда факторов, например состава шихты в подэлектродном пространстве, структуры, образовавшегося рабочего конца и т.д. Так, для карбидной печи наличие избытка извести в плавильном тигле увеличивает расход электродной массы. Согласно этому способу определяют также расстояние конец электрода - под для полного электрода, что не нашло практического применения в мировой практике. Кроме того, для определения качества получаемого карбида в зависимости от его температуры в момент слива приведены эмпирические (юрмулы. Однако температура сливного карбида может превышать . П этом случае формула для определения качества карбида не годна, так как получается карбид кальция с литражом свыше 400 л/кг, в то время как 100% СаС2 соответствует литраж 372,3 л/кг. Такое управление наклаГдывает ряд дополнительных жестких требований на стадии получения карбида в печи, а потери на последующих стадиях (охлаждение, измельчение и т.д.) значительно выше, чем у карбида кальция более низкого качества, например с литражом 270-300 л/кг. Не учитываются и некоторые особенности работы карбидной печи, связанные с их конструктивным исполнением. Большинство карбидных печей имеют прямоугольную вйнну с расположенными в ряд самообжигающимися электродами прямоугольного или эллиптического сечения. В печах открытого или полузакрытого типа слив карбида кальция осуществляют через одну центральную летку. Так как печные трансформаторы расположены с одной стороны печи, то короткая сеть не симметрична. Вследствие различия в длине токопроводов собственные индуктивности фаз и их взаимные индуктивности не между собой, следовательно, при одинаковой посадке и равенстве длин электродов, мощности фаз сети и мощности, выделяющиеся в ванне печи у электродов, различны. Эти обстоятель ства требуют различного подхода к уп равлению каждой фазой печи, что не учитывается, при упомянутом выие способе и в устройстве для его реализации. Цель изобретения - повышение точности управления и снижение удельного расхода электроэнергии. Для достижения поставленной цели согласно способу регулирования плавкой трехфазной трехэлектродной карбидной печи с центральным электродом у летки, при котором контролируют f электричесю е параметры печи, положе ние торцов электродов, рабочую длину электродов и качество готового проду та, сравнивают их с заданными и при их отклонении изменяют указанные параметры путем перемещения и перепуска электродов и/или переключения ступеней напряжения печного трансфор матора, в течение всего процесса Т плавки поддерживают положение торцов крайних элeкtpoдoв на 100-120 мм ниже положения торца центрального элект рода, а величину перепуска электродов определяют по формуле П (0,8-0,9)dэ-(H9- hn-iin)M, . где (3, - эквивалентный диаметр элект рода (для печей с некруглым электродом вычисляют по пло щади , эквивалентной-площади реального электрода), м; высота ванны печи, м; расстояние от колошника до контактной плиты, м; К„-К-|усредненная высота расстояния торец электрода - под, м;. активная мощность фазы, мВт ток электрода, кА; ПОСТОЯННЫЙ коэффициент; 0, (5 - показатель инерционности; 5 - усредненное удельное электри ческое сопротивление подэлек тродного пространства,0мм, В устройстве для регулирования плавкой трехфазной трехэлектродной карбидной печи, содержащем длл каждо фазы регулятор электрического режима, к входам которого подключены дат чики и задатчики тока электрода этой фазы и датчики и задатчики напряжения электрод-под, один из выходов подключен к входу механизма перемещения и/или перепуска электрода, а дру гой - к переключателю ступеней напряжения печного трансформатора, блок определения рабочей длины электрода, блок определения расстояния электродпод, два входа которого соединены с указанными датчиками тока и напряжения, а выход через блок сравнения и усилитель - с входом управляюцего блока, связанного выходами с регулятором электрического режима и входом загрузочного устройства, и один для всех фаз блок определения качества готового продукта, введены два дополнительных блока сравнения, оба входа каждого из которых подключены к первым выходам двух интеграторов, соединенных входами с выходами блоков определения расстояния электрод - под одного из крайних и центрального электродов, а выходами - с дополнительным входом управляющего блока указанного крайнего электрода, вторые выходы интеграторов соединены с входами блоков определения рабочей длины указанного крайнего электрода, а выход блока определения качества готового продукта г- с дополнительным входом управляющего устройства центрального электрода. Кроме того, качество карбида каль- ция определяют по формуле а 0,313Т - 3,1, где Q - литраж СаСп , л/кг; Т - температура сливаемого карбида кальция в случае, если она находится в диапазоне 19502200°, причем поддерживают качество карбида , образующегося под крайними , электродами:, несколько ниже (например на 5%). а под центральным электродом - выше расчетной формулы. Необходимость поддержания торца крайних электродов ниже центрального объясняется конструктивными особенностями карбидной печи, так как слив происходит через центральную летку и это способствует сливу карбида кальция из-под крайних электродов. По этой же причине качество карбида под центральным электродом должно.быть несколько выше, чем под крайними, так как в основном им определяется качество сливаемого карбида кальция. Правильный перепуск электрода для карбидных печей является основным фактором, обеспечивающим нормальную работу печи, так как в отличие от фо форных печей, где перепуск производя каждый час, на карбидных печах перепускают электроды значительно реже раз в смену или несколько раз в сутки, но на значительно большую величину. Причрезмерно больших перепусках увеличивается время работы печи на неполной токовой нагрузке, возрас тают потери энергии в электроде. При недостаточном перепуске рабочий конец электрода будет коротким и элект род работает с открытой дугой. В обоих случаях технико-экономические показатели работы печи снижаются. Практически точность определения этого параметра зависит от точности определения расстояния торец электрода - под. В расчетную формулу для определения этого расстояния внесены некоторые изменения, которые больше соответствуют особенностям работы карбид ной печи. Так как мощности каждой фа зы карбидной печи различны, то этот параметр точнее характеризует ее работу, чем напряжение электрод - под. Кроме того, в формуле используют усредненную величину удельного элект рического сопротивления подэлектродного пространства вместо удельного электрического сопротивления расплава, так как это связано с трудностями измерения последней. Величину удельного электрического сопротивления подэлектродного пространства определяют на основе статиче |Кой обработки результатов работы )конкретной печи за срок не менее одного месяца нормальной работы печи 1 наиболее оптимальный срок - три месяца ). Величину перепуска определяют как разность заданной (оптимальной) длины рабочего конца электрода, которая должна быть равна (0,8-0,,9(Ээ минус фактическая длина электрода. Для повышения точности огч еделения рабочей длины электрода полученные значения расстояния электрод „ ,,. под усредняют за определенный промежуток времени. Качество готового про дукта определяют по эмпирическим фор мулам, при этом при температуре сливаемого карбида кальция 16UO -1900° Э 8 можно использовать известные формулы, но полученные значения уменьшить на tO, так как экономически более целесообразно поддерживать качество готового продукта в пределах 275-310 л/ /кг. Следовательно а ,0,291Т-201,5;хО,9 при J l690-1900 Ci U (0,ti 6T-47d)xO,97-0,95 при Т }6kQ- 7(Q°C, Причем во второй формуле для начала диапазона К 0,97, а для конца диапазона К 0,95. Для определения качества карбида кальция при болев высоких температурах используют следующую формулу: а 0,313Т-ЗЦ.1 при Т 1950-2200°С. На чертеже приведена блок-схема устройства, реализующего способ регулирования плавкой трехфазной трехэлектродной.карбидной печи. Устройство содержит карбидную ,печь 1 iобъект регулирования), самообжигающиеся электроды 2, токовые трансформаторы 3, являющиеся датчиками тока электрода, печной трайсформатор 1,ПТ) k с переключателем ступеней напряжения (ПСН) 5, являющимся датчиком напряжения (показаны для одной фазы), регуляторы 6 электрического режима, воздействующие на исполнительные механизмы 7 (перемещения электрода или перепуска), блоки 8 определения расстояния электрод под, блоки 9 сравнения фактического и заданного расстояния электрод - под, усилитель 10 и управляющие блоки 11, выдающие сигналы управления в регуляторы 6, интеграторы 12, блоки 13 сравнения положения электрод - под центрального и крайних электродов, усилители k сигнала рассогласования, соединенные с регулятором 6, устройством 15 загрузки и блоком 16 определения рабочей длины электрода, выход которого соединен через регулятор 6 с механизмом перепуска электрода, блок 17 измерения температуры сливаемого карбида кальция и блок 18 определения качества СаС2. На чертеже уи,, yUo, /tj обозначают Управляющие сигналы, поступаюсдие в регулятор электрического режима, устройство загрузки и ПСН, а ,2 соответствующие управляющие воздействия исполнительных органов. 9ЛЙ99 Устройство на примере карбидной печй мощностью 60 МВА ) работает спедующим образом. В период работы между двумя перепусками .регулятор 6 электрического режима поддерживает заданную активную мощность на электродах путем контроля величины тока электрода согласно известному способу. Сигнал от датчика 3 тока поступает в регулятор 6. Сюда же поступает и сигнал от ПСН, 5 ПТ , пропорциональный напряжению на электроде. В регуляторе происходит сравнение .этих сигналов с заданными, и в случае отклонения выдается сигнал-fj, на исполнительный механизм 7 на перемещение или перепуск электрода, если заданную мощность нельзя поддержать за счет переключения ступеней напряжения. В блоке 8 происходит реализация уравнения - РФ эп- Ч Jj так как в результате статистическсй обработки были определены значения удельного электрического сопротивления подэлектродного пространства печи, например, р 8-10 Ом-м. Размеры электрода составляют 2,8хО,б5-м, что соответствует эквивалентному диа метру с, 1,5 м, при этом постоянная К , РФ 16 мВт 3 125 кА В результате получаем Эта величина сравнивается в блоке 9 сравнения с заданной величиной, кото рая должна находиться в диапазоне 10,)3э. В случае отклонения от заданного диапазона сигнал рассогласования усиливается усилителем 10 и поступает на управляющий блок 11, ко торый выдает сигналы в регулятор 6 и устройство 15 загрузки для изменения соотношений кокс-известь или прекращение увеличение Jподачи извести из устройства 15. Устройство 15 состоит из двух полостей. В левой части находится смешанное сырье, а в правой - известь, которую непрерывно подсыпают в зону реакции. Исходя из этого смешанное сырье составляют с некоторой нехваткой извести. Такая загрузка шихты в печь позволяет более оперативно воздействовать на ход технологического процесса и влияет на качество готового продукта. 9110 Одновременно с окончанием определения расстояния электрод - под в блоке 8 на выходе этого блока появляются сигналы, поступающие в интегратор 12, где происходит усреднение значения п за определенный промежуток времени, после чего этот сигнал поступает в блок 13 сравнения, где сравнивается с аналогичным сигналом второй фазы 1.центральный электрод), которая ярляется задатчиком для крайних фаз. В случае отклонения, превышающего заданное значение 100-120 мм, на выходе блока сравнения появляется сигнал рассогласования, который усиливается усилителем и поступает также в регулятор 6 и систему дозировки шихты. В блоке 16 происходит определение рабочей длины электрода, т,е, реализуется уравнение -Э Высота ванны печи Н 2,5 м, расстояние 11 1, м, а усредненное значение расстояния электрод - под поступает в блок 16 с выхода интегратора 12. Оптимальная величина рабочей длины электрода должна составлять 1нз .0,8+0 ,9)3В случае отклонения необходимо произвести перепуск электрода или изменить электрический режим. В рассматриваемом случае Uj 2,5+1,-1, 2,5 м, т,е.из 1зопг. которая должна составлять 1,2-1, м. Это.означает, что электрод длинный и перепуск производить не надо. Так как ЯЗР, 1, М, что несколько превышает оптимальное значение 10,7-0,9)3э то электрод необходимо несколько опустить. Сигнал разбаланса йЬ усиливается усилителем 10 и поступает в управляющих блок 11, где решается задача за счет какого воздействия (дл. или «.j). вернуть электрод в оптимальное положение. Аналогичным образом решается вопрос при расстоянии электрод - под меньше оптимального значения. Таким образом, необходимость осуществления перепуска электрода определяется невозможностью поддержамия заданной электрической мо1чности, невозможностью поддержания оптимальгного расстояния электрод - под, т.е. эп Чпопг условием, когда рабочая 11 9 длина электрода меньше оптимальной Э эont) величины Сигнал качества карбида кальция формируется в блоках 17 и 18, npknen блок 17 измеряет температуру сливаемого карбида кальция, а в блоке 18 реализуется одно из приведенных выше уравнений, в зависимости от величины сигнала на выходе блока 17 и сравнивается с заданным качеством продукта ( л/кг). В случае от клонения от заданного диапазона в уп равляющий блок 11 центральной фазы поступает сигнал на изменение электрического режима или шихты. Предлагаемый способ и устройство регулирования карбидной печи позволя ют улучшить качество управления благодаря более точному определению рабочей длины электрода, расстояния электрод - под и момента осуществления перепуска, а также изменению электрического режима и дозировки шихты. Оптимальный энергетический режим обеспечивает снижение удельного расхода электроэнергии и повышает выход качестве нного карбида кальция. Формула изобретения 1, Способ регулирования плавкой трехфазной трехэлектродной карбидной печи с центральным электродом у летки, при котором контролируют электри ческие параметры печи, положение тор цов электродов, рабочую длину электродов и качество готового продукта, сравнивают их с заданными и при их отклонении изменяют указанные параметры путем перемещения и перепуска электродов и/или переключения ступеней напряжения печного трансформатора, отличающий ся тем. что, с целью снижения удельного расх да электроэнергии, в течение всего процесса плавки поддерживают положен торцов крайних электродов на 100120 мм ниже положения торца централь ного электрода, а величину перепуска электродов определяют по формуле п-4о,8-о.9)аз-(Нз-ь1.,) где Зз эквивалентный диаметр элект рода, м; Нэ - высота ванны печи,м; Ьп- расстояние от колошника до контактной плиты, м; ,ка усредненная высота расстояЭГ 32Э ния терец электрода -,под, м; РФ - активная мощность фазы, мВт, Jq - ток электрода, кА; постоянный коэффициент; показатель инерционности; р - усредненное удельное электрическое сопротивление подэлектродного пространства. Ом- м , 2. Устройство для регулирювания рлавкой трехфазной трехэлектродной . карбидной печи, содержащее для каждой фазы регулятор электрического режима, к входам которого подключены датчики и задатчики тока электрода этой фазы и датчики и задатчики напряжения / электрод - под, один из выходов подключен к входу механизма перемещения и/или перепуска электрода, а другой к переключателю ступеней напряжения печного трансформатора, блок определения рабочей длины электрода, блок определения расстояния электрод - под, два входа которого соединены с указанными датчиками тока и напряжения, а выход через блок сравнения и усилитель - с входом управляющего блока, связанного выходами с регулятором электрического режима и входом загрузочного устройства, и один для. всех фаз блок определения качества готового продукта, отличающееся тем, что, с целью снижения удельного расхода электроэнергии, оно содержит два дополнительных блока сравнения, оба входа каждого из которых подключены к первым выходам двух интеграторов, соединенных входами с выходами блоков определения расстояния электрод - под одного из крайних и центрального электродов, а выходами - с дополнительным входом управляющего блока указанного крайнего электрода, вторые выходы интеграторов соединены с входами блоков определения -рабочей длины указанного крайнего электрода, а выход блока определения качества готового продукта - с дополнительным входом управлякхцего устройства центрального ;электрода. Источники информации, принятые во внимание при экспертизе 1,Автоматическое управление руднотермическими электропечами. М., НИИТЭХИМ, 1977, с. 6-U. 2.Патент Франции If 2110972, кл.Р 27 D 19/00, 1972. hsa тХ- у - I oHo/f et/t ffa I /(разе L.J т г М t за I. Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования плавкой трехфазной трехэлектродной карбидной печи | 1985 |
|
SU1350850A2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПЛАВКИ КАРБИДА КАЛЬЦИЯ | 1993 |
|
RU2080534C1 |
| СПОСОБ КОНТРОЛЯ ДЛИНЫ РАБОЧЕЙ ЧАСТИ ЭЛЕКТРОДА ЗАКРЫТОЙ РУДНО-ТЕРМИЧЕСКОЙ ПЕЧИ | 1991 |
|
RU2007055C1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ РЕЖИМОМ РУДНО-ТЕРМИЧЕСКОЙ ПЕЧИ | 1991 |
|
RU2014762C1 |
| Способ получения карбида кальция | 2018 |
|
RU2697718C1 |
| Способ автоматического регулирования электродуговой карбидной печи | 1961 |
|
SU149443A1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОДУГОВЫМ РЕЖИМОМ ПЛАВКИ РУДНОТЕРМИЧЕСКОЙ ПЕЧИ ПРИ ПОЛУЧЕНИИ ФОСФОРА | 2012 |
|
RU2516360C2 |
| СПОСОБ УПРАВЛЕНИЯ РАБОТОЙ РУДНОТЕРМИЧЕСКОЙ ПЕЧИ | 2009 |
|
RU2424481C2 |
| Способ управления работой фосфорной электропечи и устройство управления работой фосфорной электропечи | 1982 |
|
SU1066048A1 |
| СПОСОБ И СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ РЕЖИМОМ РУДНО-ТЕРМИЧЕСКОЙ ПЕЧИ | 2008 |
|
RU2400020C2 |