Изобретение относится к способу изготовления зимней обуви, преимущественно сапогам.
Известно устройство сапог, выключающих верх из натуральной кожи или резины, прокладку из пластика и подкладку, обеспечивающую термическую изоляцию (пат. Франции N 2497077, кл. A 43 B 3/02, 1982). Сапоги такой конструкции не являются водонепроницаемыми, поскольку вода может с легкостью проникать сквозь мягкие поры кожаной основной части сапога и места строчки, соединяющей детали верха, соединенные с прокладкой и подкладкой, что ведет к намоканию или по меньшей мере отсыреванию подкладки. В таком случае нога промокает и охлаждается, что причиняет большие неудобства при носке.
В качестве прототипа выбран способ изготовления непромокаемой зимней обуви (пат. США 4930175, кл. A 43 B 10/00, 1990).
Целью изобретения является повышение надежности соединения деталей обуви.
Согласно изобретению зимний сапог включает прокладку, выполненную из мягкого пластика и состоящую из участка ступни, включающего участок подошвы и участок голенища, все эти участки представляют собой единое целое. Эта пластиковая прокладка размещена между внутренним слоем и верхом сапога и прикреплена к наружной стороне внутреннего слоя посредством термопластичного клея, наносимого на всю площадь контакта. Внутренний слой с его пластиковым покрытием прикрепляется к внутренней стороне верха сапога с помощью крепежных элементов, расположенных на носочном и пяточном участках между наружной стороной пластикового покрытия и внутренней стороной верха участка ступни основной части сапога.
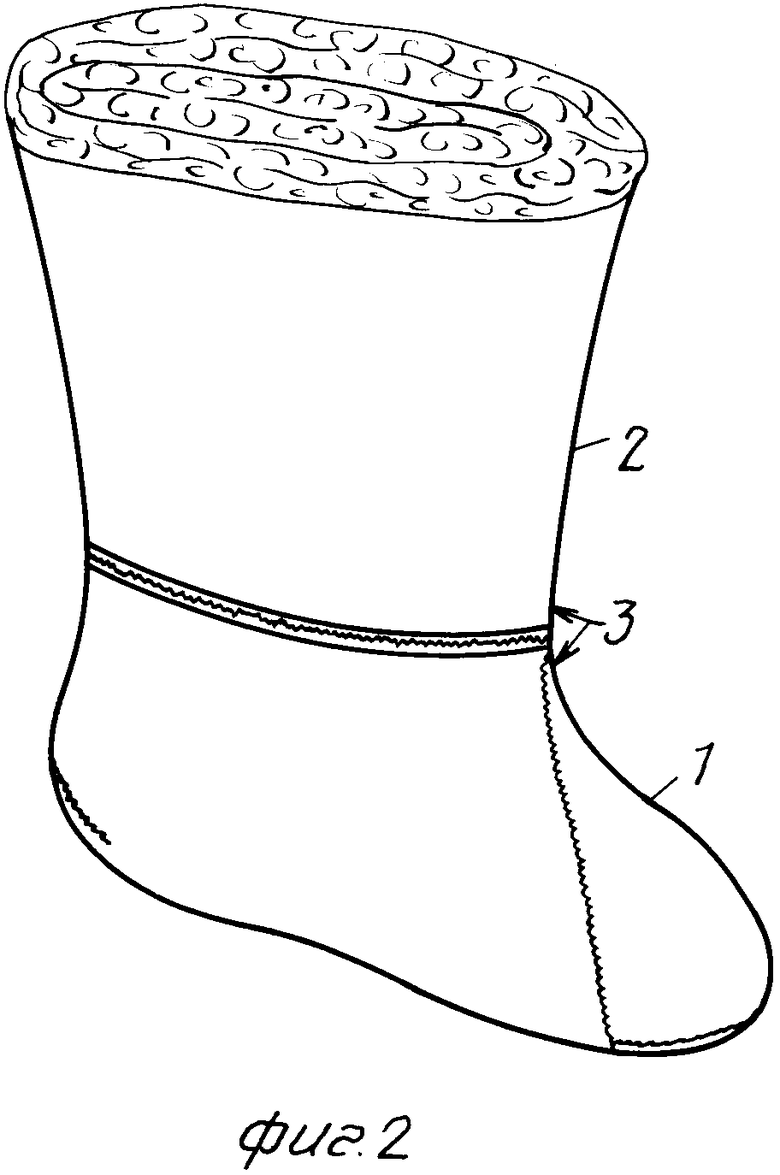
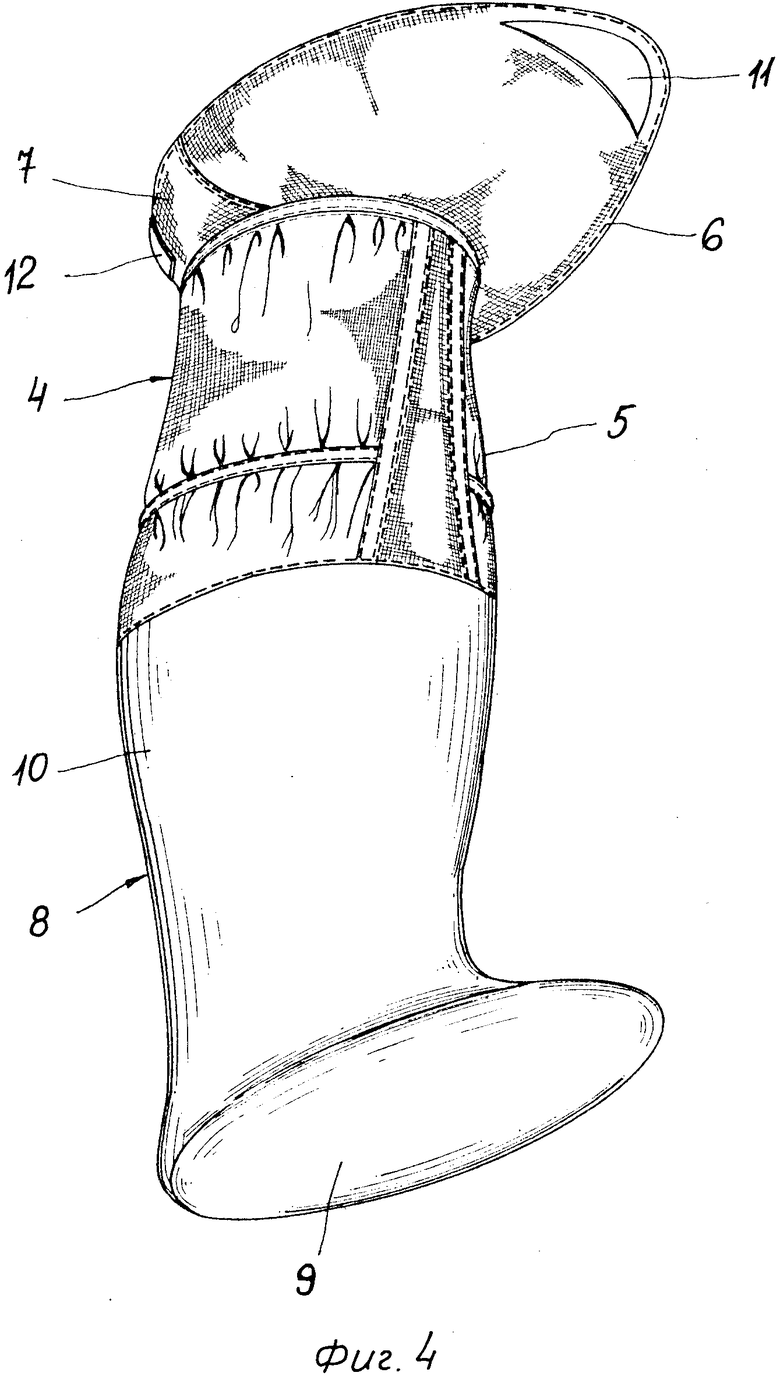
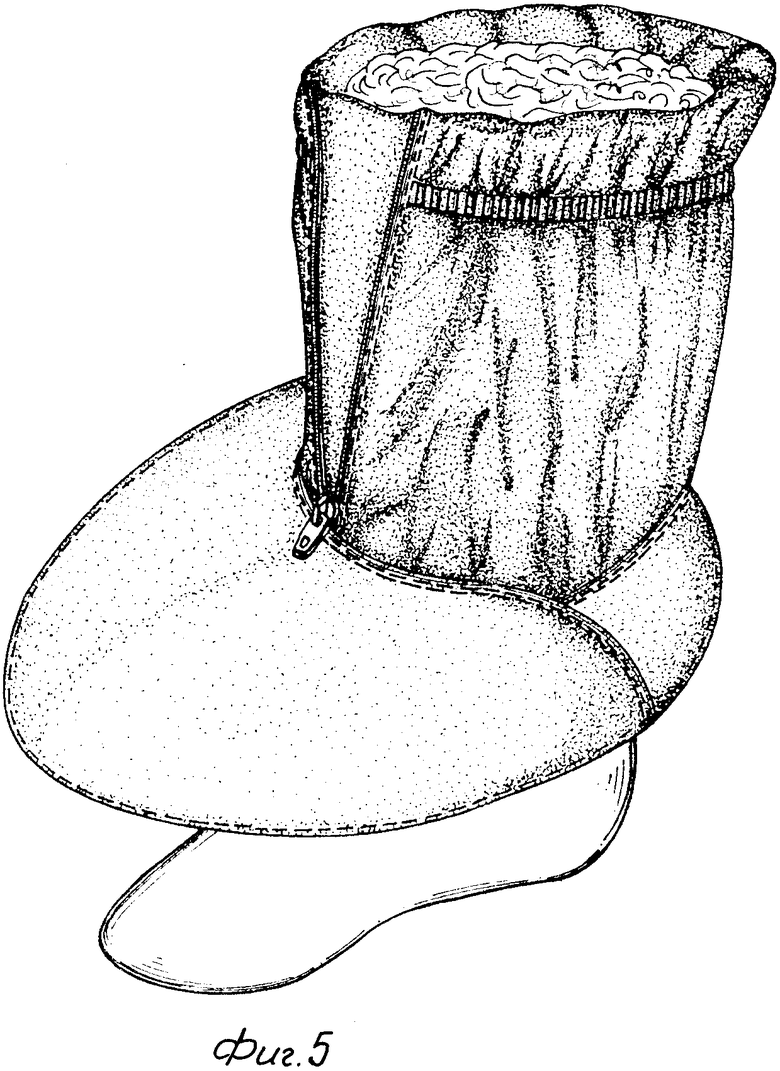
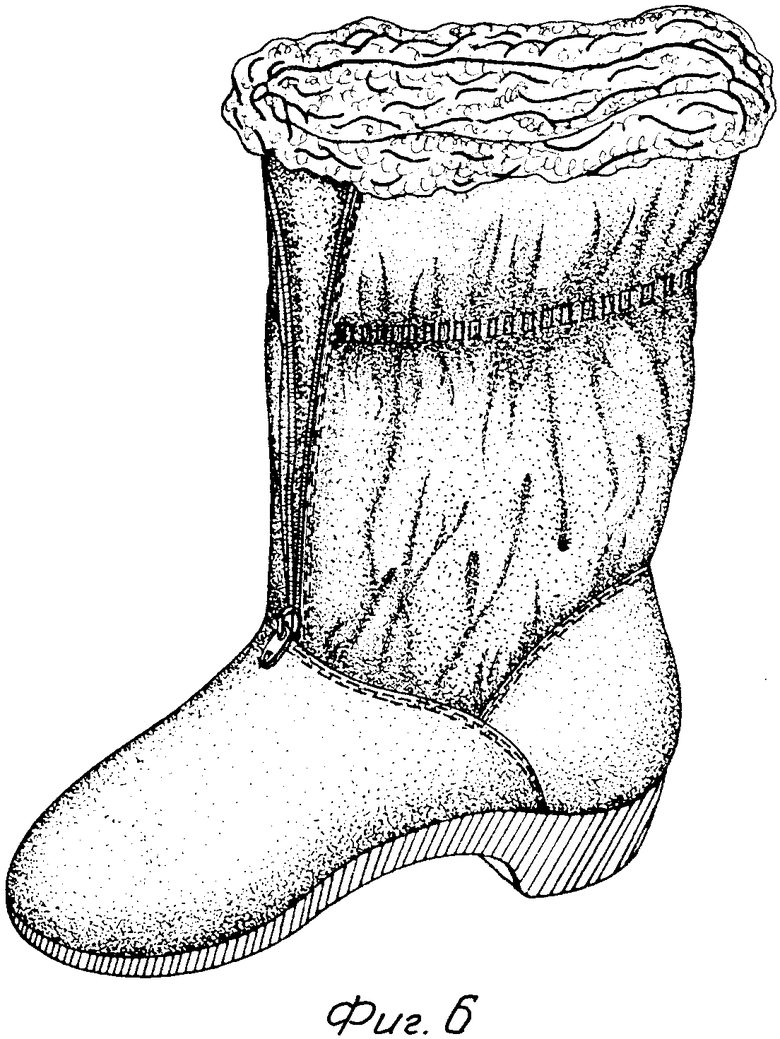
На фиг. 1 изображен в плане вид заготовки для участка ступни подкладки; на фиг. 2 - подкладка с участком ступни, пришитым к участку голенища (в сборе); на фиг. 3 - соединение подкладки с верхом и прокладкой; на фиг. 4 - положение после прикрепления пластиковой прокладки к подкладке; на фиг. 5 - натягивание верха сапога на прокладку; на фиг. 6 - вид сапога после окончательной сборки с прикрепленной подошвой; на фиг. 7 - вид сапога, разрез.
Согласно фиг. 1 и 2 внутренний слой (подкладка) состоит из подошвенного участка ступни 1 и участка голенища 2. На фиг. 2 изображен плоский подошвенный участок, который сшивается, образуя имеющий форму ступни участок ступни 1, который пришивается к участку голенища 2, образуя (внутренний слой) подкладку 3.
Кожаный верхний наружный слой сапога 4 включает участок голенища 5, а верх 6 участка ступни с усилением 7 вывернут наизнанку. Верхние края подкладки 3 и основной части сапога 4 сшиваются друг с другом как показано на фиг. 3. Таким образом, шов, соединяющий верхние края участков голенищ 2 и 5, после окончательной сборки находится внутри.
Как показано на фиг. 3, наружная поверхность подкладки 3 покрыта термопластичным клеем. После этого промежуточный слой (пластиковая прокладка) 8, состоящий из подошвенной части (участка ступни), включающей участок подошвы 9 и участок голенища 10, надевается поверх подкладки 3 и посредством нагревания прикрепляется к подкладке 3. Сапог на этом этапе сборки изображен на фиг. 4.
Крепежные элементы 11 и 12, состоящие из нетканого материала, покрытого с обеих сторон термопластичным клеем, прикрепляются к внутренней стороне верха 6 участка ступни основной части сапога в районе носка и пятки. Затем основная часть сапога 4 надевается на подкладку 3 с прикрепленной к ней пластиковой прокладкой 8, как это изображено на фиг. 5. Затем крепежные элементы 11 и 12 нагреваются и основная часть сапога 4 прикрепляется к подкладке в местах их расположения.
Нижний свободный край верха 6 участка ступни основной части сапога насаживается на распорку и стелька 13 покрывается клеем, после чего наружная подошва 14 приклеивается к стельке 13 и свободному краю верха 6 участка ступни основной части сапога 4, как это изображено на фиг. 7.
Зимняя обувь, получаемая при таком способе изготовления, является полностью водонепроницаемой, поскольку цельная пластиковая прокладка 8 не допускает проникновения воды и влаги через подкладку 3. Целостность пластиковой прокладки 8 не нарушена ни одним швом. Прокладка 8 выполняется из мягких пластических материалов и не создает каких-либо неудобств при носке.
Между густоворсистой подкладкой и ногой имеется достаточное пространство для усвоения и испарения выделяющегося пота, что обеспечивает тепло и удобство для ноги при носке в холодную погоду.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАЛЯНОЙ ОБУВИ И ВАЛЯНАЯ ОБУВЬ | 2000 |
|
RU2173947C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ДЛЯ СПОРТИВНЫХ БАЛЬНЫХ ТАНЦЕВ | 2009 |
|
RU2415624C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УТЕПЛЕННОЙ ОБУВИ | 2000 |
|
RU2205578C2 |
| ВОДОЛАЗНАЯ ОБУВЬ | 2003 |
|
RU2261636C2 |
| Способ изготовления утепленных сапог с верхом из войлока | 1987 |
|
SU1583074A1 |
| СИСТЕМА КОНДИЦИОНИРОВАНИЯ ОБУВИ "ВАЛЕНТИНА" (МОДИФИКАЦИИ - "ВАЛЕНТИНА 2", "ВАЛЕНТИНА 3", ВАЛЕНТИНА 4", "ВАЛЕНТИНА 5", "ВАЛЕНТИНА 6") | 2014 |
|
RU2664657C2 |
| САПОГ СПАСАТЕЛЯ, РАБОТАЮЩЕГО В ЧРЕЗВЫЧАЙНЫХ УСЛОВИЯХ | 2012 |
|
RU2492782C1 |
| Способ изготовления обуви для спортивных бальных танцев | 2018 |
|
RU2703562C1 |
| ОРТОПЕДИЧЕСКАЯ ОБУВЬ ДЛЯ БОЛЬНЫХ САХАРНЫМ ДИАБЕТОМ, ИМЕЮЩИХ ДИАБЕТИЧЕСКУЮ ПАТОЛОГИЮ СТОПЫ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2182808C2 |
| Конструкция здоровьесберегающей обуви на высоком и серхвысоком каблуке | 2019 |
|
RU2729645C1 |


Использование: в обувной промышленности при изготовлении непромокаемой обуви типа сапог с кожаным верхом. Сущность изобретения: способ состоит в выкраивании и сборке кожаной заготовки верха 4 и подкладки 3, состоящей из голенища 2 и подошвенной части 1, выворачивании наизнанку заготовки верха 4 и сшивании ее голенища 5 с краем голенища заготовки подкладки 3, выполнении цельной заготовки прокладки 8, нанесении на наружную поверхность подкладки 3 термопластичного клея и вкладывании ее внутрь прокладки 8 с последующим нагревом обеих деталей для обеспечения их соединения. На внутреннюю поверхность заготовки верха 4 в носочной и пяточной ее областях устанавливают крепежные элементы 11 и 12, выполненные из нетканого материала и покрытые с обеих сторон термопластичным клеем. Затем натягивают с одновременным выворачиванием налицо заготовку верха 4 на прокладку 8 и соединяют свободный край заготовки верха 4 со стелькой. Далее воздействуют теплом для соединения заготовки верха 4 с прокладкой 8 в носочной и пяточной ее областях посредством крепежных элементов 11 и 12. После этого прикрепляют подошву. 7 ил.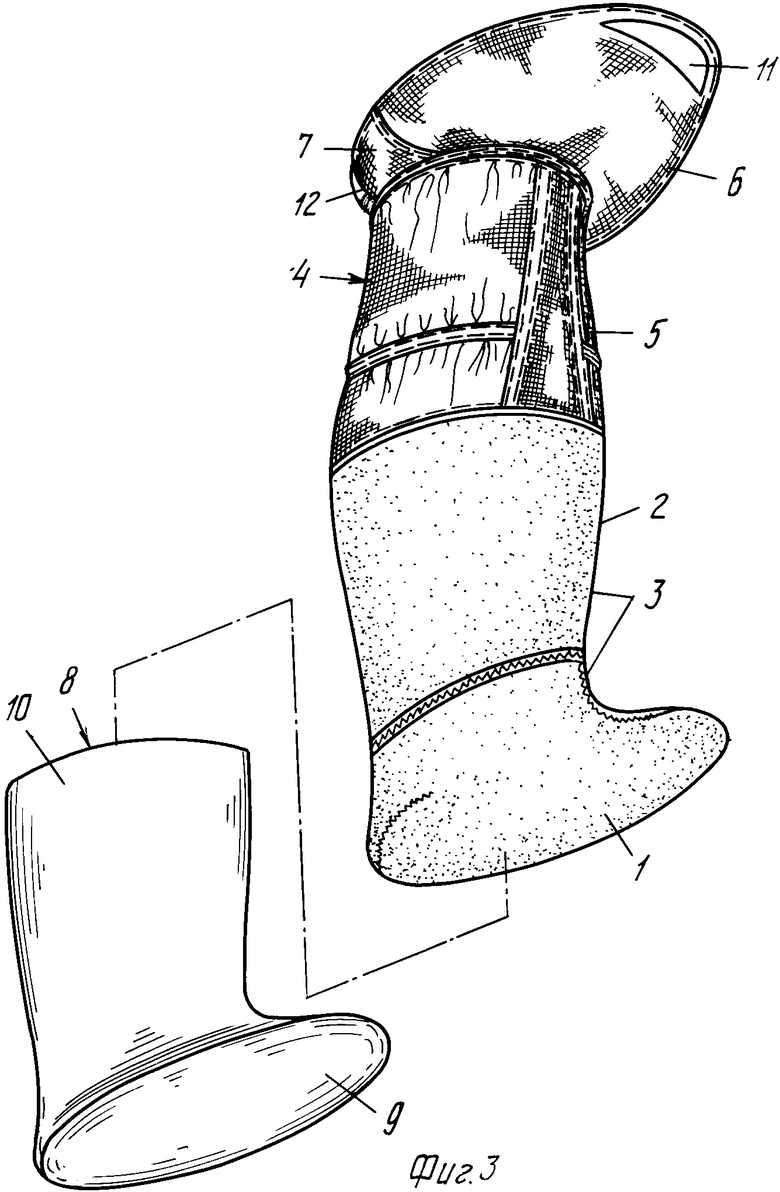
СПОСОБ ИЗГОТОВЛЕНИЯ ЗИМНЕЙ ОБУВИ, преимущественно сапог, состоящий в выкраивании и сборке кожаной заготовки верха и подкладки, состоящей из голенища и подошвенной части, выворачивании наизнанку заготовки верха и сшивании ее голенища с краем голенища заготовки подкладки, выполнении цельной заготовки прокладки, нанесении на наружную поверхность подкладки термопластичного клея и вкладывании ее внутрь прокладки с последующим нагревом обеих деталей для обеспечения их соединения, натягивании с одновременным выворачиванием налицо заготовки верха на прокладку, соединении свободного края заготовки верха со стелькой и прикреплении подошвы, отличающийся тем, что, с целью повышения надежности соединения деталей обуви, перед натягиванием заготовки верха на прокладку на внутреннюю поверхность заготовки верха в носочной и пяточной ее областях устанавливают крепежные элементы, выполненные из нетканого материала и покрытые с обеих сторон термопластичным клеем, после чего воздействуют теплом для соединения заготовки верха с прокладкой в носочной и пяточной ее областях посредством крепежных элементов.
| Патент США N 4930175, кл | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
