Изобретение относится к обувной промышленности и может быть использовано для изготовления удобной и прочной обуви, рассчитанной на использование в холодное время года.
Валяная обувь является очень удобной, гигиеничной и обладает отличной способностью защищать от холода.
Процесс изготовления валяной обуви включает изготовление основы (сапога) из уплотненной чистошерстяной чесальной ватки (войлока) и последующую валку. Причем толщина стенок сапога должна быть равномерной, с плавным переходом от меньшей толщины к несколько большей на пятке сапога (В.Д.Иноземцев. Валяльщик валяной обуви. М.: Гизместпром., 1945 г., с.18-19).
Недостаток известной валяной обуви заключается в том, что подошва быстро промокает при оттепели и, кроме того, быстро изнашивается, в то время как голенища остаются еще вполне пригодными к носке. Кроме того, подошва, которая при эксплуатации непосредственно контактирует с охлажденной поверхностью, не обеспечивает достаточной изоляции от холода при низких температурах.
Задачей изобретения является создание способа изготовления валяной обуви, которая обеспечит увеличение срока службы обуви с одновременным улучшением теплоизоляционных свойств за счет сохранения тепла в подошвенной части, при этом не изменяя других положительных качеств валяной обуви.
Технический результат, достигаемый изобретением, заключается в увеличении продолжительности носки обуви, повышении ортопедических качеств, относительной непромокаемости и простоте изготовления.
Указанная задача решается в способе изготовления валяной обуви, включающем изготовление основы валяной обуви и последующую валку с образованием сапога за счет того, что дополнительно изготавливают, по крайней мере, одну войлочную пластину и выкраивают из нее, по крайней мере, одну стельку, причем след сапога разрезают от носка до пятки, отгибают наружу его части, а стельку соединяют с последними с образованием подошвы сапога.
А также за счет того, что войлочную пластину изготавливают с плавно изменяющейся толщиной, а стельку выкраивают с большей толщиной на пятке.
А также за счет того, что подошву сапога образуют несколькими рядами соединенных между собой пластин.
А также за счет того, что подошву сапога образуют утолщенной в пяточной части.
Указанная задача решается в валяной обуви, включающей голенище, носовую часть, задник и подошву, за счет того, что подошва выполнена из, по крайней мере, одной войлочной пластины, соединенной с боковыми частями низа обуви с задником и носочной частью по контуру подошвы.
А также за счет того, что подошва выполнена из нескольких пластин войлока, уложенных друг на друга и соединенных между собой.
А также за счет того, что подошва выполнена утолщенной в пяточной части.
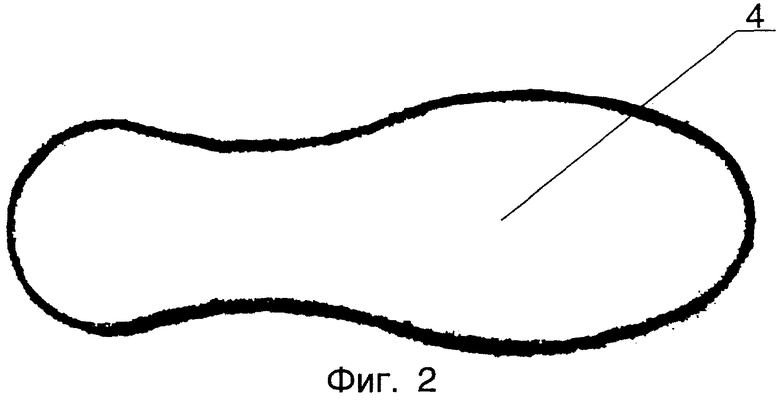
На фиг. 1,2 схематично показан общий вид валяной обуви.
Изготовление основы валяной обуви и последующая валка могут осуществляться любым известным способом. Уплотнение чесальной ватки может осуществляться под действием пара в свойлачивающих машинах и действия валочного раствора и воды в молотовых машинах или на иглопробивной машине.
Пример 1.
Шерстяная смеска, содержащая шерсть овечью, натуральную грубую, полугрубую мытую или немытую, осеннюю или весеннюю поярковую от 47% до 100%, шерсть овчинно-шубного и мехового производства до 28% и обраты производства до 25%, очес чистошерстяной до 30%, поступает в щипально-замасливающие машины для расщипывания на отдельные мелкие клочки и получение однородной массы. Затем волокна перемешивают в смесовых машинах, после чего смесь поступает в чесальные машины, откуда чесальную ватку направляют на уплотнение.
Уплотненная заготовка передается на операцию основообразование, которая протекает следующим образом: сначала формируется головка будущего сапога путем вытягивания пятки и носка, которые по сравнению с голенищем и подошвой утолщаются.
Окончательное уплотнение основы производят, например, на катальных машинах или в свойлачивающих машинах, после чего основа расправляется на каркасно-растяжном станке и направляется на валку. Свалка производится в три периода: сначала в теплой воде, затем в горячей. После окончания валки полуфабрикат красят, насаживают на колодки соответствующего размера и сушат.
Затем след готового валяного сапога разрезается от носка до задника, части следа отгибаются наружу валяного сапога и к ним пришивается стелька, которую предварительно выкраивают из войлочной заготовки. Стелька по контуру соединяется с боковыми частями по головке с задником и носочной частью с образованием подошвы валяного сапога. После чего излишки (остатки) от валяного сапога удаляются (срезаются) по контуру подошвы и боковой срез зачищается.
Пример 2.
Изготовление валяной обуви осуществляется, как в примере 1, но войлочную пластину изготавливают с неравномерной толщиной, а стельку для подошвы вырезают с утолщенной частью на пятке.
Пример 3.
Изготовление валяной обуви осуществляется, как в примере 1, но из войлочной пластины вырезают несколько стелек, которые соединяют между собой, например сшивают, и затем соединяют со следом валяной обуви, как в примере 1, образуя подошву "платформа".
Пример 4.
Изготовление валяной обуви осуществляется, как в примере 3, но подошву "платформа" с утолщенной пяточной частью получают путем размещения между слоями войлочных пластин дополнительных пластин на пятке.
Валяная обувь имеет голенище 1, носовую часть 2, задник 3 и подошву 4. Верх голенища может иметь фигурный край 5 с перфорацией 6.
Подошва 4 выполнена в виде, по крайней мере, одной войлочной пластины 7, соединенной по контуру подошвы 4 с боковыми частями 8, с задником 3 и с носочной частью 2, например, швом 9. Подошва 4 может быть выполнена из нескольких уложенных и соединенных между собой пластин, причем пяточная часть может быть утолщена или за счет дополнительной прокладки или за счет выполнения войлочной пластины неравномерной толщины и последующего выкраивания стельки для подошвы с наибольшей толщиной на пятке.
Полученная заявленным способом валяная обувь обладает повышенным сроком носки, удобна при использовании, имеет относительную непромокаемость и положительные ортопедические качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОДОЛАЗНАЯ ОБУВЬ | 2003 |
|
RU2261636C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УТЕПЛЕННОЙ ОБУВИ | 2000 |
|
RU2205578C2 |
| Способ изготовления основы валеной обуви | 1938 |
|
SU55813A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОСНОВЫ ВАЛЯНОЙ ОБУВИ | 1993 |
|
RU2051232C1 |
| Способ изготовления утепленной обуви из войлока | 2017 |
|
RU2664236C1 |
| ОБУВЬ ИЗ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2750365C2 |
| Способ изготовления утепленных сапог с верхом из войлока | 1987 |
|
SU1583074A1 |
| Способ формования основы валяной обуви на колодке | 1986 |
|
SU1460097A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗИМНЕЙ ОБУВИ | 1990 |
|
RU2014790C1 |
| Способ изготовления валяной обуви | 1985 |
|
SU1326676A1 |
Использование: в обувной промышленности при изготовлении валяной обуви. Способ заготовления валяной обуви включает изготовление основы валяной обуви и последующую валку с образованием сапога, для чего изготавливают, по крайней мере, одну войлочную пластину и выкраивают из нее, по крайней мере, одну стельку, причем след сапога разрезают от носка до пятки, отгибают наружу его части, а стельку соединяют с последними с образованием подошвы сапога. Войлочная пластина может быть изготовлена с плавно изменяющейся толщиной, тогда стельку выкраивают с большей толщиной на пятке. Подошва сапога также может быть образована несколькими рядами соединенных между собой пластин, а утолщенная часть подошвы может быть в пяточной части. Валяная обувь имеет голенище, носочную часть, задник и подошву, выполненную из, по крайней мере, одной войлочной пластины, соединенной швом с боковыми частями низа обуви, с задником и носочной частью по контуру подошвы. Подошва может быть выполнена из нескольких пластин войлока, уложенных одна на другую и соединенных между собой, а также подошва может быть выполнена утолщенной в пяточной части. Технический результат изобретения заключается в увеличении продолжительности носки обуви, повышении ортопедических качеств, относительной непромокаемости и простоте изготовления. 2 с. и 5 з.п. ф-лы, 2 ил.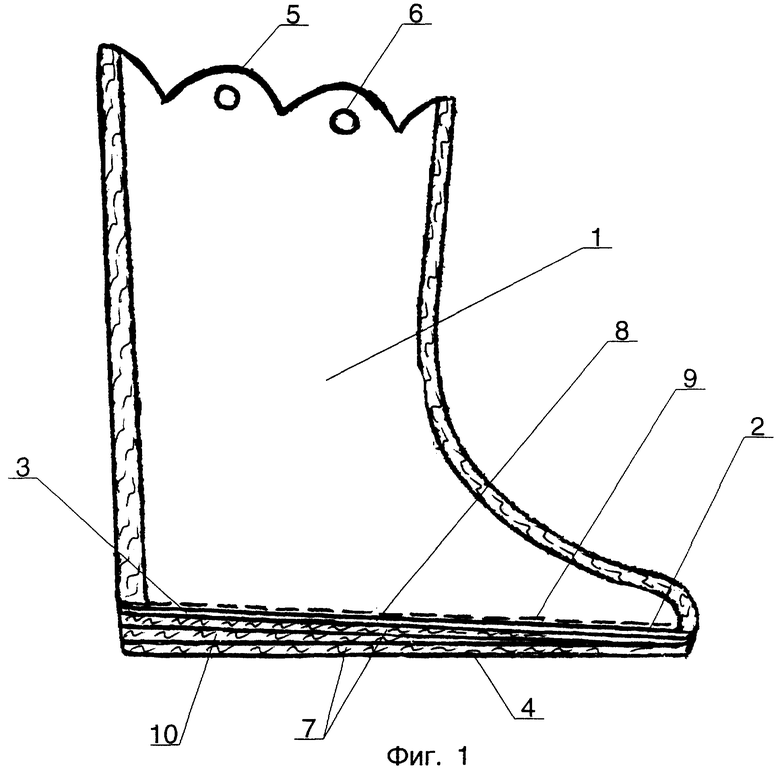
| ИНОЗЕМЦЕВ В.Д | |||
| Валяльщик валяной обуви | |||
| - М.: Гизместпром, 1945, с.18-19 | |||
| СПОСОБ ПОЛУЧЕНИЯ ОСНОВЫ ВАЛЯНОЙ ОБУВИ | 1993 |
|
RU2051232C1 |
| RU 2052972 С1, 27.01.1996 | |||
| Способ изготовления основы валяной обуви | 1981 |
|
SU971959A1 |
| Способ изготовления утепленных сапог с верхом из войлока | 1987 |
|
SU1583074A1 |
| ПОДЗЕМНАЯ АНТЕННА | 2011 |
|
RU2472263C2 |

