Изобретение относится к машиностроению и может быть реализовано при изготовлении сварных слесарных тисков из стального проката, более совершенных по сравнению с обычными литыми чугунными тисками.
Прототипом изобретения является способ изготовления тисочных щечек со съемными губками, который включает операции формообразования щечек, изготовления губок и установки последних.
Недостатком этого способа является сложность изготовления щечек.
Цель изобретения - упрощение технологии изготовления тисочных щечек.
Для этого в качестве заготовки щечек используют круглый прокат, в котором сверлят сквозное центральное цилиндрическое отверстие, а затем ее разрезают на четыре одинаковых сектора. На каждом секторе выполняют фаски и места под съемные губки с отверстиями для их закрепления. В отверстия щечек забивают деревянные пробки, в губках делают отверстия с фасками и закрепляют губки шурупами с потайной головкой. На рабочих поверхностях губок накернивают ряды точечных мелких углублений, расположенных в шахматном порядке. Щечки выполняют из стального проката и приваривают электродуговой сваркой к стальному трубчатому корпусу тисков.
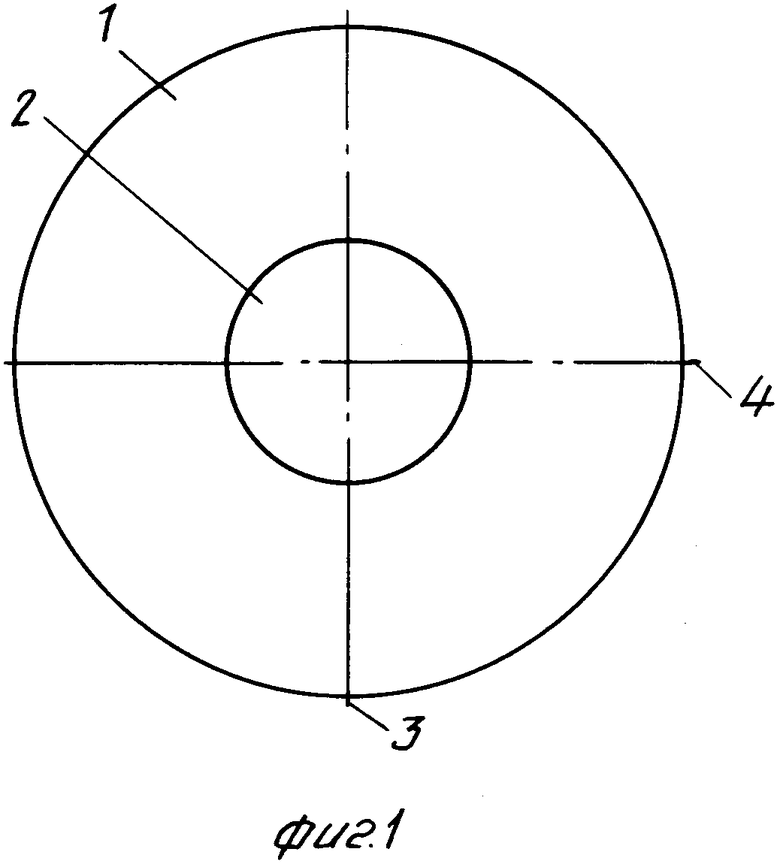
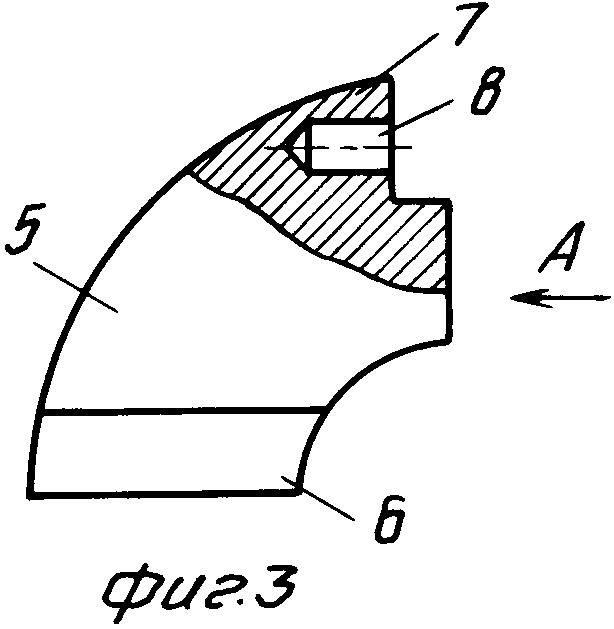
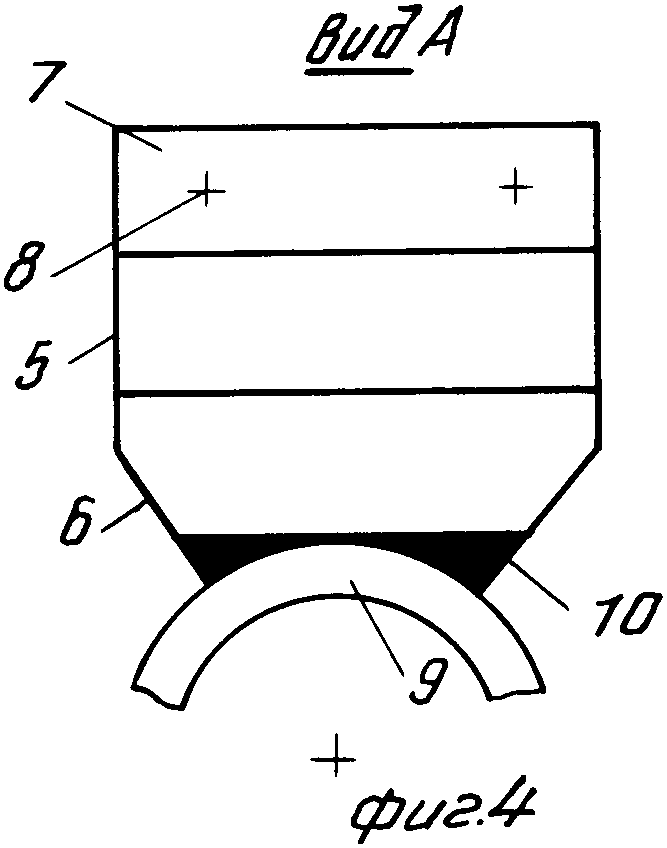
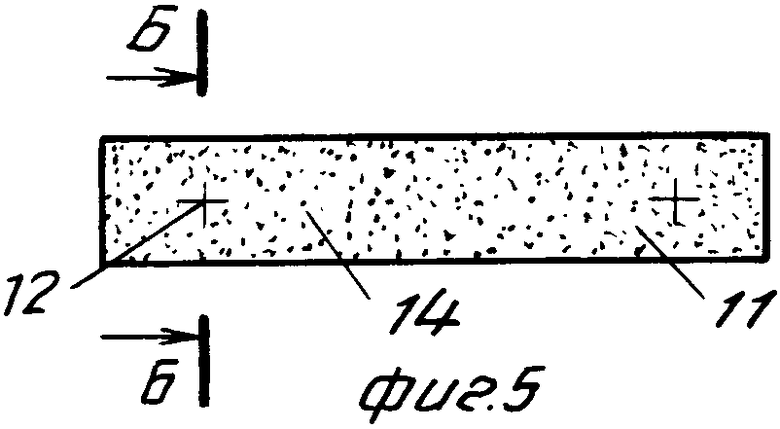
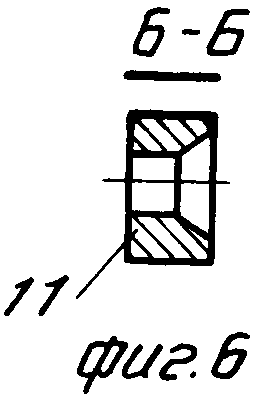
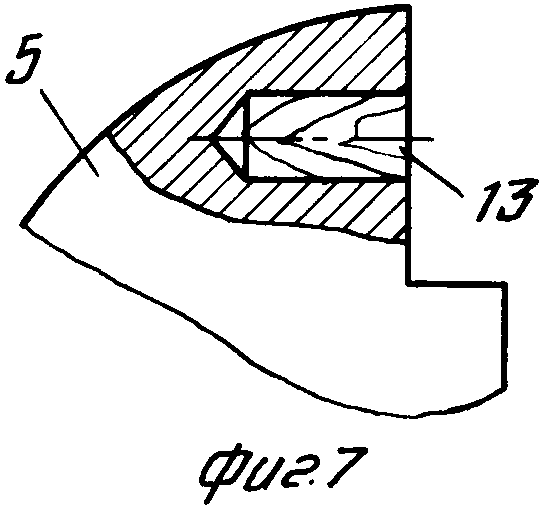
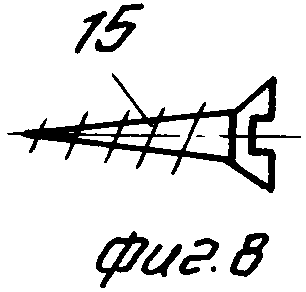
На фиг. 1 показан вид на круглую заготовку щечек (четырех) с торца; на фиг.2 - то же, вид сбоку; на фиг.3 - щечка, вид сбоку; на фиг.4 - установка щечки на трубчатом корпусе тисков (вид А на фиг.3); на фиг.5 - вид на рабочую поверхность съемной губки тисков; на фиг.6 - сечение Б-Б на фиг.6; на фиг. 7 - расположение пробки в щечке тисков; на фиг.8 - продольный вид шурупа с потайной головкой, завинчиваемого в пробку щечки тисков.
Способ реализуют следующим образом.
В качестве заготовки щечек используют круглый прокат 1, в заготовке сверлят центральное отверстие 2. Заготовку разрезают на четыре одинаковых сектора по осевым взаимно перпендикулярным плоскостям 3 и 4. Из одной заготовки получается четыре щечки 5.
На каждом секторе выполняют фаски 6 и места 7 под съемные губки с отверстиями 8 для закрепления губок.
Щечки 5 выполняют из стального круглого проката и приваривают к стальному трубчатому корпусу 9 тисков электродуговой сваркой с образованием сварных швов 10.
Перпендикулярно рабочим поверхностям съемных губок 11 сверлят отверстия 12 с фасками. В отверстия 8 щечек 5 забивают деревянные пробки 13.
На рабочих поверхностях съемных губок 11 накернивают ряды точечных мелких углублений 14.
Съемные губки в щечках закрепляют шурупами 15, которые заворачивают в пробки 13.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стыковое соединение деревянных заготовок прямоугольного профиля торцами | 1989 |
|
SU1761992A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РУЧКИ-КНОПКИ | 1991 |
|
RU2022513C1 |
| Тиски | 1988 |
|
SU1526971A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОНДАРНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2315688C2 |
| ДВЕРЬ | 1992 |
|
RU2073787C1 |
| СОВОК | 1991 |
|
RU2016539C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОЙ ДЕТАЛИ | 1990 |
|
RU2043548C1 |
| Пресс-ножницы | 1984 |
|
SU1181787A1 |
| МОТЫГА | 1992 |
|
RU2096937C1 |
| НОЖОВКА | 1991 |
|
RU2014970C1 |
Сущность изобретения: способ включает операции формообразования щечек, изготовления губок и установки последних. В качестве заготовки щечек используют круглый прокат. В ходе формообразования щечек в заготовке сверлят центральное сквозное цилиндрическое отверстие, затем ее разрезают на четыре одинаковых сектора. Технический результат изобретения - упрощение технологии изготовления. 4 з.п.ф-лы, 8 ил.
| СПОСОБ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ТВЕРДЫХ СПЛАВОВ | 1993 |
|
RU2047666C1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
