Изобретение относится к машиностроению, преимущественно к холодной и горячей механической обработке металлов, в частности к методам увеличения износостойкости режущего инструмента.
Известен способ увеличения износостойкости твердосплавного режущего инструмента на основе монокарбида вольфрама путем нанесения износостойкого покрытия, состоящего, например, из карбидов или нитридов титана. Способ позволяет увеличить износостойкость режущего инструмента в несколько раз.
Известен также способ увеличения износостойкости твердосплавного режущего инструмента на основе монокарбида вольфрама путем имплантации ионов азота или гелия из импульсного источника.
Наиболее близком к заявляемому способу является способ обработки твердосплавного режущего инструмента на основе монокарбида вольфрама (твердый сплав Т5К10) путем воздействия одним из видов ионизирующей радиации пучком протонов высоких энергий (энергия протонов Е0=6,3 МэВ, поток Φ'=4 ˙1014 см-2).
Недостатками известных способов являются: недостаточное (в среднем в 2,5 раза) увеличение износостойкости по сравнению с прототипом (максимальное увеличение износостойкости в 9 раз); необходимость использования уникального дорогостоящего оборудования импульсного ускорителя ионов; необходимость использования уникального дорогостоящего оборудования ускорителя заряженных частиц высоких энергий (циклотрона), остаточная радиоактивность обработанных изделий, отсутствие увеличения износостойкости у режущих пластин с покрытием из карбида титана, что показано, в частности, испытаниями в АЗЛК режущих пластин из твердого сплава МС 3210, большая длительность процесса облучения порядка нескольких часов.
Целью изобретения является предупреждение возникновения остаточной радиоактивности, повышение экономичности способа и увеличение износостойкости режущих пластин.
Поставленная цель достигается тем, что на пластину наносят износостойкое покрытие, а последующую обработку ведут потоками α-частиц высоких энергий в интервале от 2˙1011 до 2,4˙1013 см-2.
Положительный эффект изобретения проявляется в том, что появляется возможность использования простого оборудования, например, природных источников α-излучения: в частности, Po210, Pu238 с энергиями α-частиц порядка нескольких МэВ, не вызывающим наведения остаточной радиоактивности в твердосплавном материале; в том, что появляется возможность существенно уменьшить время воздействия.
Изобретение основано на экспериментально установленной нами на примере режущих пластин из твердосплавных материалов на основе монокарбида вольфрама качественной закономерности. Она состоит в том, что при облучении режущих пластин протонами и α-частицами высоких энергий и γ-квантами действует один и тот же механизм увеличения износостойкости- ионизационный, обуславливающий разрыв напряженных связей в материале. Общий механизм увеличения износостойкости подтверждается наличием количественных закономерностей, связывающих три вида ионизирующей радиации.
Так облучение протонами и воздействие γ-квантами связаны между собой следующими аналитическими зависимостями.
Первый (квантово-корпускулярный) максимум времени работоспособности tp обусловлен одинаковым количеством протонов или γ-квантов, падающих на 1 см2 поверхности изделия из твердого сплава.
Т.е. существует простая закономерность
Φγ= Φp (1) где Φγ и Φp количество фотонов ( γ-квантов) и протонов, падающих на 1 см2 поверхности изделия из твердого сплава. Поскольку доза облучения γ-квантами (Dγ), выраженная в рентгенах, связана простой алгебраической зависимостью с плотностью потока квантов (фотонов)
Φγ≡ N 
 Dγ (P) (2) где E энергия γ-излучения в МэВ, то из равенства (1) и формулы (2) следует, что
Dγ (P) (2) где E энергия γ-излучения в МэВ, то из равенства (1) и формулы (2) следует, что
Φγ(p)=5˙10-10 E (МэВ) Φp (3)
Второй (энергетический) максимум времени работоспособности обусловлен равенством энергий, выделяющихся при облучении изделия из твердого сплава протонами или γ-квантами, т.е.
Eγ=Ep (4) где Eγ и Ep энергия (поглощенная доза), выделяющаяся в 1 г вещества при облучении его потоком γ-квантов (Φγ ) или протонов ( Φp). По определению
Ej≡ Δj (5)
т.е. равна дозе облучения γ-квантами.
Величина Ep найдена нами теоретически. Вывод выражения, определяющего Ep, достаточно громоздок. Поэтому ниже приведем лишь схему вывода.
1. Исходным является выражение для энергии (поглощенной дозы), выделяющейся в 1 г вещества при облучении его потоком протонов Φp
Dp≡ Ep=  Φp (6) где EOp начальная энергия протонов;
Φp (6) где EOp начальная энергия протонов;
ρ- плотность вещества;
Rp полный пробег протонов в веществе.
2. Поскольку формула (6) относится к одному из простых веществ элементов Периодической системы Менделеева, а твердосплавные материалы состоят из ряда элементов (W, C, Co, Ti, Ta, Nb), то формула (6) заменяется иной
Dp= EopΦp
 (7) где N число элементов в твердом сплаве;
(7) где N число элементов в твердом сплаве;
хi концентрация i-го элемента в твердом сплаве в атомных процентах;
ρi плотность i-го элемента твердого сплава;
Rpi пробег протонов в i-том элементе твердого сплава.
3. Пробег протонов в веществе определяют по формуле
Rpi= 
 (8) где
(8) где  ион.ip ионизационные потери энергии при пробеге протона в i-том элементе твердого сплава, определяемые формулой Бете, пригодной для легких частиц (протонов, дейтронов и α-частиц) с энергией, превышающей 1 МэВ. Поэтому под верхним пределом интеграла (8) EHip следует понимать величину, равную 1 МэВ, т.е. EHip≡1 МэВ.
ион.ip ионизационные потери энергии при пробеге протона в i-том элементе твердого сплава, определяемые формулой Бете, пригодной для легких частиц (протонов, дейтронов и α-частиц) с энергией, превышающей 1 МэВ. Поэтому под верхним пределом интеграла (8) EHip следует понимать величину, равную 1 МэВ, т.е. EHip≡1 МэВ.
4. Интеграл (8) вычисляется не точно, а приближенно с помощью теоремы о среднем значении определенного интеграла.
В результате получаем формулу
Dp= 1,5·10-6 Φp
Φp
 (9) где Zi порядковый номер i-го элемента твердого сплава;
(9) где Zi порядковый номер i-го элемента твердого сплава;
Ai атомный вес i-го элемента твердого сплава;
Eop выражено в МэВ;
Φ- в см-2, а Dp в рентгенах.
В свою очередь, облучение протонами и α-частицами высоких энергий связаны между собой следующими аналитическими зависимостями.
Первый (энергетический) максимум времени работоспособности tpопределяется равенством энергий, выделяющихся в 1 г изделия из твердого сплава при облучении его протонами и α-частицами. Вывод выражения, связывающего между собой энергии и потоки протонов и α-частиц, достаточно громоздок. Поэтому ниже мы приводим лишь схему вывода. В этой схеме первые четыре пункта тождественны вышеприведенным с тем лишь отличием, что выражения для Dp и Dα записывается в несколько иной форме
Dp(α) 1,38·10-5 αp(α)
 (10)
(10)
где αp(α)=  (11)
(11)
αo, ER, NAv, mO физические константы;
Zp(α) порядковые номера атомов водорода (p) и гелия (α);
Mp(α) массы ядра атомов водорода (p) и гелия (α);
Dp(α) в рентгенах.
5. Формула (10) симметрична по отношению к протонам и α-частицам. Поэтому из условия равенства Dp и Dα получаем
αα=  Φα αp
Φα αp Φp
Φp
(12)
Откуда
Φα= 


(13)
Поскольку αα=16αp (Zp=1,Zα=2, M α=4Mp), то окончательно получаем
Φα= 
 Φp (14)
Φp (14)
Второй (корпускулярный) максимум определяется из условия равенства потоков протонов и α-частиц, оказывающих эквивалентное воздействие на изделие из твердого сплава, т.е.
Φα≈Φp (15)
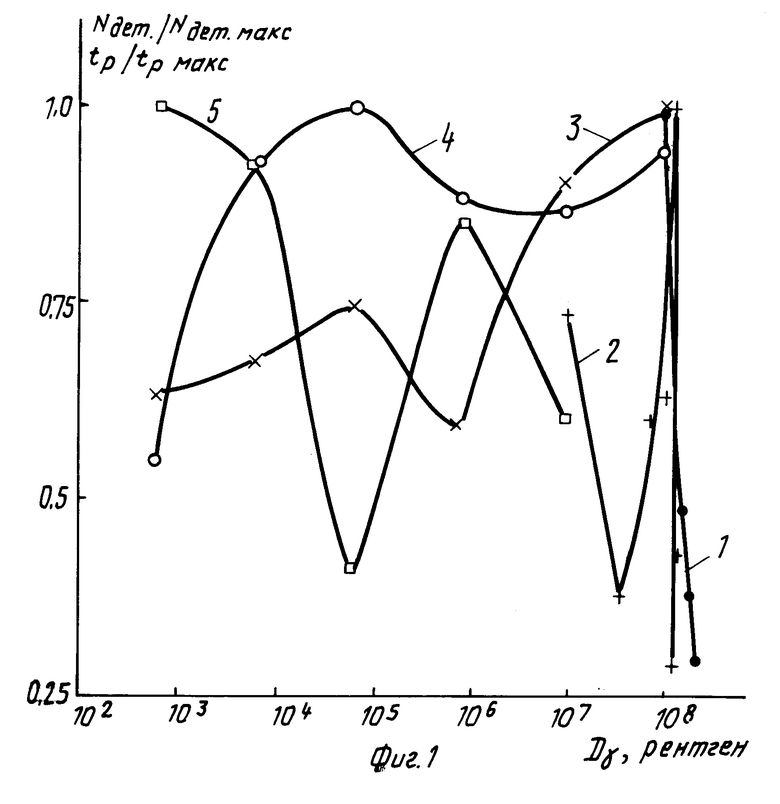
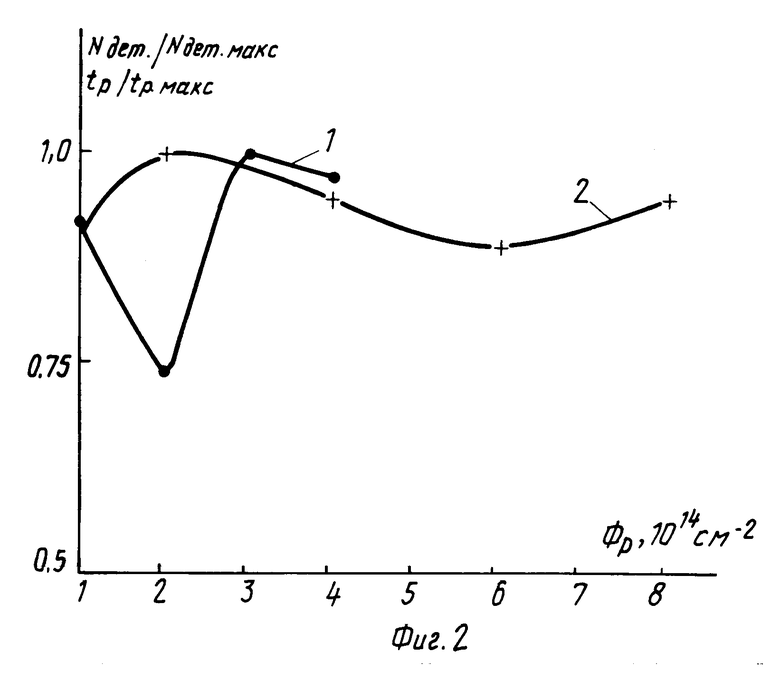
На фиг. 1 изображены дозовые зависимости времени работоспособности и срока службы режущих пластин из твердых сплавов МС 111, MC 146 и МС 1460, облученных γ-квантами; на фиг. 2 дозовые зависимости времени работоспособности и срока службы режущих пластин из твердых сплавов МС 111 и Т15К6, облученных протонами; на фиг. 3 дозовые зависимости времени работоспособности и срока службы режущих пластин из твердых сплавов МС 111 и Т15К6, облученных α-частицами.
Ниже приведены результаты испытаний режущего инструмента, подтверждающие справедливость формул (1), (3), (9) (примеры 1-4) и формул (14) и (15) (примеры 5-8).
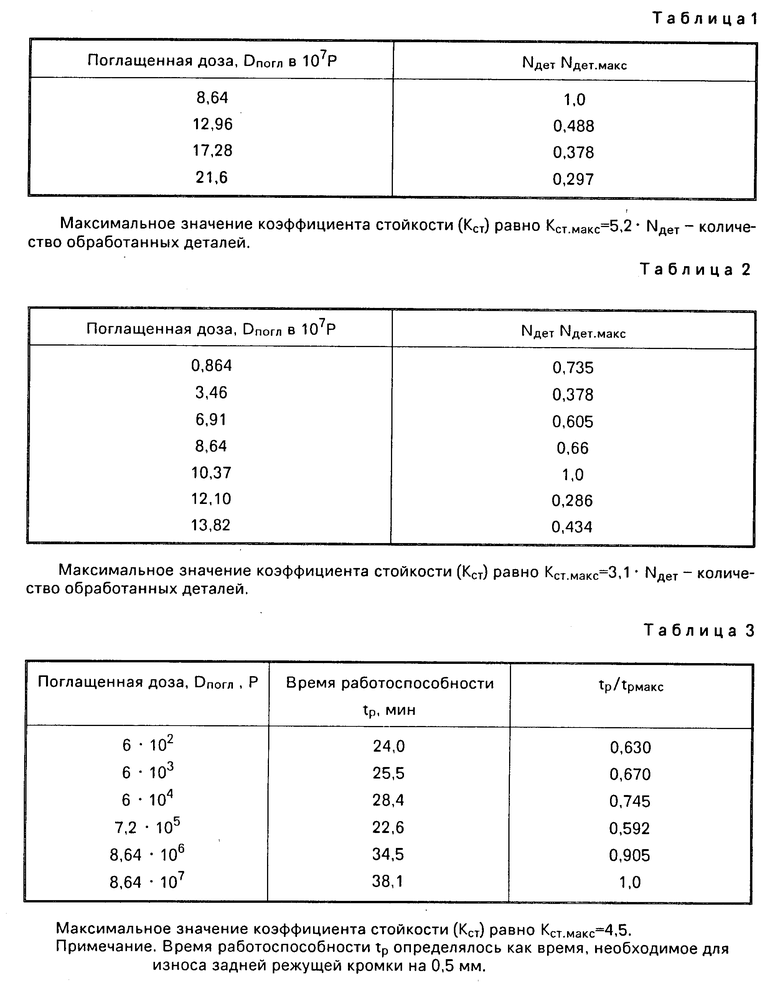
П р и м е р 1. В Люберецком производственном объединении "Завод им. Ухтомского" проведены испытания на срок службы режущих пластин, изготовленных из твердого сплава МС 111. Пластины были подвергнуты воздействию γ-излучения от природного источника Cs137 с энергией ≈0,5 МэВ. В первой серии опытов дозы варьировались в интервале ≈1,0˙108-2,5˙108 Р, а во второй в интервале ≈1,0˙107-1,4˙108 Р. Обрабатываемая деталь КРН03604, материал заготовок сталь 45 Г2. Обработка проводилась в цехе N21 на гидрокопировальном полуавтоматическом станке модели 473-4. Число оборотов шпинделя n=400 об/мин, скорость резания v=70 м/мин, подача s=0,53 мм/об, глубина резания t=2,5 мм. Зависимости нормированного срока службы (Nдет/Nдет.макс) от дозы облучения представлены в табл. 1 и 2 и на фиг. 1 (кривые 1 и 2). Максимуму обработанных деталей Nдет.макс соответствуют дозы ≈8,6˙107 Р (табл. 1 и кривая 1 фиг. 1) и ≈1,04˙108 Р (табл. 2 и кривая 2 фиг. 1).
П р и м е р 2. В Московском комбинате твердых сплавов (МКТС) проведены испытания на износостойкость режущих пластин, изготовленных из твердого сплава марки МС 111. Пластины были подвергнуты воздействию γ-излучения от природного источника Cs137 с энергией ≈0,5 МэВ и дозами от 6˙102 до ≈1,0˙ 108 Р. Обрабатываемый материал сталь 50. Обработка проводилась на станке модели 1М63. Скорость резания V составляла 180,215 и 220 м/мин, подача s=0,20 мм/об, глубина резания t=1,0 мм. Зависимость нормированного времени работоспособности (tp/tpмакс) от дозы облучения представлена в табл. 3 и на фиг. 1 (кривая 3). На кривой 3 наблюдаются два максимума: один соответствует дозе 6˙104 Р, второй дозе 8,6˙107Р.
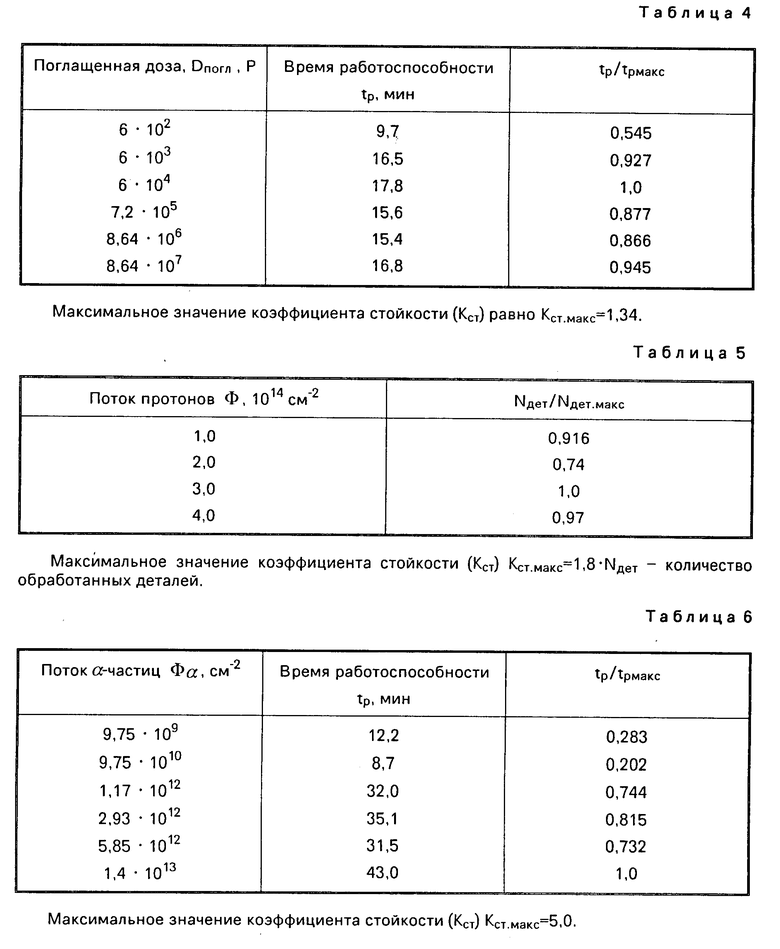
П р и м е р 3. В Московском комбинате твердых сплавов (МКТС) проведены испытания на износостойкость режущих пластин, изготовленных из твердого сплава марки МС 146. Пластины были подвергнуты воздействию γ-излучения от природного источника Cs137 с энергией ≈0,5 МэВ и дозами от 6˙102 до 1,0˙108 Р. Обрабатываемый материал сталь 50. Обработка проводилась на станке модели 1 М63. Скорость резания V составляла 140 м/мин, подача s=0,20 мм/об, глубина резания t= 1,0 мм. Зависимость нормированного времени работоспособности от дозы облучения гамма-квантами представлена в табл. 4 и на фиг. 1 (кривая 4). На кривой 4 наблюдается два максимума: один, соответствующий дозе 6˙104 Р, а другой дозе ≈8,6˙107 Р.
П р и м е р 4. В Люберецком производственном объединении "Завод им. Ухтомского" проведены испытания на срок службы пластин, изготовленных из твердого сплава МС 111. Пластины были облучены протонами на циклотроне НИИЯФ МГУ. Энергия протонов Е0=6,3 МэВ, поток Ф варьировался в интервале от 1˙1014 до 4˙1014 см-2. Условия испытаний были теми же, что и в примере 1. Зависимость нормированного срока службы от потока протонов представлена в табл. 5 и на фиг. 2 (кривая 1). На кривой 1 наблюдается максимум при Φ=3˙1014 см-2, однако и в точках Φ= 1˙1014 см-2 и Φ=4˙1014см-2 Nдет мало отличается от Nдет.макс.
Пользуясь данными, представленными в примерах 1-4, покажем справедливость формул (1)-(3), (9). Действительно, дозе Dγ=6˙104 Р, согласно (2), соответствует Φγмакс=2,4˙1014 фотонов/см3, а в примере 4 Φpмакс=3˙ 1014 см-2, т. е. расхождение между потоками γ-квантов и протонов, обеспечивающих максимум tp(Nдет) составляет 0,6˙1014 см-2. Если учесть, что дозы γ-излучения варьировалась через порядок, а значения потоков протонов через 1˙1014 см-2, необходимо констатировать очень хорошее совпадение значений Φγмакс и Φpмакс 20%
20%
В свою очередь, если подставить в формулу (9) значение 
 равное для твердого сплава МС 111 0,466, и значения Eo=6,3 МэВ, Φp=3˙1014cм-2 и Φp= 4˙1014 см-2 из примера 4, получаем D2γ=8,3˙107 Р (для Φp=3˙1014 см-2) и D2γ 1,11˙108 Р (для Φp=4˙ 1014 см-2). Напомним, что испытания дали D2≈ 8,6˙107 Р (примеры 1 и 2) и D2γ=1,04˙ 108 Р (пример 1).
равное для твердого сплава МС 111 0,466, и значения Eo=6,3 МэВ, Φp=3˙1014cм-2 и Φp= 4˙1014 см-2 из примера 4, получаем D2γ=8,3˙107 Р (для Φp=3˙1014 см-2) и D2γ 1,11˙108 Р (для Φp=4˙ 1014 см-2). Напомним, что испытания дали D2≈ 8,6˙107 Р (примеры 1 и 2) и D2γ=1,04˙ 108 Р (пример 1).
П р и м е р 5. В Московском комбинате твердых сплавов (МКТС) проведены испытания на износостойкость режущих пластин, изготовленных из твердого сплава марки МС 111. Пластины были подвергнуты облучению α-частицами от природного источника плутония (Pu238) c потоками от ≈1˙ 1010 см-2 до 1,4˙ 1013 см-2. Обрабатываемый материал сталь 50. Обработка проводилась на станке модели 1М63. Скорость резания V составляла 180, 215 и 220 м/мин, подача s=0,20 мм/об, глубина резания t=1,0 мм. Зависимость нормированного времени работоспособности (tp/tpмакс) от величины потока α-частиц представлена в табл. 6 и на фиг. 3 (кривая 1). Максимальное значение tp наблюдается на крае интервала Φαпри Φα=1,4˙ 1013 см-2.
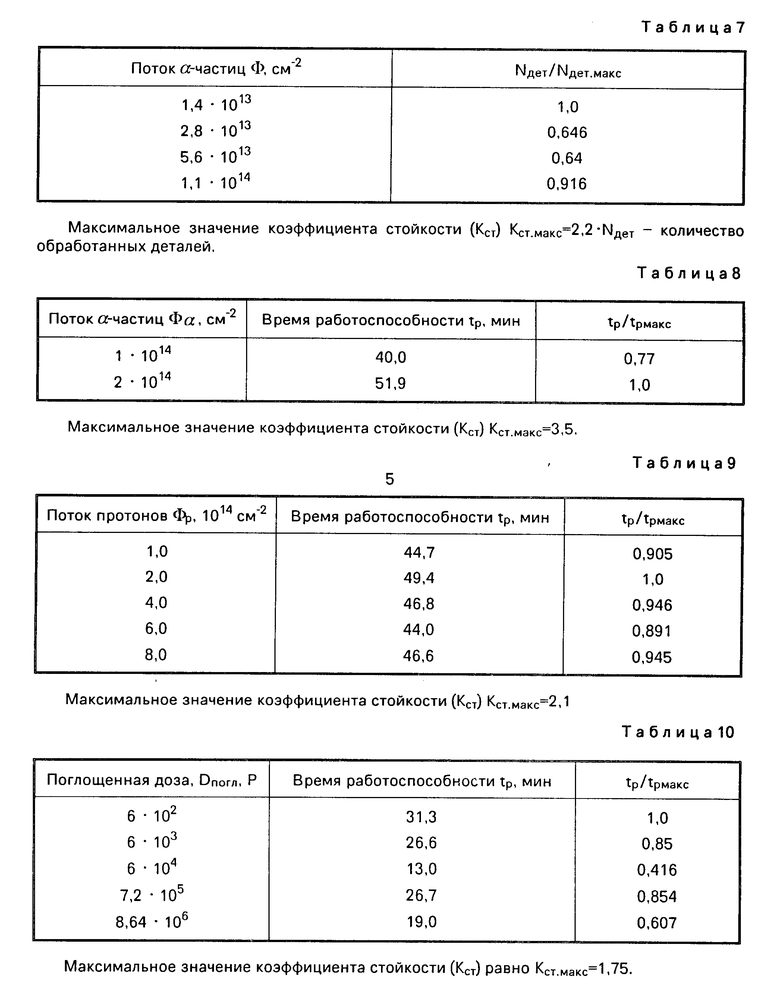
П р и м е р 6. В Люберецком производственном объединении "Завод им. Ухтомского" проведены испытания на срок службы режущих пластин, изготовленных из твердого сплава МС 111. Пластины были подвергнуты облучению α-частицами от природного источника плутония (Pu238) c энергией ≈5 МэВ и потоками от 1,4˙1013 до 1,1˙1014 см-2. Обрабатываемая деталь КРН03604, материал заготовок сталь 45 Г2. Обработка проводилась в цехе N 21 на гидрокопировальном полуавтоматическом станке модели 473-4. Скорость резания V составляла 70 м/мин, подача s=0,53 мм/об, глубина резания t=2,5 мм. Зависимость нормированного срока службы (Nдет/Nдетмакс) от величины потока α-частиц представлена в таблице 7 и на фиг. 3 (кривая 2). На кривой 2 наблюдаются два максимума: один при Φα=1,4˙1013 см-2, а второй при Φα=1,1˙1014 см-2.
П р и м е р 7. В Московском комбинате твердых сплавов (МКТС) проведены испытания на износостойкость пластин, изготовленных из твердого сплава марки Т15К6. Пластины были подвергнуты облучению -частицами на циклотроне НИИЯФ МГУ. Энергия α-частиц составляла 25 МэВ, а значения потока Φ равнялось Φα1= 1˙1014 см-2 и Φα2=2 ˙1014 см-2. Обрабатываемый материал сталь 50. Обработка проводилась на станке модели 1М63. Скорость резания составляла 210 м/мин, подача s=0,20 мм/об, глубина резания t=1,0 мм. Результаты испытаний представлены в табл. 8 и на фиг. 3 (кривая 3). Очевидно, что облучение с Φα2=2˙1014 см-2обеспечивает большую величину времени работоспособности tp.
П р и м е р 8. В Московском комбинате твердых сплавов (МКТС) проведены испытания на износостойкость режущих пластин, изготовленных из твердого сплава марки Т15К6. Пластины были облучены протонами на циклотроне НИИЯФ МГУ. Энергия протонов Epo= 6,4 МэВ, поток Φ варьировался в интервале от 1˙1014 до 8˙1014 см-2. Условия испытаний были теми же, что и в примере 7. Зависимость нормированного времени работоспособности от потока протонов представлена в табл. 9 и на фиг. 2 (кривая 2). Максимум tp наблюдается при Φp=2 ˙1014 см-2, однако tp в других точках очень мало отличается от tpмакс.
Сопоставляя результаты испытаний, представленных в примерах 5-8, с формулами (14) и (15), приходим к выводу, что экспериментальный энергетический максимум (МС 111, Φα=1,4 ˙1013 см-2, примеры 5 и 6) незначительно отличается от расчетного (Φ p= 3˙1014 см-2 в примере 4 и, согласно (14), Φα= 1,9˙1013 см-2). Корпускулярный максимум (формула (15)), наблюдаемый при Φα= 1,1˙1014 см-2 (МС 111, пример 6) и Φα=2 ˙1014 см-2 (Т15К6) пример 7) совпадает со значениями Φ p= 1˙ 1014 см-2(МС 111, пример 4) и Φ p=2˙ 1014 cм-2 (Т15К6, пример 5).
Поскольку основные формулы, полученные теоретически, подтверждаются результатами испытаний, появляется возможность установить связи между потоками γ-квантов и α-частиц. Действительно, из формул (1) и (15) сразу находим, что
Φγ=Φα (16)
или
Dγ(p)=5˙10-10E (МэВ)Φα (17)
Аналогично, из формул (4), (5), (9), и (14) получаем
Dγ(p) 1,5·10-6 16
16
 Φα
Φα
2,4·10-5 Φα
Φα
(18)
Очевидно, что из (18) сразу же следует обратное соотношение
Φα 4,17·104
 Dγ
Dγ
(19)
Выражения (16)-(19), как приведенные ранее выражения (1)-(3) и (9) имеют эвристическую ценность, т.е. они позволяют найти оптимальные режимы облучения одним из видов ионизирующей радиации, если известны оптимальные режимы другого ее вида.
Применим формулу (19) к случаю облучения α-частицами карбида титана, для чего рассмотрим следующий пример.
П р и м е р 9. В Московском комбинате твердых сплавов (МКТС) проведены испытания на износостойкость режущих пластин, изготовленных из твердого сплава марки МС 146 с покрытием из карбида титана (МС 1460). Пластины были подвергнуты воздействию γ-излучения от природного источника Cs137 с энергией ≈0,5 МэВ и дозами от 6˙ 102 до ≈1,0˙ 107 Р. Обрабатываемый материал сталь 50. Обработка проводилась на станке модели 1 М63. Скорость резания V составляла 150 м/мин, подача s=0,20 мм/мин, глубина резания t=1,0 мм. Зависимость нормированного времени работоспособности от дозы облучения γ-квантами представлена в табл. 10 и на фиг. 1 (кривая 5). На кривой 5, как и на кривых 3 и 4 наблюдаются два максимума, но их энергетическое положение смещается влево поглощенные дозы уменьшаются на два порядка: D1=6 ˙ 102 Р, D2=7,2 ˙ 105 Р.
Очевидно, что уменьшение доз поглощения, при которых наблюдаются максимумы времени работоспособности tp, на два порядка объясняется тем, что энергия затрачивается лишь на изменение свойств пленки и переходного слоя, толщина которых на несколько порядков меньше толщины пластины.
В связи с тем, что, как следует из табл. 10, при D=6˙ 103 Р, tp=0,85 tpмакс, в качестве рабочего диапазона доз облучения целесообразно принять интервал 6˙ 102 -6˙ 103 Р. Пользуясь формулами (2), (15) и (19), найдем эквивалентный интервал потоков α-частиц. Для TiC  xi
xi 0,48 и для Eoα=5 МэВ формула (19) дает, что Φα=2˙ 1011-2˙1012 см-2, а формулы (2) и (15), что Φα= 2,4˙1012-2,4˙1013 см-2. Таким образом, как и в примерах 5-8, наименьшее значение для Φα дает условие энергетического максимума, а наибольшее условие квантово-корпускулярного максимума.
0,48 и для Eoα=5 МэВ формула (19) дает, что Φα=2˙ 1011-2˙1012 см-2, а формулы (2) и (15), что Φα= 2,4˙1012-2,4˙1013 см-2. Таким образом, как и в примерах 5-8, наименьшее значение для Φα дает условие энергетического максимума, а наибольшее условие квантово-корпускулярного максимума.
Интервал 1,2˙1012-2,4˙1013 см-2 перекрывался нашими экспериментальными результатами, представленными в примере 5, и не внушает каких-либо сомнений. Таким образом, эвристическую ценность имеет лишь интервал Φα=2˙ 1011-1,2˙ 1012 см-2. Мы планируем в ближайшее время провести испытания в этом интервале Φα и о результатах сообщить в НИИГПЭ.
Очевидно, что предлагаемый способ применим к износостойком покрытиям, изготовленным из других материалов, например нитрида титана TiN, карбонитрида титана TiCN, двуокиси алюминия Al2O3 и т.п.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТВЕРДЫХ СПЛАВОВ НА ОСНОВЕ МОНОКАРБИДА ВОЛЬФРАМА | 1993 |
|
RU2047667C1 |
| СПОСОБ ОБРАБОТКИ РЕЖУЩИХ ПЛАСТИН ИЗ ТВЕРДЫХ СПЛАВОВ НА ОСНОВЕ МОНОКАРБИДОВ ВОЛЬФРАМА | 1993 |
|
RU2056974C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТВЕРДЫХ СПЛАВОВ | 1993 |
|
RU2083330C1 |
| СПОСОБ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА | 1993 |
|
RU2066596C1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ЗАГОТОВОК | 1993 |
|
RU2043869C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТВЕРДОГО СПЛАВА | 1993 |
|
RU2057619C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТВЕРДОСПЛАВНОГО МАТЕРИАЛА | 1993 |
|
RU2082801C1 |
| СПОСОБ ОБРАБОТКИ РЕЖУЩИХ ПЛАСТИН | 1993 |
|
RU2067919C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОКРЫТИЙ | 1995 |
|
RU2096519C1 |
| СПОСОБ РАДИАЦИОННОЙ ОБРАБОТКИ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА ОСНОВЕ КАРБИДА И НИТРИДА ТИТАНА | 2002 |
|
RU2225459C2 |
Использование: в машиностроении, в частности в способе обработки изделий из твердых сплавов, преимущественно холодной и горячей обработкой. Сущность изобретения: для увеличения износостойкости режущих пластин инструмента, предупреждения возникновения остаточной радиоактивности на пластину наносят износостойкое покрытие с последующей обработкой потоками α частиц высоких энергий в интервале от 2·1011 до 2,4·1013 см-2 3 ил. 10 табл.
СПОСОБ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ТВЕРДЫХ СПЛАВОВ на основе монокарбида вольфрама путем воздействия ионизирующей радиации, отличающийся тем, что на пластину монокарбида вольфрама наносят износостойкое покрытие, а последующую обработку ведут потоками α -частиц высоких энергий в интервале 2 · 1011 2,4 · 1013 см-2.
| Ж | |||
| Способ приготовления консистентных мазей | 1919 |
|
SU1990A1 |
