эо м
X
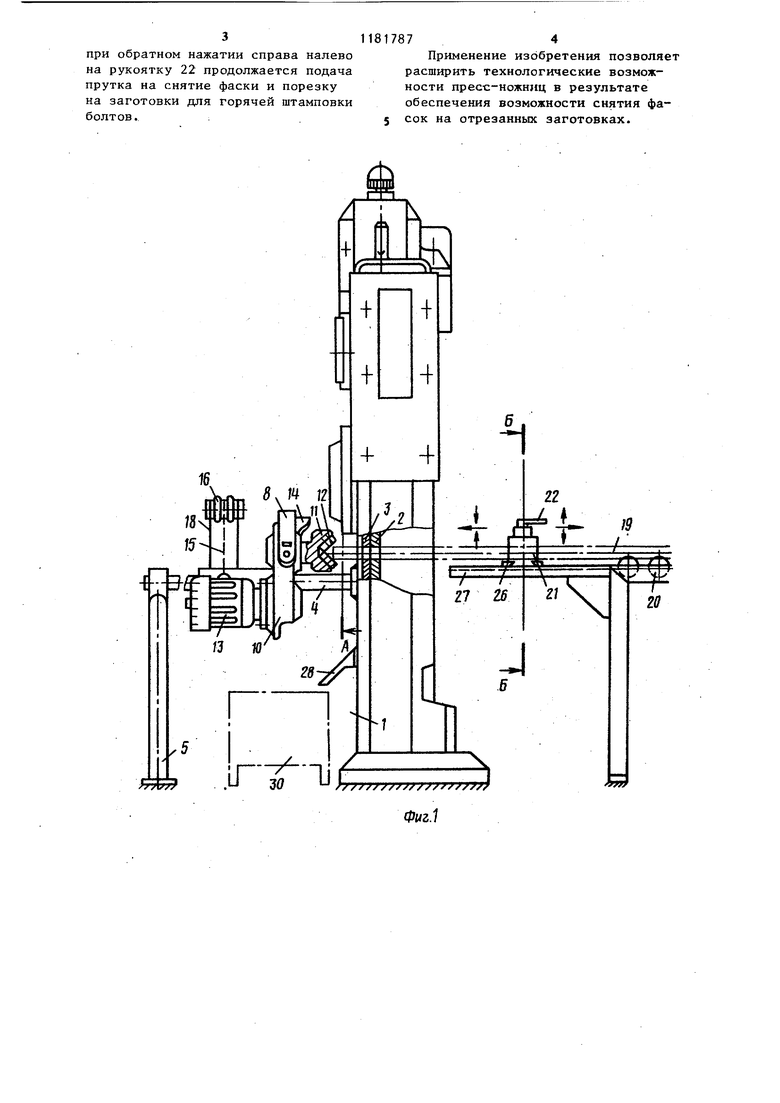
ч 1 Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для резки круглого проката. Цель изобретения - расширение те нологических возможностей прессножниц путем обеспечения возможности снятия фасок на отрезанных заготовках. На фиг. 1 изображены пресс-ножницы, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - стадии удале ния отрезаемой заготовки. I Б основании 1 пресс-ножниц вмонтированы неподвижный 2 и подвижный 3 ножи, режущие кромки которых образованы сквозными отверстиями, под ранными по диаметру отрезаемого прутка. К основанию 1 прикреплен торец мерительной штанги 4, поддерживаемый с другого конца стояком 5. На штанге 4 посредством винта 6 (фиг. 2) зафиксирован кронштейн 7, жестко соединенньй со скобой 8 с осью шарниров 9, наклоненной к горизонтали на 45 в связи с ходом подвижного ножа в вертикальной плос кости на угол 45° вперед и вниз от первоначального положения. По оси шарниров 9 в скобе 8 шарнирно установлен корпус, несущий узел привода 10 (фиг. 1 и 2), содержащий рабочий орган - резцовую головку 11,установленную на расстоянии от левой плоскости ножа 2, равном длине отр заемой из прутка заготовки, и осна щенную резцами 12, выставленнь1ми дл снятия фаски на угол 45 к оси отверстий ножей, и электродвигатель 13. Первоначальное положение узла привода относительно скобы 8 обесп чивается контактом последней с упором 14 под воздайствием момента ма сы электродвигателя 13, ушко которого канатом 15 через блок 16 соединено с противовесом 17 (фиг. 2). Последний-закрыт в стволе 18, жест прикрепленном к кронштейну.7 и составляющем опору для оси блока 16. М мент, создаваемый относительно оси шарниров 9 массой электродвигателя 13, превышает момент относительно той же оси от противовеса 17, но меньше суммарного момента последнего и усилия нажатия отрезаемой за готовки на резцовую головку 11 при следовании подвижного ножа вниз 72 (фиг. 1). Осевая подача прутка 19 в отверстия ножей по рольгангам 20 производится эксцентриковыми тисками (фиг. 1 и 3), губки 21 которых зажимают пруток 19 при нажатии на рукоятку 22 в сторону узла резки и разжимаются при противоположном нажатии, как показано стрелками на фиг. 1, за счет эксцентриситета S (фиг. 3), вьтолненного на бобышке 23 одной из колонок 24 и изменяющего размер между губками 21 при вращении рукоятки 22 через шарнирную тягу 25. Поперечный ход губок 21 и продольный ход тисков относительно ножниц происходит в направляющих типа ласточкина хвоста и 26 и 27. К основанию (фиг. 1) прикреплен склиз 28, обеспечивающий падение отрезанных заготовок 29 (фиг. 4) в тару 30 (фиг. 1). Устройство работает следующим образом. Пресс-ножницы 1 включаются на режим работы в автоматическом цикле, параллельно включается на постоянное вращение резцовой головки 11 электродвигатель 13. Пруток 19 проводится сквозь губки 21 (фиг. 3) тисков, находящихся в исходном крайнем правом положении, до входа его конца в отверстие неподвижного ножа 2 (фиг. 1). Нажатием справа налево на рукоятку 22 тисков торец прутка подается сквозь отверстия ножей 2 и 3 до упора в резцовую головку 11, при этом постоянно вращающиеся резцы 12 снимают фаску на торце прутка 19, а отрезаемая заготовка 29 (фиг. 4), следуя за подвижным ножом 3 вперед и вниз, нажатием отклоняет резцовую головку 11 на шарнире 9 в положение, прорисованное штрихом, до момента выхода торца с фаской за пределы резцовой головки, после чего отрезанная заготовка по склизу 28 (фиг. 1) падает в тару 30, а резцовая заготовка 11 возвращается в исходное положение под воздействием момента от массы электродвигателя 13. Следует осевая подача справа налево прутка 19, и цикл повторяется. При подходе эксцентриковых тисков к концу направляющей 27 противоположным нажатием .слева направо на рукоятку 22 они выводятся в исходное положение, пропуская пруток 19 между разъятыми губками, и 3 при обратном нажатии справа налево на рукоятку 22 продолжается подача прутка на снятие фаски и порезку на заготовки для горячей штамповки болтов. 11817874 Применение изобретения позволяет расширить технологические возможности пресс-ножшщ в результате обеспечения возможности снятия фасок на отрезанных заготовках.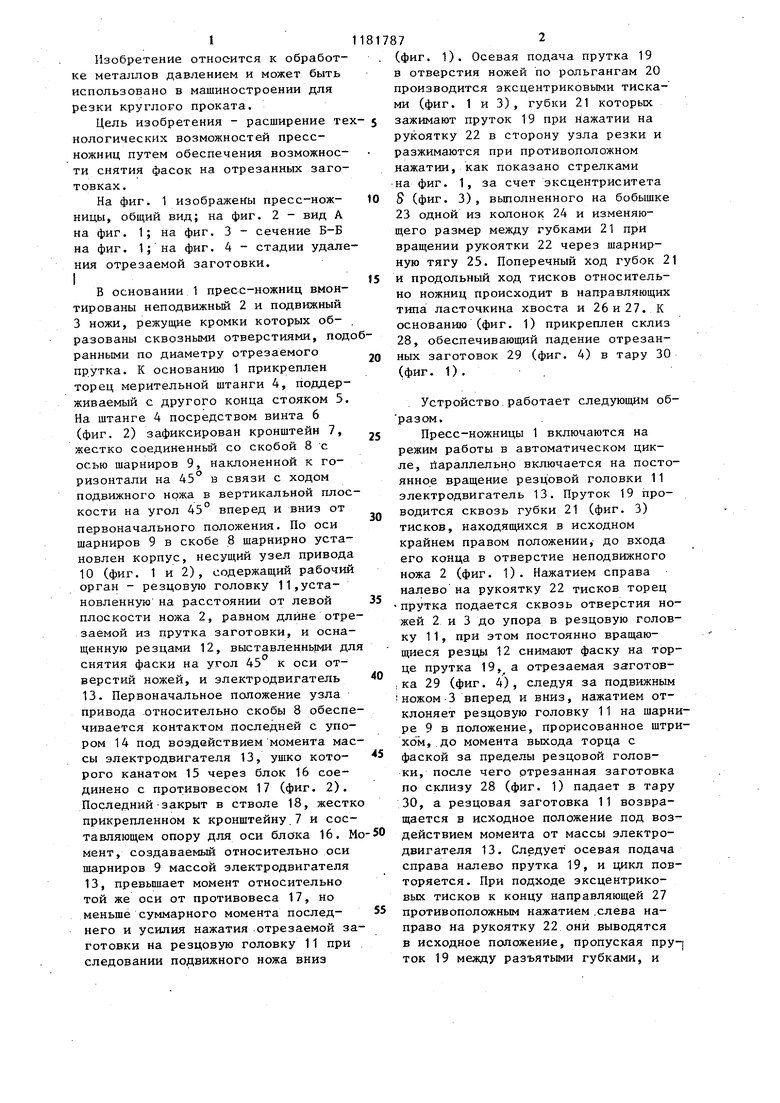
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический станок для подрезки торцов и снятия фасок | 1982 |
|
SU1034843A1 |
| Пресс-ножницы | 1981 |
|
SU984729A1 |
| Ножницы для резки проката на мерные заготовки | 1984 |
|
SU1183308A1 |
| Кривошипные ножницы для резки заготовок | 1983 |
|
SU1133048A2 |
| Автоматический станок для подрезки торцов и снятия фасок | 1985 |
|
SU1355359A2 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| НОЖНИЦЫ СОРТОВЫЕ ДЛЯ РЕЗКИ ПРОФИЛЕЙ | 1996 |
|
RU2118236C1 |
| Ножницы для резки сортового проката | 1978 |
|
SU795760A2 |
| Ножницы для резки пруткового материала | 1977 |
|
SU745355A3 |
| Штамп для резки пруткового материала | 1987 |
|
SU1418003A1 |
ПРЕСС-НОЖНИЦЫ, содержащие поданлций рольганг, механизм зажима проката, узел резки, штангу с закрепленными на ней кронштейнами и упор, смонтированный на кронштейне, отличающиеся тем, что. с целью расширения технологических возможностей путем обеспечения возможности снятия фасок на отрезанных заготовках, упор выпсшнен в виде корпуса, шарнирно смонтированного на кронштейне, резцовой головки с приводом ее вращения, установленной на корпусе, блока, закрепленного на кронштейне, и противовеса, связанного гибкой связью с корпусом через блок. 2. Пресс-ножницы по п.1, о т личающиеся тем что механизм зажима проката выполнен в виде эксцентриковых тисков, установiS ленных на подающем рольганге.
| 0 |
|
SU374131A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
