Изобретение относится к деревообрабатывающей промышленности при производстве малоэтажных строений из спрессованных деталей.
Цель изобретения - повышение теплостойкости малоэтажных строений за счет формирования пространственных стыковых плоскостей деталей.
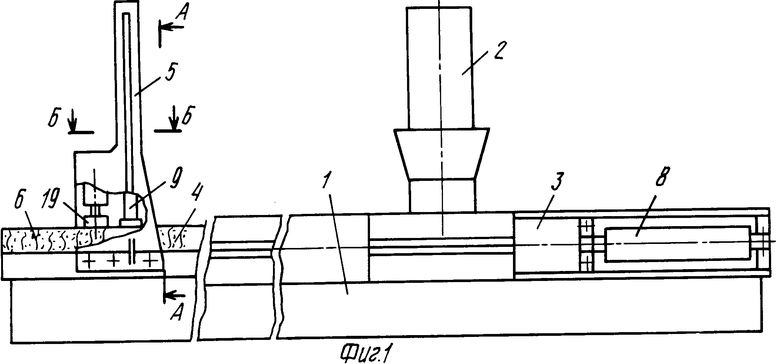
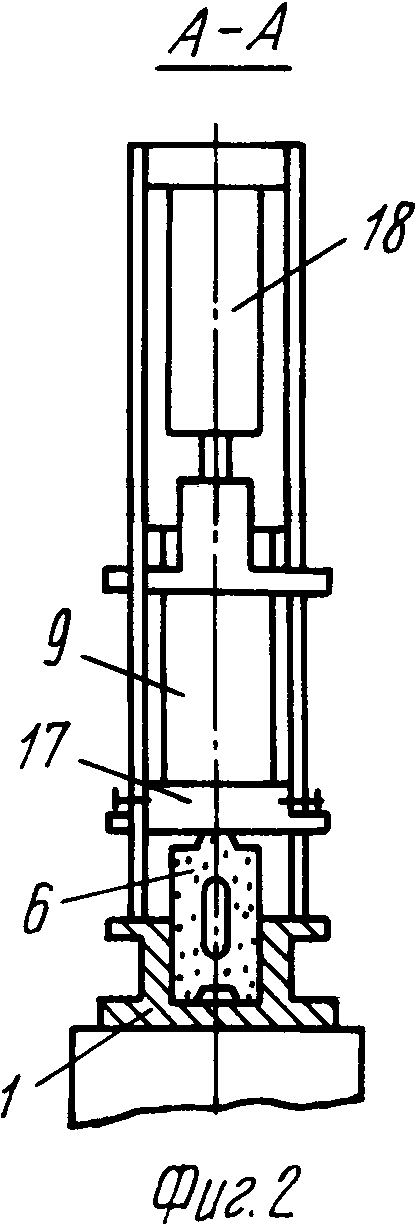
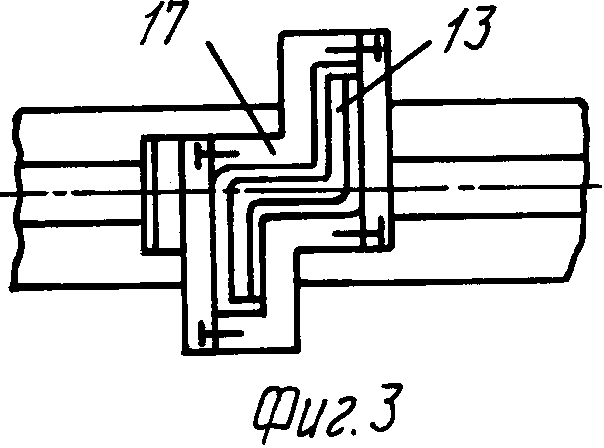
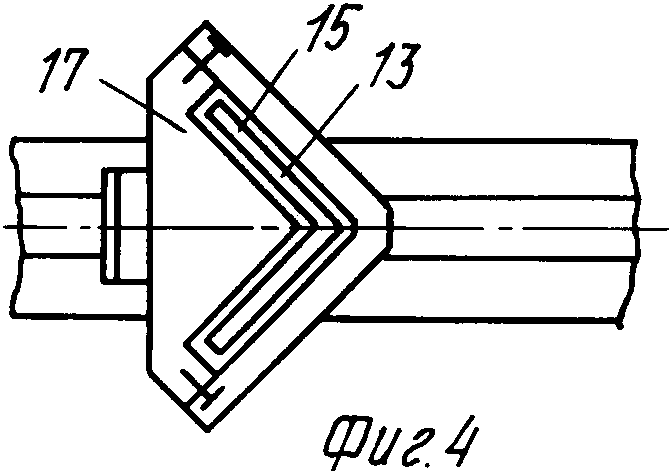
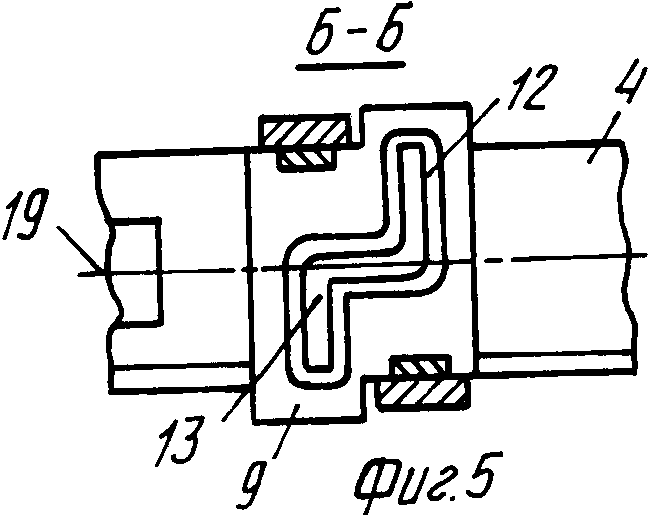
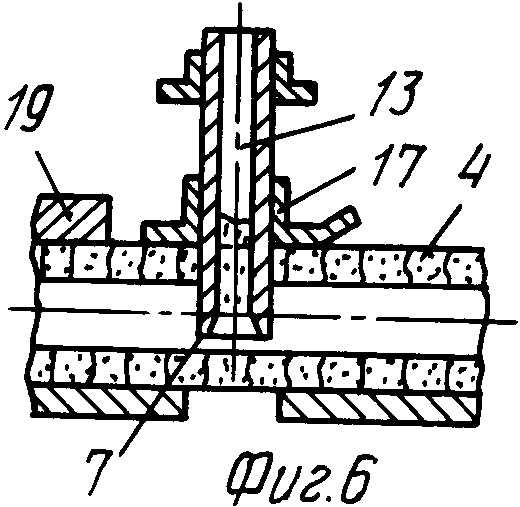
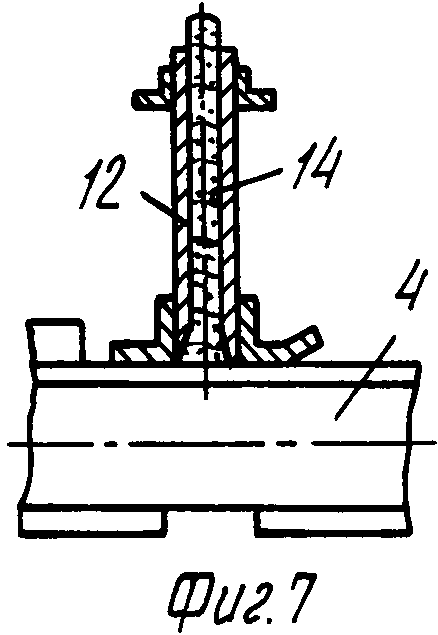
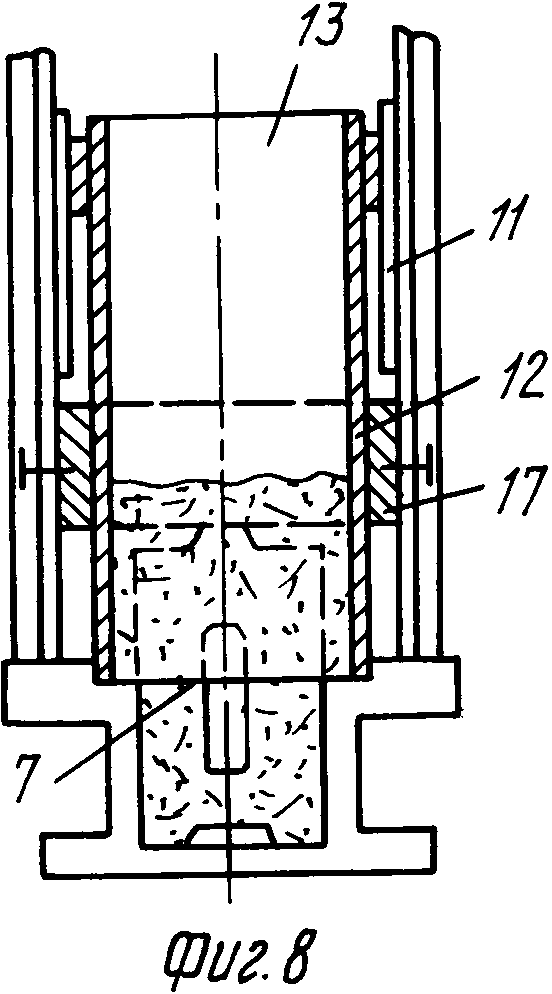
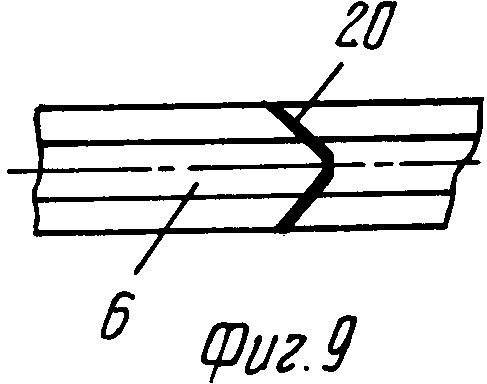
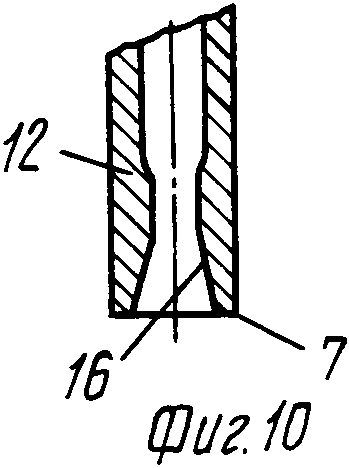
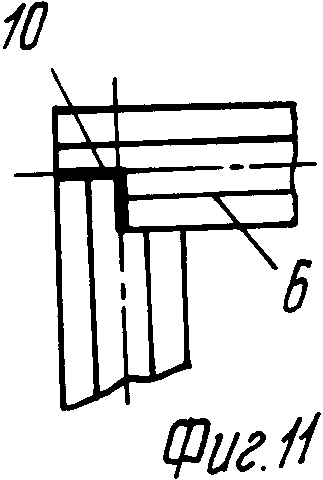
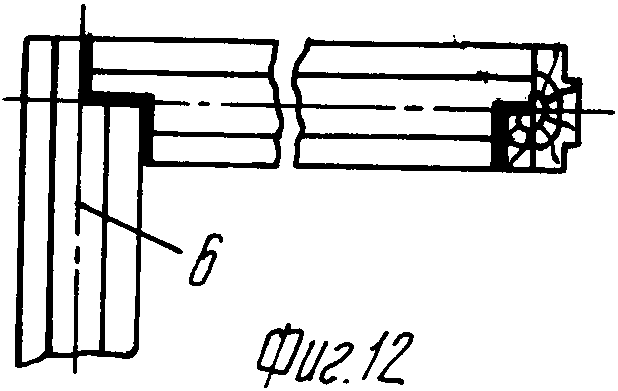
На фиг. 1 показана линия; на фиг. 2 - приспособление формирования пространственных стыков, сечение А-А на фиг. 1; на фиг. 3 - формообразователь с угловым отводным каналом; на фиг. 4 - формообразователь с клиновым отводным каналом; на фиг. 5 - формообразователь с нижним ограничителем и отводным каналом, сечение Б-Б на фиг. 1; на фиг. 6 - процесс деления заготовок на детали; на фиг. 7 - вывод пресс-массы по каналу при повторном делении заготовки; на фиг. 8 - формообразователь с поперечными режущими кромками; на фиг. 9 - клиновое соединение деталей при кладке стен; на фиг. 10 - выводной канал с заходными фасками и с расширением по высоте; на фиг. 11 - угловое соединение деталей при кладке стен; на фиг. 12 - соединение деталей с оконными и дверными коробками.
Линия включает кинематически взаимосвязанные между собой на раме 1 узлы подачи 2 пресс-массы, прессования 3 непрерывной заготовки 4, деления 5 заготовки на комплекты деталей 6 с режущими кромками 7 и привод 8. Линия снабжена размещенным на узле 5 деления приспособлением 9 формирования тепловых пространственных стыков 10, которое выполнено в виде вертикально установленных на раме 1 направляющих 11 с подвижным формообразователем 12, при этом последний выполнен с внутренним отводным каналом 13 выдавленной пресс-массы 14 и расположенными по периметру 15 канала 13 заходными фасками 16, причем отводной канал 13 выполнен по высоте расширенным, а формообразователь 12 имеет закрепленный на реме контурный ограничитель 17, формообразователь 12 имеет гидроцилиндр 18 и передний зажим 19. На деталях 6 сформированы клиновые 20 и угловые 21 стыки.
Линия работает следующим образом.
Узел 2 подает пресс-массу в узел 3, который с помощью привода 8 прессует непрерывную многопорционную заготовку 4. Узел 5 производит деление этой заготовки на комплектные детали 6. Формообразователь 12 приспособления 9 с помощью гидроцилиндра 18 производит деление многопорционной заготовки 4 на детали 6 с пространственными стыками 10. Деление осуществляется за счет разрушения параллельными режущими кромками 7 хрупкого связующего и мелких древесных частиц, причем поперечные режущие кромки 7 производят резание связующего вдоль спрессованных древесных частиц или между порциями заготовки 4, т.е. деление этой заготовки осуществляется в основном без перерезания древесных частиц (фиг. 3). Режущие кромки 7 формообразователя 12, показанного на фиг. 4, производят перерезание древесных частиц, что может влиять на качество формирования стыков 10, но оно формирует клиновое соединение 20 деталей 6. При делении заготовки 4 сила давления за счет заходных фасок 16 вдавливает разрушенную пресс-массу во внутренний отводной канал 13, а режущие кромки 7 формируют стыки 10 в комплектных деталях 6, а расширение канала 13 по высоте снижает трение при перемещении выдавленной пресс-массы 14. Ограничитель 17 предохраняет режущие кромки 7 формообразователя 12 от деформаций при первоначальном делении заготовки 4, а зажим 19 предохраняет деталь 6 от осевого перемещения при делении заготовки 4, и это способствует более качественному формированию стыка 10. Из деталей 6 с клиновыми 20 и угловыми 21 стыками складывают стеновые комплекты малоэтажных строений (фиг. 9, 11 и 12).
Использование: деревообрабатывающая промышленность, в частности оборудование для выпуска комплектов деталей. Сущность изобретения: линия снабжена приспособлением формирования пространственных стыков, которое выполнено в виде направляющих с подвижным формообразователем, имеющим внутренний отводной канал с заходными фасками. 12 ил.
ЛИНИЯ ИЗГОТОВЛЕНИЯ КОМПЛЕКТОВ СТЕНОВЫХ ПРЕССОВАННЫХ ДЕТАЛЕЙ МАЛОЭТАЖНЫХ СТРОЕНИЙ, включающая кинематически взаимосвязанные между собой на раме узлы подачи прессмассы, прессования непрерывной заготовки, деления ее на комплекты деталей с режущими кромками, и привод, отличающаяся тем, что, с целью повышения теплостойкости малоэтажных строений за счет формирования пространственных стыковых плоскостей деталей, линия снабжена размещенным на узле деления непрерывной заготовки приспособлением формирования пространственных стыков, которое выполнено в виде вертикально установленных на раме направляющих с подвижным формообразователем, при этом последний выполнен с внутренним отводным каналом выдавленной прессмассы и расположенными по периметру канала внутренними заходными фасками, причем отводной канал выполнен по высоте расширенным, а формообразователь имеет закрепленный на раме контурный ограничитель.
| Устройство для изготовления прессованных брусьев | 1987 |
|
SU1449345A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
