Изобретение относится к деревообрабатывающей промышленности.
Цель изобретения - повышение качества прессованных деталей за счет снижения плотности в нижней части брикета.
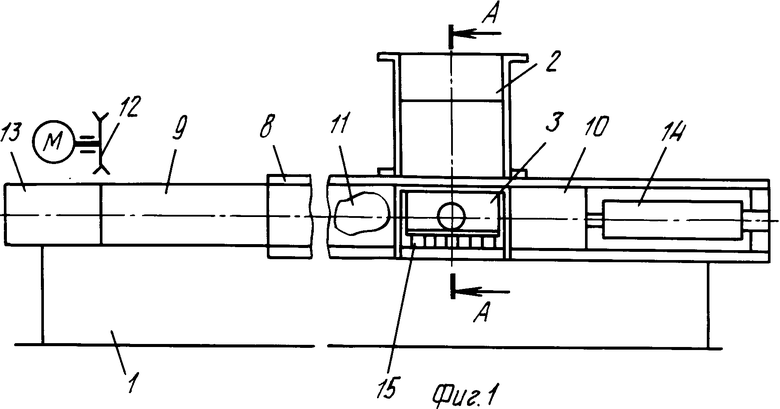
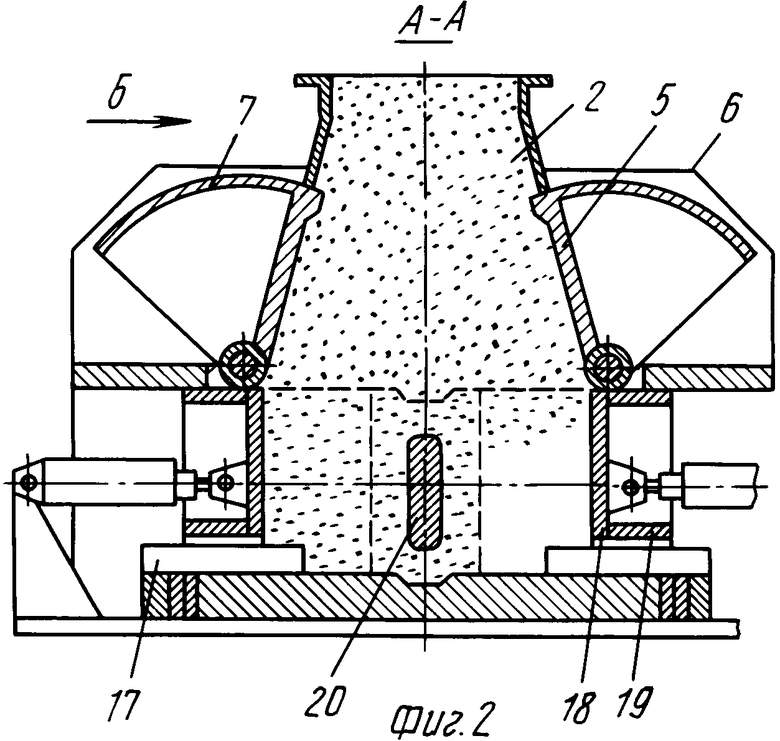
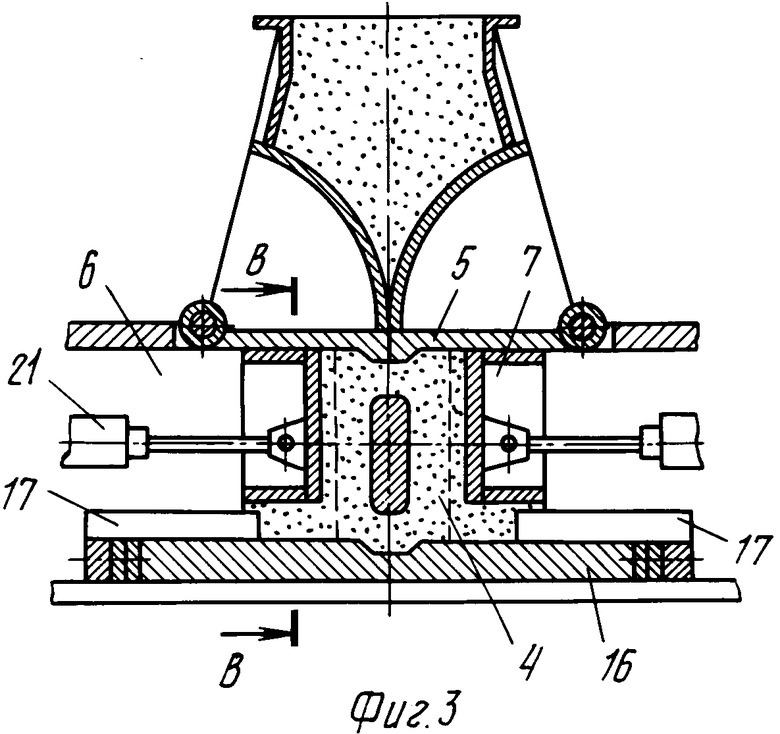
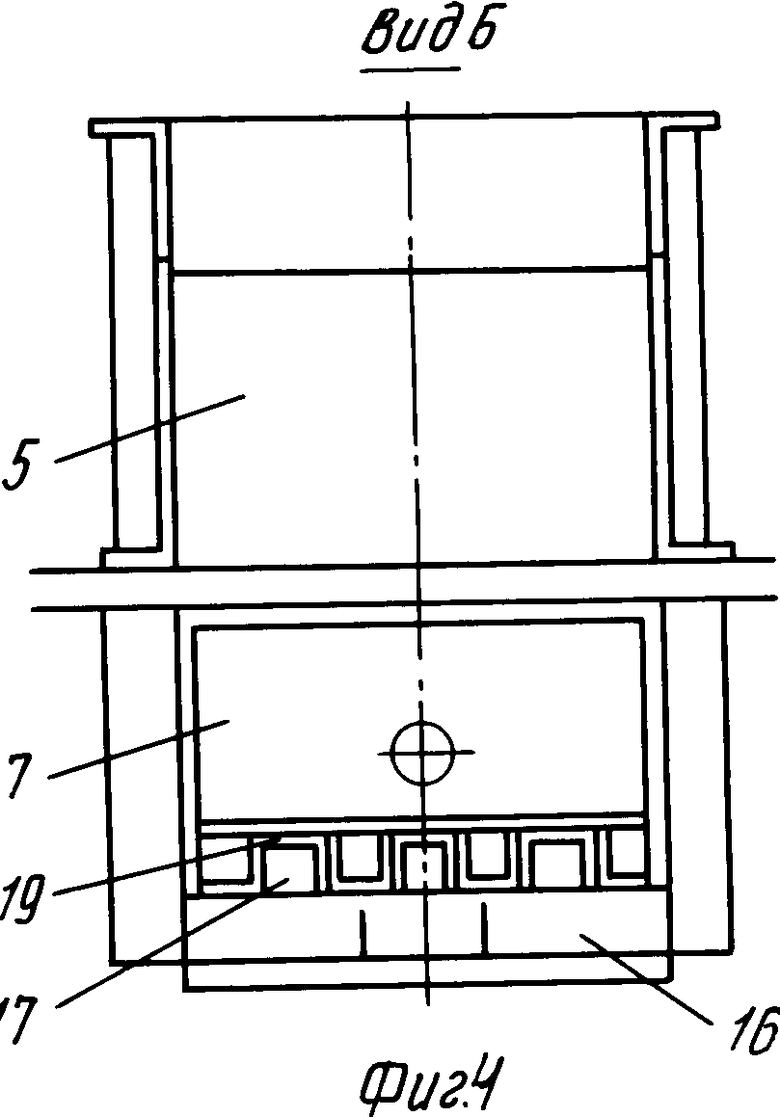
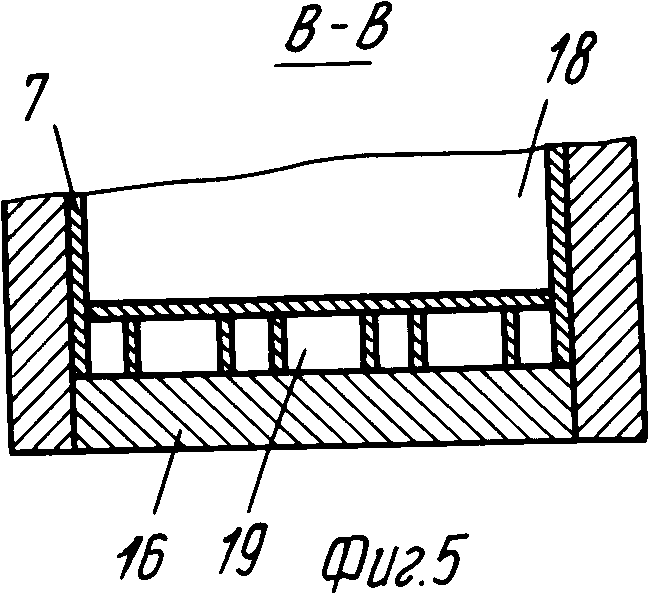
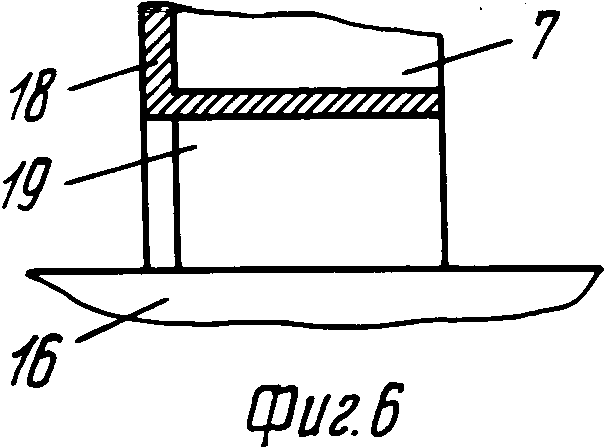
На фиг. 1 показано устройство; на фиг.2 - узел формирования брикета с приспособлением перераспределения пресс-массы, сечение А-А на фиг.1; на фиг. 3 - процесс формирования брикета; на фиг.4 - узел формирования с приспособлением, вид по стрелке Б на фиг.2; на фиг.5 - толкатель с зубчатой пластиной и приемником, сечение В-В на фиг.3; на фиг.6 - приемник избыточной массы.
Устройство включает смонтированные на раме 1 узлы подачи 2 пресс-массы, формирования 3 брикета 4 с шарнирными верхними подпрессовщиками 5, боковыми приемными камерами 6 и толкателями 7, прессования 8 непрерывной заготовки 9 с пуансоном 10 и каналом 11, разделения 12 заготовки 9 на детали 13 и привод 14. Устройство снабжено размещенным на узле 3 формирования брикета 4 приспособлением 15 перераспределения пресс-массы, которое выполнено в виде закрепленных на дне 16 боковых приемных камер 6, съемных дозаторов 17 пресс-массы и смонтированных на толкателях 7 съемных зубчатых пластин 18 с приемниками 19 избыточной пресс-массы. Дозаторы 17 размещены внутри приемников 19. Пуансон 10 имеет пустотообразователь 20. Толкатели 7 имеют силовые цилиндры 21.
Устройство работает следующим образом.
Смонтированный на раме 1 узел 2 подает пресс-массу в приемные камеры 6 узла 3 формирования, при этом закрепленные на дне 16 съемные дозаторы 17 регулируют количество поступления пресс-массы в камеры 6 (фиг.2). Подпрессовщики 5 за счет одновременного поворота захватывают дополнительные порции пресс-массы в узле 2 и подают их в камеры 6, производя верхнее подпрессовывание массы в камерах. Боковые толкатели 7 с помощью силовых цилиндров 21 одновременно перемещают в камерах 6 подпрессованную массу к пустотообразователю 20 и производят формирование брикета 4. Избыточная пресс-масса при этом входит за счет давления зубчатой пластины 18 внутрь приемников 19, снижается плотность брикета в его нижней части, и таким образом достигается равномерная плотность по всему сечению брикета 4 (фиг. 3). Плотность брикета можно регулировать за счет продольного перемещения дозаторов или изменением размеров зубьев пластин 18 толкателей 7. Пуансон 10 с помощью привода 14 перемещает брикет 4 из узла 3 формирования в канал 11 узла 8, где происходит порционное прессование непрерывной заготовки 9. Силовые цилиндры 21 отводят толкатели 7 в исходное положение и поднимают подпрессовщики 5 для приема следующей порции пресс-массы (фиг.2), при этом дозаторы 17 выталкивают из приемников 19 избыточную массу. Узел 12 разрезает заготовку на мерные детали 13.
Применение предлагаемого устройства позволяет повысить качество прессованных деталей за счет снижения плотности в нижней части брикета путем дозирования массы в нижних частях камер и удаления из зоны подпрессовки избыточной пресс-массы.
Использование: деревообрабатывающая промышленность, производство прессованных деталей. Сущность изобретения: устройство включает узлы подачи пресс-массы, формирования брикета с шарнирными верхними подпрессовщиками, боковыми приемными камерами. Приспособление перераспределения пресс-массы выполнено в виде съемных дозаторов, зубчатых пластин с приемниками избыточной пресс-массы. 6 ил.
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕССОВАННЫХ ПРОФИЛЬНЫХ ДЕТАЛЕЙ, включающее смонтированные на раме узлы подачи прессмассы, формирования брикета с шарнирными верхними подпрессовщиками, боковыми камерами и толкателями, прессования непрерывной заготовки с пуансоном и каналом, разделения заготовки на детали и привод, отличающееся тем, что, с целью повышения качества прессованных деталей за счет снижения плотности в нижней части брикета, устройство снабжено размещенным на узле формирования брикета приспособлением перераспределения прессмассы, которое выполнено в виде закрепленных на дне боковых камер съемных дозаторов прессмассы и смонтированных на толкателях съемных зубчатых пластин с приемниками избыточной массы, причем дозаторы размещены внутри приемников.
| Устройство для изготовления прессованных брусьев | 1987 |
|
SU1449345A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
