Изобретение относится к деревообрабатывающей промышленности.
Цель изобретения - повышение качества прессованных деталей за счет снижения разноплотности в нижней и верхней частях попарных брикетов.
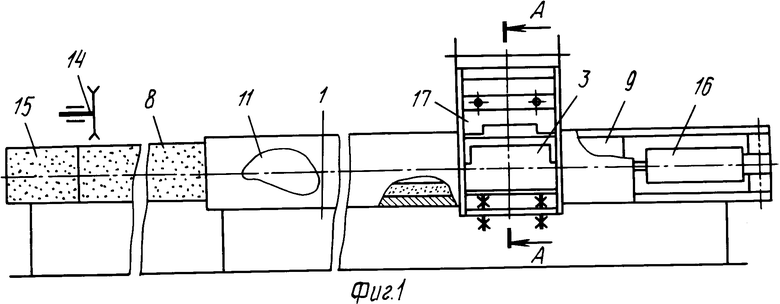
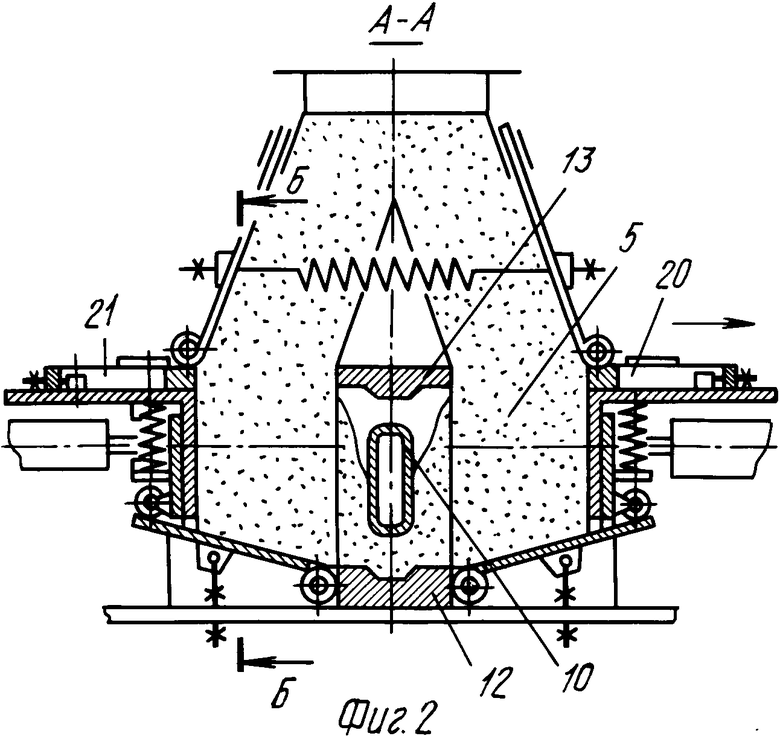
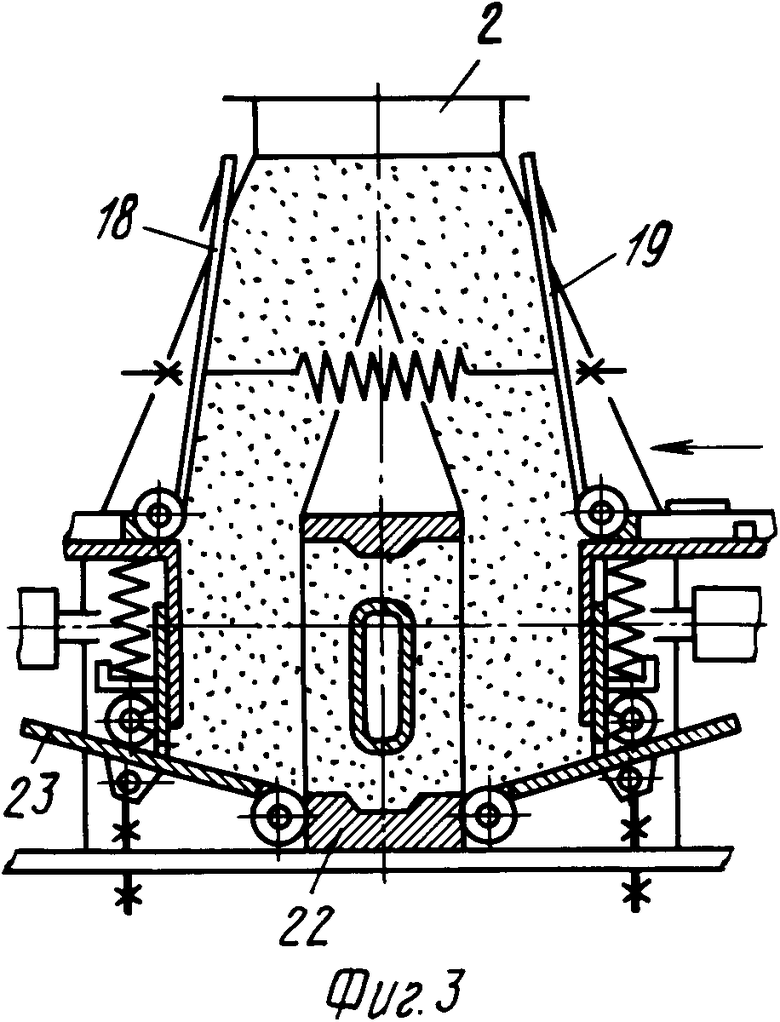
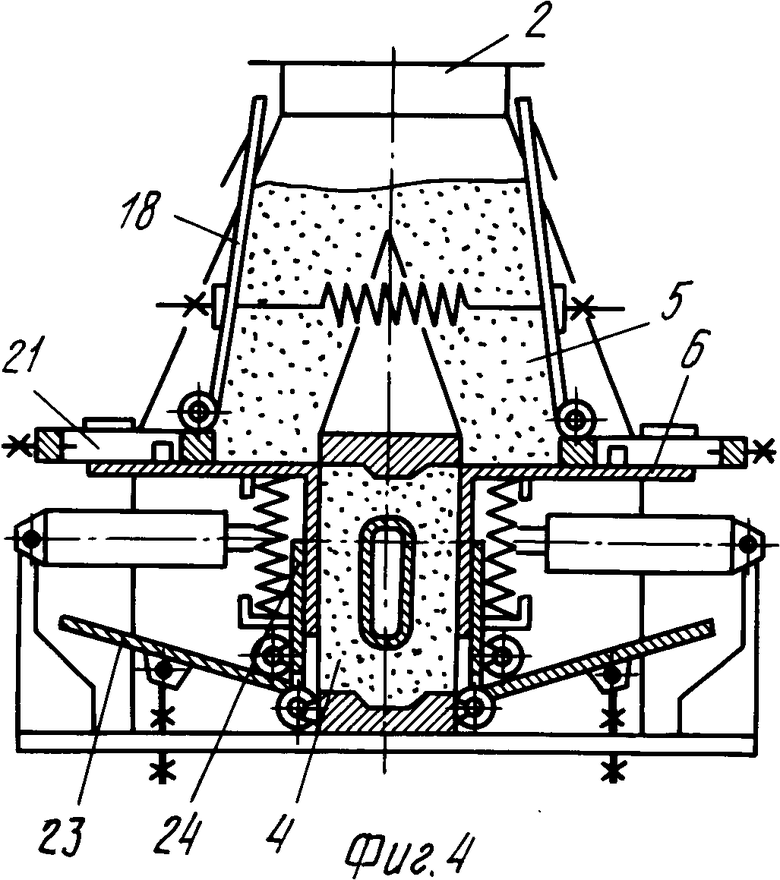
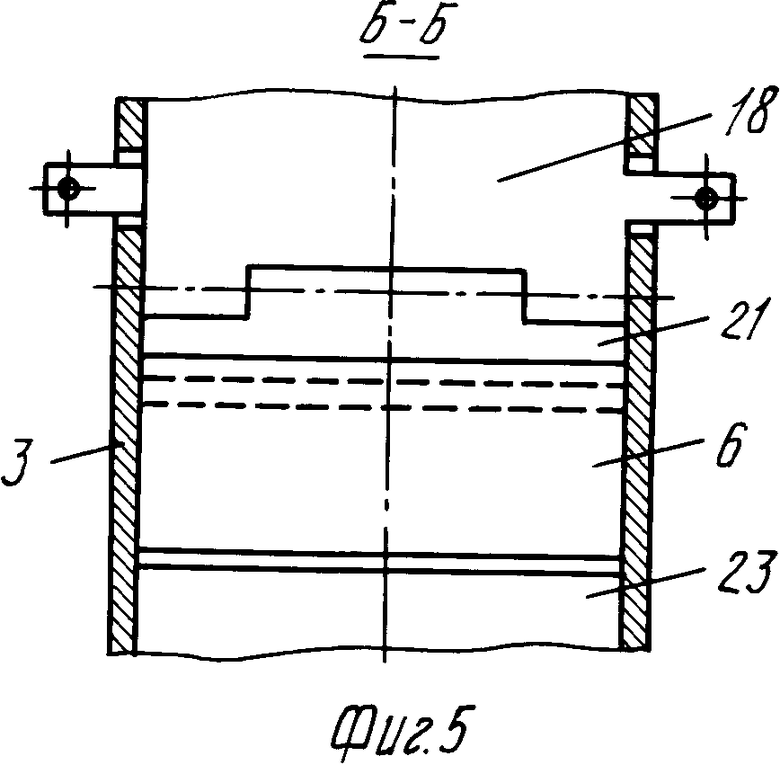
На фиг. 1 показано устройство; на фиг. 2 - узел формирования, подача пресс-массы в камере, сечение А-А на фиг. 1; на фиг. 3 - операция выравнивания плотности попарных брикетов; на фиг. 4 - операция формирования попарных брикетов; на фиг. 5 - приспособление для выравнивания плотности попарных брикетов, разрез Б-Б на фиг. 2.
Способ осуществляется с помощью устройства, которое включает смонтированные на раме 1 узлы подачи 2 пресс-массы, формирования 3 попарных полубрикетов 4 с боковыми камерами 5 и толкателями 6, прессования 7 непрерывной заготовки 8 с пуансоном 9, пустотообразователем 10 и каналом 11 с нижними 12 и верхними 13 направляющими, разделения 14 заготовки 8 на детали 15 и привод 16.
Устройство снабжено размещенным на узле 3 формирования приспособлением 17 выравнивания плотности попарных брикетов 4, которое выполнено в виде шарнирно установленных на боковых толкателях 6 подпружиненных друг относительно друга направителей 18 и 19 пресс-массы с ползунами 20 и 21 и смонтированных на боковых кромках 22 нижнего вкладыша (направляющей) 12 поворотных нижних стенок 23, а боковые толкатели 6 выполнены с расположенными на передних стенках подпружиненными заслонками 24.
Устройство работает следующим образом.
Смонтированный на раме 1 узел 2 подает пресс-массу в приемные камеры 5 узла 3 формирования 3, причем из-за наклонных стенок 23 внизу камеры 5 пресс-массы уложено меньше, а под верхнюю направляющую 13 пресс-масса не поступает.
Толкатели 6 с направителями 18 и 19 приспособления 17 одновременно перемещают пресс-массу в камерах 5 к пустотообразователю 10 (фиг. 3). Направители 18 и 19 подают пресс-массу между направляющей 13 и пустотообразователем 10, производят дополнительное верхнее подпрессовывание и работают под действием пружин до определенного уплотнения пресс-массы в узле 2, а толкатели 6 формируют полубрикеты 4, ползуны 20 и 21 скользят по поверхности толкателей 6 (фиг. 4). Заслонки 24 под действием пружин счищают пресс-массу с наклонных стенок 23, которые смонтированы на кромках 22 вкладыша 12. Плотность полубрикетов 4 в их нижних частях снижается за счет увеличения угла поворота стенок 23 и уменьшения количества пресс-массы, а в верхних частях плотность полубрикетов повышается за счет натяжения пружин направителей 18 и 19. Пуансон 9 с помощью привода 16 перемещает полубрикеты 4 из узла 3 формирования в канал 11 узла 7 порционного прессования непрерывной за готовки 8, которую узел 14 разрезает на мерные детали 15.
Применение предлагаемого способа позволяет повысить качество деталей за счет снижения разноплотности в нижней и верхней частях полубрикетов путем снижения количества пресс-массы внизу камер и дополнительной верхней подпрессовки полубрикетов.
Использование: деревообрабатывающая промышленность, в частности оборудование по производству прессованных деталей. Сущность изобретения: устройство включает узлы подачи пресс-массы, формирования попарных брикетов с боковыми камерами и толкателями. Устройство имеет приспособление выравнивания плотности. 2 с.п.ф-лы, 5 ил.
| Устройство для изготовления прессованных брусьев | 1987 |
|
SU1449345A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
