Изобретение относится к промышленности стройматериалов, производству электровакуумных приборов, а именно к лазерной сварке стеклянных изделий.
Цель изобретения - повышение термической устойчивости и механической прочности, увеличение выхода годных изделий. Способ осуществляют следующим образом.
Предварительный нагрев зоны сварки осуществляют до температуры трансформации стекла tg, а заварку.- сфокусированным лучем лазера, причем интенсивность нагрева q (Вт/м ) вращающийся оболочки с частотой f (об/с), лежащей в пределах: 1 f 6 , удовлетворяет соотношению
1,55от
- 3
( tdn - tg ) Ь С
при времени сварки т (с), находящемся из соотношения
0,15 0,5,
где а - коэффициент температуропроводности стекла, м/с;
h - толщина стеклоизделия. м;
с - коэффициент объемной теплоемкости стекла, Дж/м3 К;
ten - температура спекания стекла.
ел VI
ю
Предварительный нагрев осуществляют расфокусированным лазерным излучением с интенсивностью нагрева qi (Вт/м ), удовлетворяющей соотношению
0.8S
М
,2.
(tg -to) h-C- где to - начальная температура стекла, при времени нагрева, находящемся в пределах
0,,5 h2
Последующий отжиг ведут расфокусированным лучом лазера с интенсивностью q2 (Вт/м2), удовлетворяющей соотношению
11 15
а,8
(tg-to) Н С
as 1,2
(D
Ш
Q2
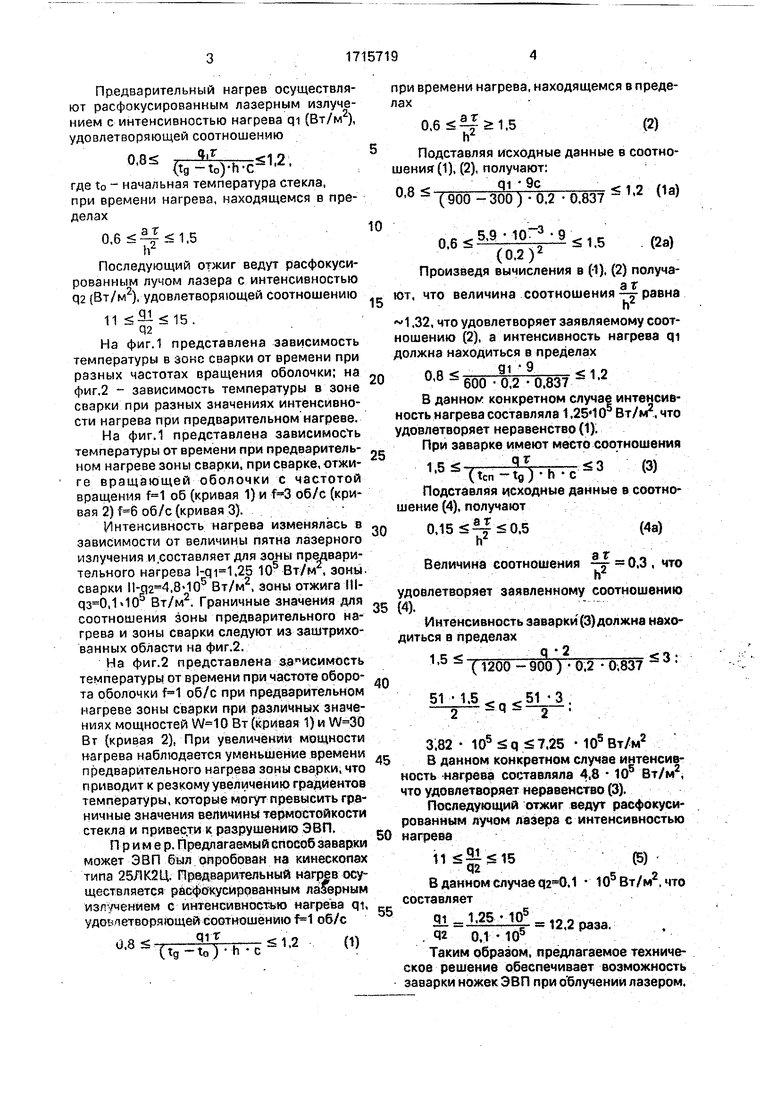
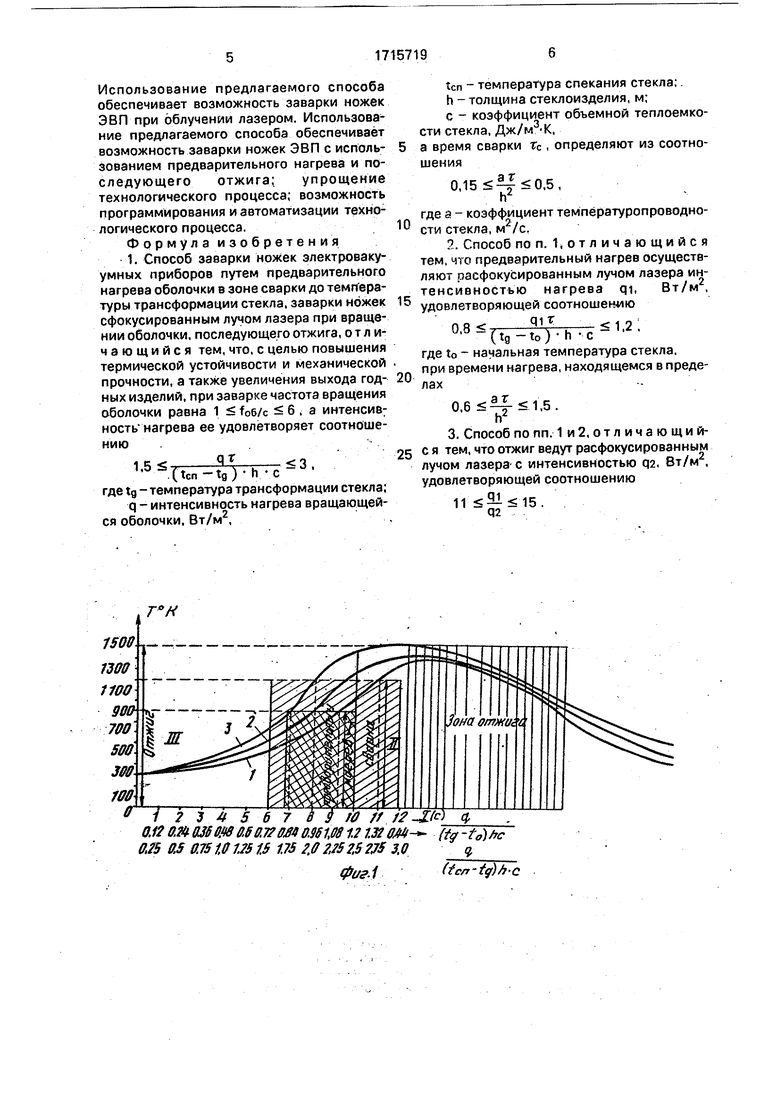
На фиг. 1 представлена зависимость температуры в зоне сварки от времени при разных частотах вращения оболочки; на фиг,2 - зависимость температуры в зоне сварки при разных значениях интенсивности нагрева при предварительном нагреве. На фиг.1 представлена зависимость температуры от времени при предварительном нагреве зоны сварки, при сварке, отжиге вращающей оболочки с частотой вращения об (кривая 1) и Об/с (кривая 2) fH3 об/с (кривая 3)..
Интенсивность нагрева изменялась в зависимости от величины пятна лазерного излучения и .составляет для зоны предварительного нагрева ,25 10 Вт/м , зоны, сварки ,8105 Вт/м2, зоны отжига ИI- .IHO5 Вт/м2. Граничные значения для соотношения зоны предварительного нагрева и зоны сварки следуют из заштрихованных области на фиг.2.
На фиг.2 представлена зависимость температуры от времени при частоте оборота оболочки об/с при предварительном нагреве зоны сварки при различных значениях мощностей Вт (кривая 1) и Вт (кривая 2), При увеличении мощности нагрева наблюдается уменьшение времени предварительного нагрева зоны сварки, что приводит к резкому увеличению градиентов температуры, которые могут превысить граничные значения величины термостойкости стекла и привести к разрушению ЭВП,
Пример. Предлагаемый способ заварки может ЭВП был опробован на кинескопах типа 25Ж2Ц. Предварительный нагрев осуществляется расфокусированным лазерным излучением с интенсивностью нагрева qi, удовлетворяющей соотношению об/с дгт
при времени нагрева, находящемся в пределах
0,,5
(2)
Подставляя исходные данные в соотношения (1), (2), получают:
о 1 QG
° 8 S (900 -300) -0,2 -0,837 12 1а
49 -Q
° 6- (02)2 аЈ1 5(2а)
Произведя вычисления в (-1), (2) получают, что величина соотношения равна г
1.32, что удовлетворяет заявляемому соотношению (2), а интенсивность нагрева qi должна находиться в пределах
---
0,8
1.2
600 -0,2 0,837
В данном конкретном случае интенсивность нагрева составляла 1, Вт/м2, что удовлетворяет неравенство (1).
При заварке имеют место соотношения
1,5 . asqi
S3
(3)
(ten tg) h С
Подставляя исходные данные в соотношение (4), получают
30
0,15 - S0.5
(48)
а г
Величина соотношения 0,3 , что
удовлетворяет заявленному соотношению (4).
Интенсивность заварки (3) должна находиться в пределах
1,5-S
(1200-900) -0,2 -0,837
S3:
51-1.5..;3
2
3,82 105 as q 7.25 105 Вт/м2 В данном конкретном случае интенсивность -нагрева составляла 4,8 105 Вт/м2, что удовлетворяет неравенство (3).
Последующий отжиг ведут расфокусированным лучом лазера с интенсивностью нагреве
11 S 31 15 qz
(5)
В данном случае qaH), 1 10 Вт/м , что составляет
qi „1.25 МО5
12,2 раза.
. qz 0,1 105 Таким образом, предлагаемое техническое решение обеспечивает возможность заварки ножек ЭВП при облучений лазером.
Использование предлагаемого способа обеспечивает возможность заварки ножек ЭВП при облучении лазером. Использование предлагаемого способа обеспечивает возможность заварки ножек ЭВП с использованием предварительного нагрева и последующего отжига; упрощение технологического процесса; возможность программирования и автоматизации технологического процесса.
Формула изобретения 1. Способ заварки ножек электровакуумных приборов путем предварительного нагрева оболочки в зоне сварки до температуры трансформации стекла, заварки ножек сфокусированным лучом лазера при вращении оболочки, последующего отжига, отличающийся тем, что, с целью повышения термической устойчивости и механической прочности, а также увеличения выхода годных изделий, при заварке частота вращения оболочки равна 1 f06/c 6 а интенсив: ность нагрева ее удовлетворяет соотношению .
дт
1,5.,
.(tcn-tg) h..c где tg -температура трансформации стекла; q - интенсивность нагрева вращающейся оболочки, Вт/м2,.
0
ten - температура спекания стекла;.
h - толщина стеклоизделия, м;
с - коэффициент объемной теплоемкости стекла, Дж/м -К,
а время сварки Тс , определяют из соотношения
0,15 ,5,
где а - коэффициент температуропроводности стекла, м2/с,
2. Способ по п. отличающийся тем, что предварительный нагрев осуществляют расфокусированным лучом лазера интенсивностью нагрева qi, Вт/м , удовлетворяющей соотношению
0,8 qiT
1,2
( -с
где to - начальная температура стекла, при времени нагрева, находящемся в пределах-.
0,6 .1,5.
3. Способ по пп. 1 и 2, отличающий- с я тем, что отжиг ведут расфокусированным лучом лазера- с интенсивностью q2, Вт/м2, удовлетворяющей соотношению
11
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ СТЕКЛОИЗДЕЛИЙ ЛАЗЕРНЫМ ЛУЧОМ | 1989 |
|
SU1805646A1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ОБОЛОЧЕК ЭЛЕКТРОВАКУУМНОГО ПРИБОРА | 1987 |
|
SU1507112A1 |
| Способ ремонта металлических трубопроводов в полевых условиях и установка для его осуществления | 2020 |
|
RU2734312C1 |
| СПОСОБ ПРИТУПЛЕНИЯ ОСТРЫХ КРОМОК СТЕКЛОИЗДЕЛИЙ | 2013 |
|
RU2543222C1 |
| Способ определения характеристик зажигания образцов высокоэнергетических материалов лазерным излучением | 2020 |
|
RU2737676C1 |
| Способ соединения стеклоизделий, преимущественно колбы с ножкой | 1991 |
|
SU1827365A1 |
| ПРИЕМНИК-ПРЕОБРАЗОВАТЕЛЬ КОНЦЕНТРИРОВАННОГО ЭЛЕКТРОМАГНИТНОГО ИЗЛУЧЕНИЯ | 2012 |
|
RU2499327C1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
| Токоподвод электровакуумного прибора | 1979 |
|
SU836705A1 |
| СПОСОБ ЗАПИСИ ОПТИЧЕСКОЙ ИНФОРМАЦИИ В СТЕКЛЕ | 2013 |
|
RU2543670C1 |
Изобретение относится к промышленности стройматериалов, к производству электровакуумных приборов, а именно к лазерной сварке стеклянных изделий. Цель изобретения - повышение термической устойчивости и механической прочности, а также увеличение выхода годных изделий. Это достигается за счет того, что предвари тельный нагрев зоны сварки осуществляют до температуры трансформации стекла tg, a заварку - сфокусированным лучом лазера, причем интенсивность нагрева q (Вт/м-) вращающейся оболочки с частотой f (об/с), лежащей в пределах 1 f 6 , удовлетворяет Ч соотношению: 1,5 3 (ten -tg ) :.h С при времени сварки т ( с ) , которое находится a t из соотношения 0,15 -у 0,5 , где а - коh эффициент температуропроводности стекла, м2/с; h - толщина стеклоизделия, м; с - коэффициент объемной теплоемкости стекла, Дж/м3 К; ten - температура спекания стекла; предварительный нагрев осуществляют расфокусированным лазерным излучением с интенсивностью нагрева qi, Вт/м2, удовлетворяющейсоотношению: 0,8 qjr (tg-t0)-h-c-1-2- где t0 на чальная температура стекла, при времени нагрева, находящемся в пределах 0,6 Ц- Ј 1.5 ; последующий отжиг ведут г расфокусированным лучом лазера с интенсивностью Q2, Вт/м , удовлетворяющей соотношению 11 - 1,5 . 2 з.п. ф-лы, 2 ил. (Л С
1234 567 U j Г0 //
мттф-шямшюиюм+.но-ыьГ
0,25 RS 0.751,01.251.5 175 2,0 &S&2& 3.0д,
Фиг-i()h-c
| Мачулка Г.А | |||
| Лазерная обработка стекла | |||
| М.: Советское радио, 1979, с | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
