Изобретение относится к литейному производству, а именно к составам смесей для изготовления литейных форм и стержней, отверждаемых при тепловой обработке.
Известен ряд смесей, для изготовления литейных форм и стержней, содержащих в своем составе в качестве отвердителя для смоляных смесей отходы гальванического производства от ванн кадмирования плотностью 1,08-1,10 г/см3, отходы гальванического производства от ванн хромирования в виде водного раствора на основе хромового ангидрида в сочетании с алюмохромфосфатным связующим.
В указанных смесях отходы гальванического производства, выступая в роли комплексного отвердителя, способствуют повышению прочности стержней и форм на всех этапах отверждения, уменьшению газовыделений в окружающую среду в процессе отверждения смесей и заливки их металлом.
Однако, при использовании указанных отходов гальванического производства приходится вводить дополнительную операцию по приготовлению комплексного отвердителя, что усложняет процесс приготовления смесей. Кроме того, наличие смоляных связующих ухудшает санитарно-гигиенические условия труда и способствует образованию газовых дефектов в поверхностном слое отливок вследствие высокой газотворности смеси.
Наиболее близкой к предполагаемому изобретению по технической сущности и достигаемому результату является смесь для изготовления литейных форм и стержней, отверждаемых тепловой сушкой, содержащая в своем составе алюмохромфосфатное связующее и неорганическую добавку - отход гальванического производства при следующем соотношении ингредиентов, мас.%:
алюмохромфосфатное
связующее (АХФС) 3,0-4,0
отход гальванического
производства 0,3-0,7
огнеупорный наполнитель 96,7-95,3
Указанный состав смеси позволяет повысить прочность смеси после тепловой сушки и ее живучесть, улучшить формуемость смеси и санитарно-гигиенические условия труда за счет исключения из состава смеси смоляных связующих. Использование отходов гальванического производства в качестве отвердителей позволяет снизить ее себестоимость.
Недостатком указанной смеси является низкая сырая прочность (не более 0,07 кгс/см2), что приводит к браку стержней (особенно крупных размеров), связанных с изменением из конфигурации после раскрытия стержневого ящика, а также к задолженности стержневых ящиков в технологическом процессе изготовления стержней.
Цель изобретения - увеличение производительности изготовления форм и стержней за счет повышения сырой прочности смеси.
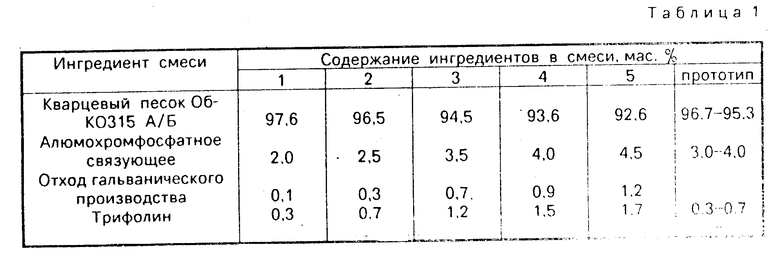
Цель достигается тем, что смесь для изготовления литейных форм и стержней, содержащая огнеупорный наполнитель, алюмохромфосфатное связующее и отходы гальванического производства дополнительно содержит в своем составе трифолин при следующем соотношении ингредиентов, мас.%:
алюмохромфосфатное
связующее 2,5-4,0
отход гальванического
производства 0,3-0,9
трифолин 0,7-1,5
огнеупорный наполнитель
(кварцевый песок) 96,5-93,6
АХФС представляет собой кислую фосфорнокислую соль трехвалентного алюминия и хрома, получаемую путем взаимодействия соединений хрома и алюминия с ортофосфорной кислотой. АХФС можно использовать в виде технического продукта согласно ТУ 6-18-166-83. Исходная плотность алюмохромфосфатного связующего равна 1,58-1,60 г/см3.
Отход гальванического производства (ОГП) имеет следующий состав, мас.%:
Серная кислота 11,0-12,0
Тринатрийфосфат 1,6-1,7
Сульфат трехвалентного
железа 23,0-24,0
Уротропин 0,15-0,16
Вода 62,14-64,25
Плотность ОГП равна 1,26 г/см3.
Трифолин - неорганический мелкодисперный порошок темного цвета с огнеупорностью 1400-1550оС, содержащий (в мас. %): Fe2O3 - 62,0-75,0; FeO - 25,0-38,0 по ТУ 6-14-870-72.
Сущность изобретения заключается в следующем. Алюмохромфосфатное связующее содержит в своем составе ортофосфорную кислоту. Как известно, холодное отверждение фосфатным смесям обеспечивают оксиды металлов с ионным потенциалом 2,5-4,4. В данном случае в трифолине содержатся оксиды железа FeO и Fe2O3 с соответствующими ионными потенциалами 2,5 и 4,48. Для достижения процесса холодного отверждения необходимо использовать фосфатное связующее и порошкообразный отвердитель в строго определенном количественном соотношении, обеспечивающим соответствие между скоростью химической реакцией и скоростью структурообразования. Например, для 3,0 мас.% АХФС требуется 2,5 мас. % трифолина. В заявляемом составе трифолина содержится 0,7-1,5 мас.%, т.е. такое количество, которое могло бы вступить в химическую реакцию с частичным количеством АХФС. В этом случае процесс холодного отверждения не происходит, но прохождение реакции взаимодействия АХФС с трифолином обеспечивает сырую прочность смеси.
Существенным отличием заявляемого состава является то, что полный процесс отверждения смеси происходит в два этапа. Первый этап - прохождение реакции между молекулами Me(H2PO4)3 (где Ме - Al или Cr), содержащимися в АХФС с оксидами железа FeO и Fe2O3, содержащимися в трифолине, посредством ...-O-Fe-O-... или ...
-O- e-O-...
e-O-...
связи. Наличие такого неорганического полимера обеспечивает необходимую сырую прочность смеси. Второй этап - прохождение химической реакции между фосфорнокислыми солями хрома и алюминия, входящими в состав АХФС и серной кислотой или ее солями трехвалентного железа, входящими в состав отхода гальванического производства. При этом серная кислота, как более сильная, чем ортофосфорная, вытесняет из фосфорнокислых солей трехвалентного хрома и алюминия поочередно группы H2PO4, при этом образуются неорганические полимеры разветвленного строения, обеспечивающие высокие прочностные показатели на завершающем этапе отверждения.
Предлагаемая смесь готовится следующим образом. В течение 2,0-2,5 мин перемешивают сухие составляющие (огнеупорный наполнитель и трифолин). Затем дозируют жидкую композицию, состоящую из АХФС и отходов гальванического производства и через 2,0-2,5 мин тщательного перемешивания из приготовленной смеси изготовляют стандартные образцы для определения физико-механических свойств. Для приготовления смеси в промышленных условиях может быть использовано любое известное смесеприготовительное оборудование литейных цехов.
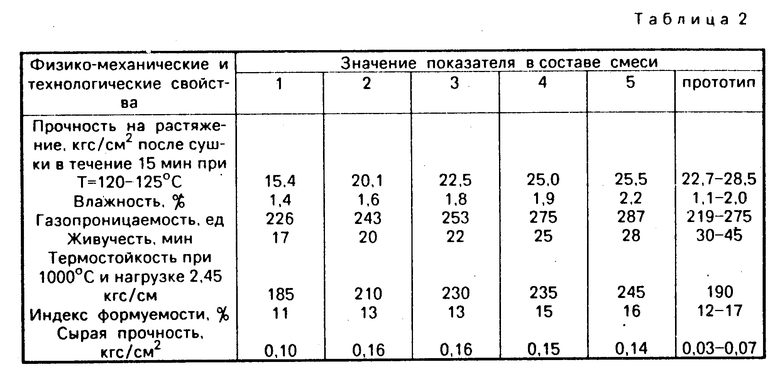
Составы и свойства предлагаемых составов смесей приведены в табл.1,2.
Предлагаемый количественный состав является оптимальным.
Увеличение содержания жидкой композиции более (АХФС > 4,0 мас.% и отходов гальванического производства > 0,9 мас.%) повышает влажность смеси и способствует увеличению прилипаемости к оснастке. Снижение АХФС < 2,5 мас.% и отходов гальванического производства < 0,3 мас.% отрицательно влияет на конечные прочностные показатели. Содержание в составе смеси трифолина > 1,5 мас. % требует дополнительного расхода связующего, а менее 0,7 мас.% не обеспечивает смесь необходимой сырой прочностью.
Предлагаемый состав смеси (как видно из табл.2) обладает необходимыми технологическими и физико-механическими свойствами. Введение в составе смеси трифолина обеспечивает повышение сырой прочности смеси по сравнению с прототипом в 2,0-2,5 раза, что позволяет снизить брак стержней (особенно крупных размеров), связанных с изменением их конфигурации после раскрытия стержневого ящика, а также к задолженности стержневых ящиков в технологическом процессе изготовления стержней. Кроме того, трифолин имеет высокую огнеупорность 1400-1550оС, поэтому при его введении в состав смеси повышается ее термостойкость до 245 с, что приводит к снижению брака отливок по механическому пригару.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ В НАГРЕВАЕМОЙ ОСНАСТКЕ | 1998 |
|
RU2146982C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ХОЛОДНОТВЕРДЕЮЩИХ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 1992 |
|
RU2033879C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ХОЛОДНОТВЕРДЕЮЩИХ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 1992 |
|
RU2041765C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ХОЛОДНОТВЕРДЕЮЩИХ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 1982 |
|
RU2033878C1 |
| Смесь для изготовления литейных форм и стержней | 1988 |
|
SU1523244A1 |
| Смесь для изготовления литейных форм и стержней | 1989 |
|
SU1662736A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ, ОТВЕРЖДАЕМЫХ ТЕПЛОВОЙ СУШКОЙ | 1999 |
|
RU2162384C2 |
| ХОЛОДНОТВЕРДЕЮЩАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 1992 |
|
RU2020024C1 |
| Смесь для изготовления литейных форм и стержней | 1988 |
|
SU1567314A1 |
| Смесь для изготовления литейных форм и стержней | 1989 |
|
SU1660830A1 |
Смесь для изготовления литейных форм и стержней, отверждаемых при тепловой обработке. Сущность изобретения заключается в следующем: состав смеси на алюмохромфосфатном связующем содержит комплексный отвердитель (отход гальванического производства и трифолин) при следующем соотношении компонентов, мас. % : алюмохромфосфатное связующее (АХФС) 2,5 ... 4,0; отход гальванического производства 0,3 . .. 0,9 ; трифолин 0,7 ... 1,5; огнеупорный наполнитель 93,6 . . . 96,5. Совместное содержание в смеси на АХФС такого комплексного отвердителя обеспечивает двухстадийное отверждение: на первой происходит отверждение АХФС при комнатной температуре, на второй стадии происходит отверждение при повышенной температуре. Это позволяет повысить сырую прочность смеси и обеспечить высокие прочностные свойства смеси на завершающем этапе отверждения. 1 з. п. ф-лы. 2 табл.
Алюмохромфосфатное связующее 2,5 - 4,0
Отход гальванического производства 0,3 - 0,9
Трифолин 0,7 - 1,5
Огнеупорный наполнитель 93,6 - 96,5
2. Смесь по п.1, отличающаяся тем, что трифолин содержит, мас.%:
Оксид железа 62,0 - 75,0
Закись железа 25,0 - 38,0
| Смесь для изготовления литейных форм и стержней | 1988 |
|
SU1523244A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
