Изобретение относится к токарно-фрезерным станкам для обработки и изготовления по заданной программе преимущественно длинных деревянных изделий, имеющих сложную пространственную форму. Оно может быть использовано в деревообрабатывающей, в частности мебельной, промышленности для художественной автоматизированной резьбы при изготовлении балясин, дверных ручек, ножек столов и стульев и иных элементов корпусной мебели.
Известен универсальный токарно-фрезерный станок "Короед-3" (патент СССР N 1838093, кл. B 27 C 5/00, 7/00, 9/00, 1993), который может быть принят в качестве ближайшего аналога.
Целью предлагаемого изобретения является увеличение продольной рабочей зоны режущего инструмента (до двух и более метров) без существенного увеличения металлоемкости станка, упрощение конструкции, а также расширение функциональных возможностей станка, уменьшение габаритных размеров и металлоемкости, а также снижение стоимости станка.
При этом в предлагаемом станке после установки вручную обрабатываемой детали все остальные технологические операции и переходы выполняются в автоматическом режиме, и управление всеми процессами осуществляет электронно-вычислительная машина по заданной программе изготовления обрабатываемой детали.
Вышеуказанный аналог на изобретение обладает рядом существенных недостатков, а именно:
- длина обрабатываемой детали ограничена, конструкция станка не позволяет изготавливать детали длиной 500-600 мм, не говоря уже о большей длине;
- конструкция и кинематика станка усложненная, весьма трудоемкая в изготовлении, следовательно, надежность в работе невысокая;
- технологические операции и переходы выполняются вручную, что снижает его производительность.
Для обеспечения же прямолинейности и жесткости продольных направляющих станка, например, на длине 2-3 м необходимо массивное и жесткое основание и фундамент. При монтаже направляющих станины на несущее основание требуется принять меры для обеспечения их прямолинейности и параллельности.
Если же они выполняются непосредственно на несущем основании, то необходим крупный строгальный станок. Все это значительно увеличивает вес, габариты и стоимость станка.
Сущность предлагаемого изобретения заключается в том, что благодаря новой конструкции станины в виде жесткой прямоугольной стальной рамы и, особенно, новой конструкции направляющих станины в виде, например, двух натянутых калиброванных стальных стержней (струн), установленных параллельно друг другу и продольной оси станины станка, появляется возможность удобной компоновки в рабочем пространстве двух кареток: сверху установить на двух струнах механизм пространственного позиционирования режущего инструмента, который содержит в себе инструментальный режущий агрегат, а ниже плоскости струн - установить обрабатываемую деталь в зажимной патрон шпинделя и зажимной центр пиноли. При этом все механизмы точно увязываются с осями этих двух струн как основных базовых элементов станины станка.
Это, в свою очередь, дает возможность увеличить базу обеих кареток, так как элементы их конструкций при движении не пересекаются в пространстве, и максимально приблизить их механизмы к плоскости направляющих струн и тем самым существенно повысить их жесткость, а также уменьшить вес как отдельных агрегатов и механизмов, так и вес всего станка; существенно упростить конструкцию всего станка и одновременно автоматизировать технологический процесс обработки деталей.
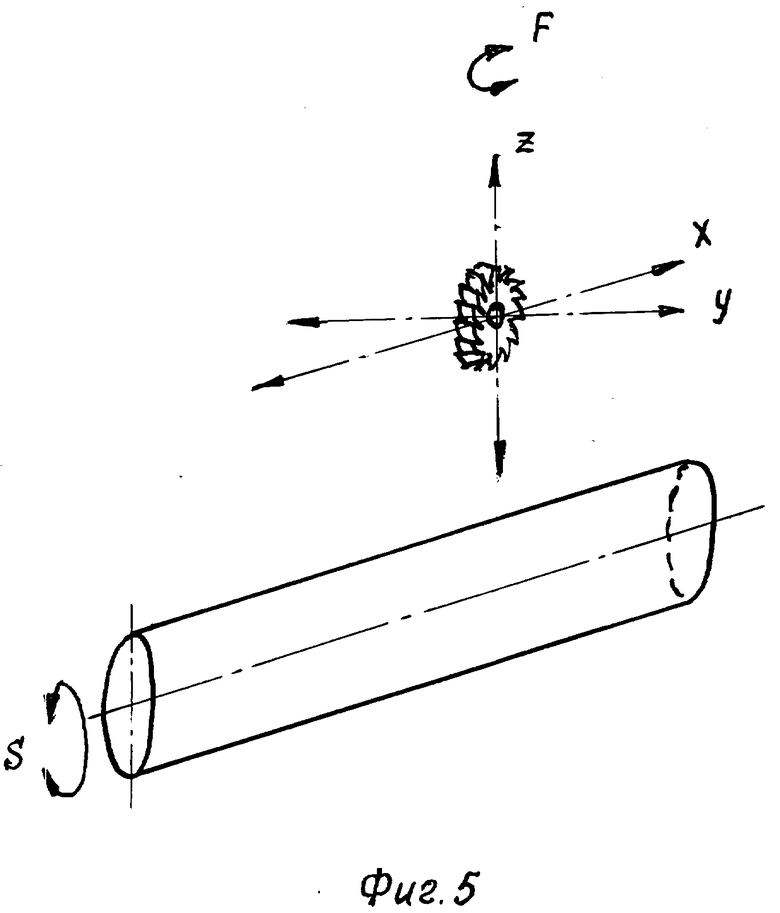
В предлагаемом станке инструментальный режущий агрегат, а следовательно, и режущий инструмент имеет несколько, например четыре, степени свободы (перемещения) в пространстве относительно обрабатываемой детали: продольное перемещение - X, поперечное - Y, вертикальное - Z, вращение плоскости фрезы - F (фиг.5).
К этому следует добавить еще одно угловое перемещение S обрабатываемой детали и в результате предлагаемый станок приобретает широкую универсальность при обработке изделий, имеющих сложную пространственную форму и значительную длину (до двух метров).
Важное отличие предлагаемого изобретения от аналога состоит в том, что его конструкция позволяет более просто использовать хорошо освоенные современной техникой методы создания станков с числовым программным управлением (ЧПУ), а также уже имеющееся мощное программное обеспечение и полностью автоматизировать технологический процесс обработки детали.
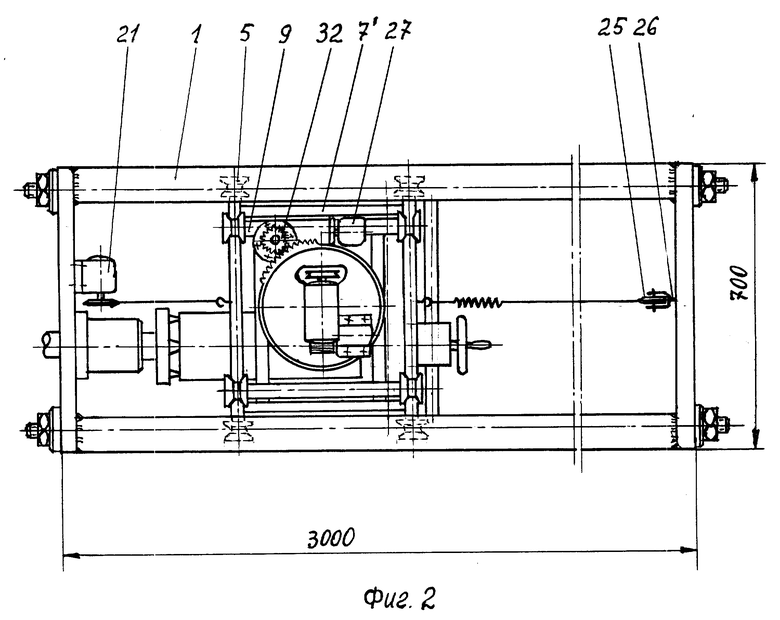
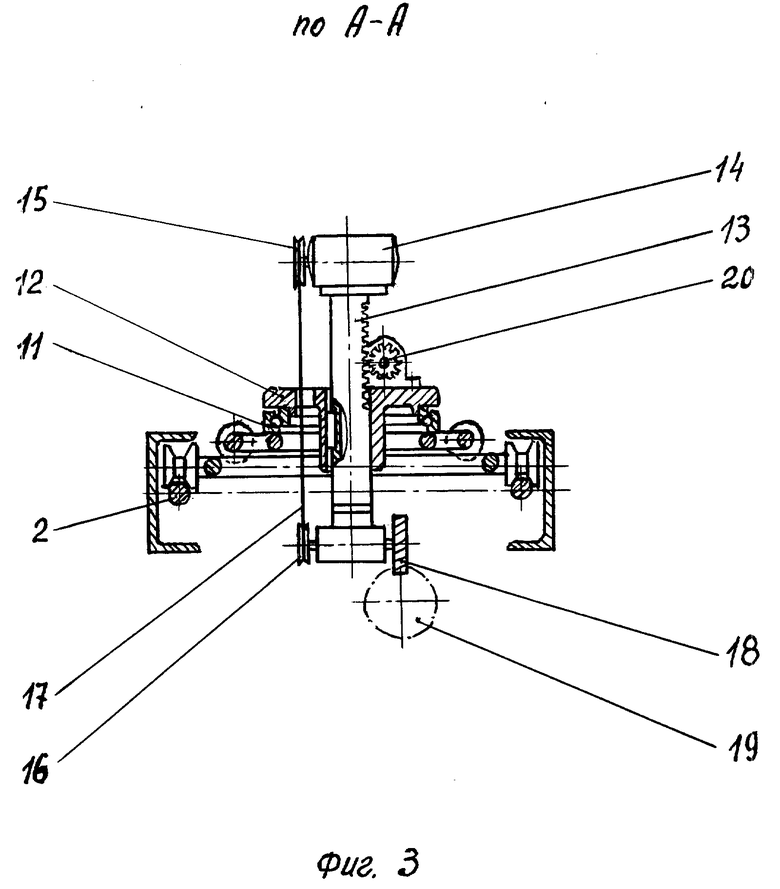
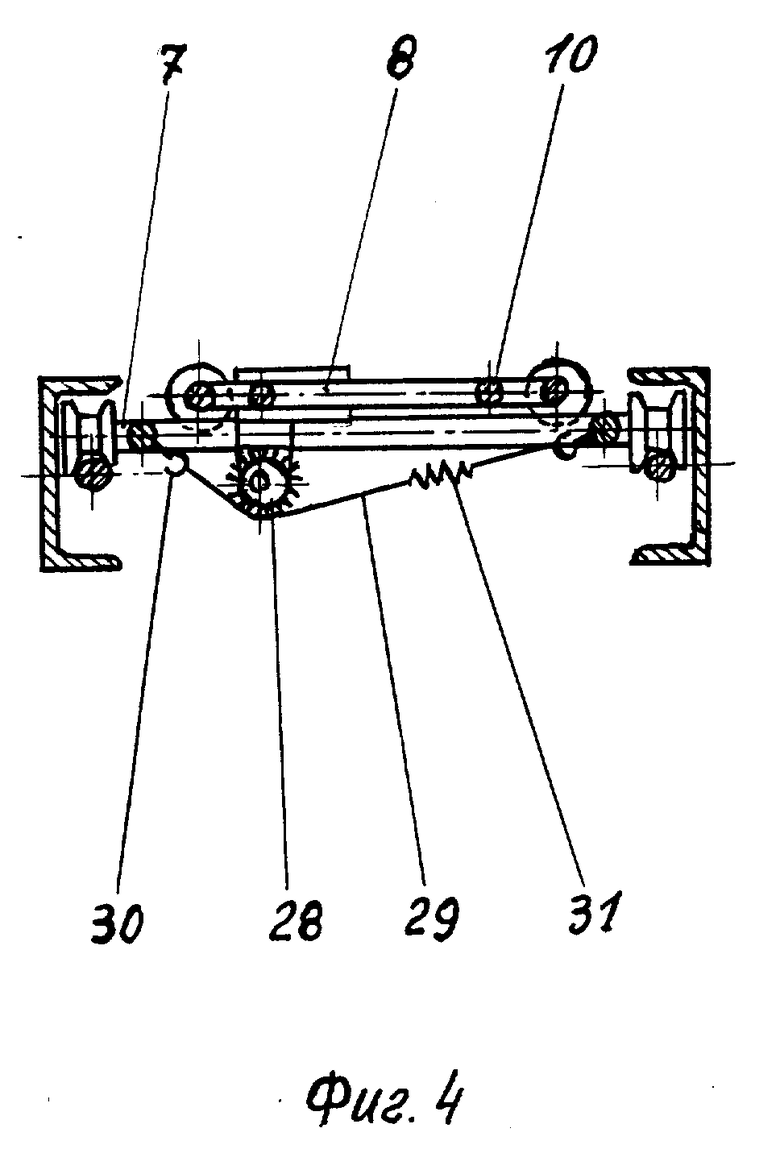
На фиг. 1 изображен вид предлагаемого станка спереди с частичным разрезом; на фиг.2 - вид станка сверху; на фиг.3 - - разрез по A-A на фиг. 1; на фиг. 4 - кинематическая связь поперечной каретки с продольной кареткой (в частичном разрезе); на фиг. 5 показана схема степеней свободы (перемещения) в пространстве режущего инструмента относительно обрабатываемой детали.
Универсальный деревообрабатывающий токарно-фрезерный станок с ЧПУ согласно предлагаемому изобретению содержит станину 1, выполненную в виде жесткой прямоугольной рамы. Рама выполнена, например, из стальных швеллеров длиной до трех метров, сваренных между собой. Внутри станины параллельно друг другу и продольной оси станины неподвижно установлены два калиброванных стальных стержня (струны) 2, натянутых при помощи четырех шайб 3 и четырех гаек 4 с осевым усилием 2500-3000 кг на каждую струну; на две струны 2 на четырех роликах 5 и двух осях 6 установлена каретка 7, представляющая собой базу механизма пространственного позиционирования режущего инструмента и предназначенного для продольного перемещения инструментального режущего агрегата относительно осей струн; собственно каретка 7 состоит из четырех роликов 5, двух осей 6 и двух параллельно закрепленных друг другу калиброванных стальных стержней 7', скрепляющих неподвижно оси 6; ролики устанавливают на осях соответственно на подшипниках качения. Оси 6 каретки 7 одновременно выполняют роль направляющих стержней, по которым перемещается каретка 8, предназначенная для поперечного относительно осей струн перемещения инструментального режущего агрегата и состоящая из двух стальных стержней 10, неподвижно скрепленных с осями 9 и образующих жесткую конструкцию каретки 8.
На стержни 10 каретки 8 приваривают стальную пластину, на которой неподвижно укрепляют наружное кольцо радиально-упорного подшипника 11 большого диаметра, во внутреннее кольцо которого плотно устанавливают стальной стакан 12, несущий на себе инструментальный режущий агрегат, который, в свою очередь, состоит из кронштейна 13, установленного на шпонке и подвижно в стакане 12, а на кронштейне 13 установлен электродвигатель 14, передающий вращательное движение через шкивы 15 и 16 и передаточный ремень 17 на вал и фрезу 18, которая обрабатывает заданной формы деталь 19.
Кронштейн 13 имеет возможность перемещения по стакану 12 вдоль вертикальной оси при помощи индивидуального электропривода 20 и реечно-зубчатой передачи, при этом на валу электропривода 20 неподвижно установлено зубчатое колесо 20', находящееся в постоянном зацеплении с зубчатой рейкой, изготовленной на наружной цилиндрической поверхности стержня кронштейна 13.
Для перемещения продольной каретки 7 вдоль станины 1 по направляющим струнам 2 на левой поперечной пластине станины 1 установлен индивидуальный электропривод 21, на валу которого неподвижно установлена звездочка 22, находящаяся в постоянном зацеплении с роликовой цепью 23, концы которой прикреплены к двум осям продольной каретки 7, при этом постоянное натяжение роликовой цепи обеспечивает пружина 24, а также звездочка 25, установленная в пластинчатую вилку 26, а вилка 26 неподвижно прикреплена на противоположной правой поперечной пластине станины 1.
На нижней стороне каретки 8, на приваренную к ней стальную пластину, неподвижно установлен электропривод 27, предназначенный для перемещения каретки 8 на роликах по направляющим стержням (осям) 6 каретки 7; при этом на валу электропривода 27 неподвижно установлена звездочка 28, с которой в постоянном зацеплении находится роликовая цепь 29, два конца которой жестко связаны при помощи петель 30 с двумя поперечными стержнями 7 каретки 7, а постоянное натяжение роликовой цепи 29 обеспечивает пружина 31.
На верхней стороне каретки 8, на приваренную к ней стальную пластину, неподвижно установлен электропривод 32, на валу которого неподвижно установлено зубчатое колесо 32', находящееся в постоянном зацеплении с зубчатым круговым венцом, расположенным по наружной поверхности стакана 12.
Несколько ниже плоскости струн 2 станины 1 на левой поперечной пластине установлен индивидуальный электропривод 33, выполняющий одновременно роль шпинделя с крепежным патроном 34, предназначенным для центрирования относительно осей струн обрабатываемой детали 19, которая при этом дополнительно центрируется и закрепляется при помощи задней пиноли 35, а пиноль 35, в свою очередь, устанавливают соосно со шпинделем при помощи четырех роликов 36, установленных на двух параллельных осях 37, которые неподвижно скреплены с пинолью 35 и образуют своеобразную подвижную каретку пиноли, которая прижимается четырьмя роликами 36, катящимися по внутренним нижним полкам швеллеров станины и двум струнам 2 при помощи двух прижимных механизмов, например соленоидов 38.
Станина 1 установлена неподвижно на две тумбы 39. На левой тумбе 39 установлена электронно-вычислительная машина 40, управляющая работой всего станка по заданной программе.
Каждый из индивидуальных электроприводов 20, 21, 27, 32, 34 представляет собой следящую систему, угол поворота выходного вала которой соответствует цифровому коду, поступающему с блока управления ЭВМ 40, который содержит вычислительное устройство и устройство сопряжения со входами следящих систем.
Работа станка заключается в следующем. Заготовку детали 19 вручную закрепляют в зажимной патрон 34 и поджимают центром пиноли 35. Включают два прижимных механизма 38, которые обеспечивают неподвижность пиноли 35 и ее центрирование относительно осей струн 2.
Затем включают блок управления 40, который по заранее составленной программе вырабатывает последовательность кодов, которые управляют движением электроприводов 20, 21, 27, 32 и 34, обеспечивая требуемую траекторию движения в пространстве режущего инструмента относительно заготовки обрабатываемой детали 19.
Электродвигатель 14 инструментального режущего агрегата включают одновременно с включением блока управления 40.
Коды могут быть записаны в оперативное или постоянное запоминающее устройство ЭВМ, контроллера, а также любой иной носитель цифровой информации.
Взаимное расположение режущего инструмента и обрабатываемой детали относительно друг друга под любым углом в пространстве обеспечивает наличие в станке пяти степеней свободы. Четыре степени свободы имеет инструмент -X, Y, Z, F, и одну степень свободы - S имеет обрабатываемая деталь (фиг.5).
Такая конструкция станка позволяет обрабатывать детали самых различных форм и фасонов.
Опытный образец предлагаемого станка изготовлен и опробован, обеспечивает необходимую точность изготовления деталей. Длина обрабатываемой детали от 50 до 2000 мм. Для изготовления станины использован стальной швеллер N20, калиброванные стальные стержни (струны) имеют диаметр 30 мм. Параллельность струн обеспечена путем одновременного сверления отверстий для струн в торцевых деталях (пластинах) станины (рамы) перед ее сборкой. В этом случае не требуется высокой точности размеров между осями отверстий для струн.
Предлагаемая конструкция станины с двумя натянутыми струнами, являясь практически основой всего станка в целом, позволяет использовать струны одновременно как для верхней каретки механизма пространственного позиционирования режущего инструмента, так и для нижней каретки пиноли.
Это дает возможность увеличить базу обеих кареток, так как элементы их конструкций не пересекаются в пространстве, и максимально приблизить их механизмы к плоскости направляющих струн и тем самым существенно повысить их жесткость, а также уменьшить вес как отдельных агрегатов и механизмов, так и вес всего станка, существенно упростить конструкцию станка и одновременно автоматизировать технологический процесс обработки деталей.
Предлагаемый станок позволяет изготавливать практически неограниченный ассортимент изделий, имеющих сложную пространственную форму, например балясин, дверных ручек, ножек столов и стульев и иных элементов корпусной мебели.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2057631C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2036775C1 |
| ПОРТАТИВНЫЙ СТАНОК | 1993 |
|
RU2041803C1 |
| ГОРИЗОНТАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2036776C1 |
| ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРОМОК ПЛИТ ИЗ ВСПЕНЕННОГО МАТЕРИАЛА | 2008 |
|
RU2388580C2 |
| МНОГОЦЕЛЕВОЙ СТАНОК ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ | 1995 |
|
RU2099179C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1993 |
|
RU2065833C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОТВОДОВ | 1995 |
|
RU2100117C1 |
| РАСТОЧНАЯ ПЛАНСУППОРТНАЯ ГОЛОВКА | 1994 |
|
RU2074790C1 |
| СПОСОБ СКВОЗНОГО БЕСЦЕНТРОВОГО НАРУЖНОГО ШЛИФОВАНИЯ | 1992 |
|
RU2023575C1 |
Изобретение предназначено для обработки и изготовления по заданной программе, преимущественно длинных деревянных изделий, имеющих сложную пространственную форму. Станина выполнена в виде замкнутой полой рамы, продольные направляющие станины - в виде двух натянутых калиброванных стальных стержней, стержни установлены параллельно друг другу и продольной оси станины станка, что дает возможность удобной компоновки в рабочем пространстве двух кареток. Сверху на двух струнах установлен механизм пространственного позиционирования режущего инструмента, который содержит в себя инструментальный режущий агрегат. Ниже плоскости струн расположен зажимной патрон шпинделя и зажимной центр пиноли. Все механизмы точно увязываются с осями стержней как основных базовых элементов станины станка. 2 з.п.ф-лы, 5 ил.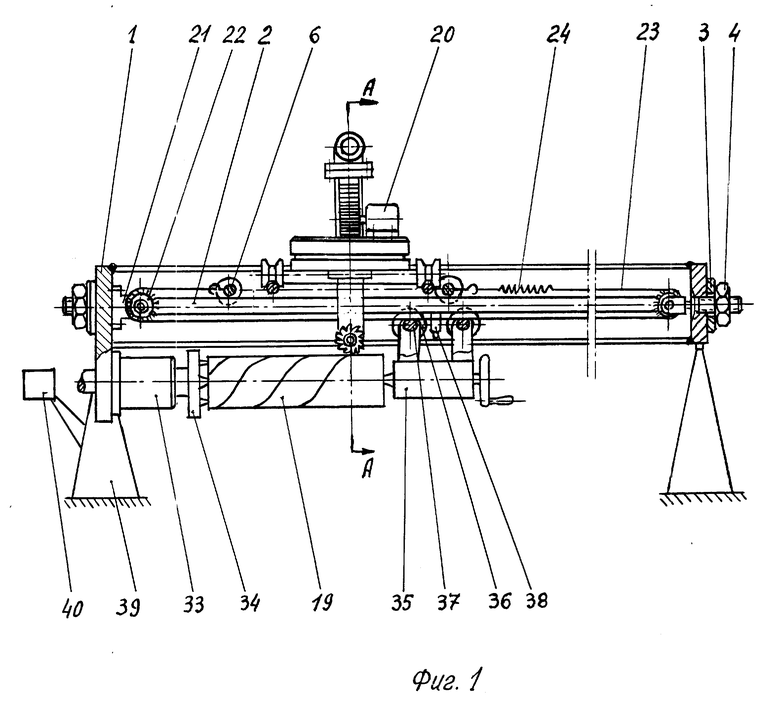
| SU, патент, 1838093, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
