Изобретение относится к черной металлургии и может быть использовано при выплавке стали в кислородных конвертерах, имеющих магнезитовую или доломитовую футеровку.
Известна технология выплавки стали с присадкой в конвертер смеси обычной и доломитизированной извести, которая по технической сущности наиболее близка к предложенному способу.
Сущность ее заключается в том, что смесь доломитизированной извести с обычной в кусках размером 0...40 мм присаживают в конвертер на протяжении первой половины продувки 8. ..10 мин. Присадка в конвертер доломитизированной извести (характеризующейся повышенными степенью обжига и массовой долей окиси магния) вместо доломита позволяет уменьшить сток тепла из ванны и исключить присадку плавикового шпата в начальный период продувки.
Однако данная технология не обеспечивает требуемую скорость шлакообразования из-за медленного растворения крупных кусков в начале продувки, а также выноса мелких и пылевидных фракций, обогащенных MgO, в газоочистку конвертера. По этой причине не реализуются полностью потенциальные возможности использования доломитизированной извести в повышении стойкости футеровки конвертеров и нарушаются условия нормальной эксплуатации газоотводящего тракта.
Цель изобретения - ускорение шлакообразования, повышение стойкости футеровки и уменьшение выноса мелких фракций извести в газоочистку конвертеров.
Цель достигается тем, что смесь обычной и доломитизированной извести фракцией 0. . .20 мм вводят через отверстие в конусной части конвертера до начала продувки, а по ходу продувки присаживают через горловину конвертера 20...40 мин.
Положительный эффект достигается за счет выделения из смеси обычной и доломитизированной извести мелких 0...20 мм фракций, обогащенных магнезией, ввода их в конвертер до начала продувки через отверстие в конусной части корпуса.
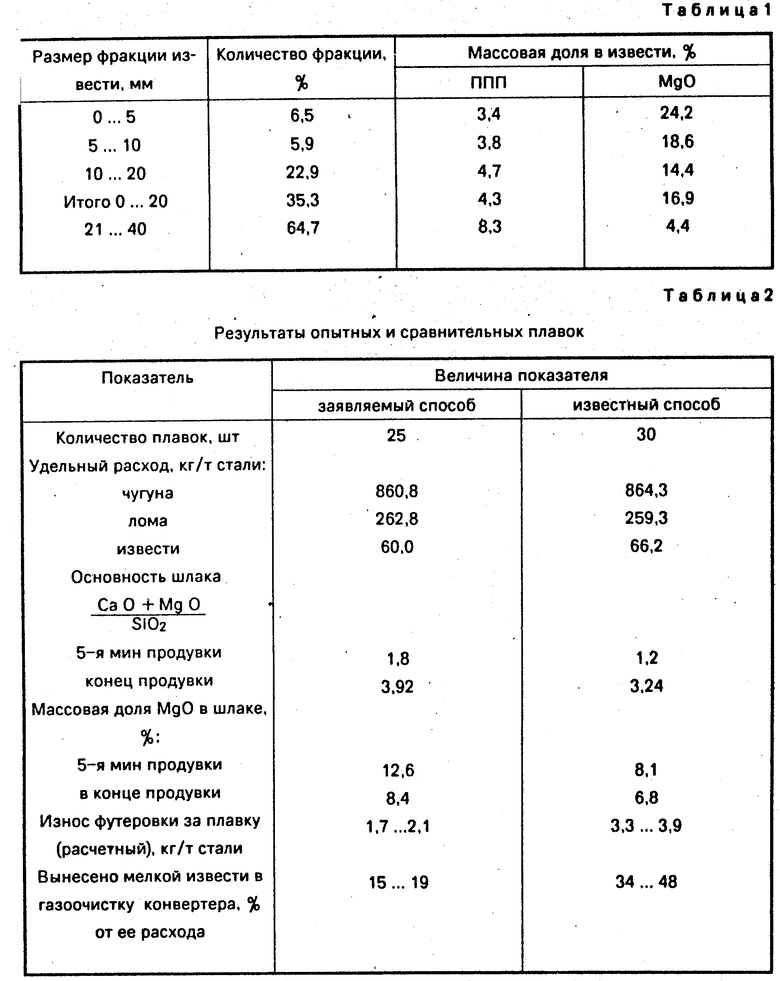
Сущность заявляемого технического решения состоит в регламентировании способов ввода в конвертер мелких и крупных фракций извести по периодам продувки. Предлагаемая технология базируется на характерном признаке, присущем смеси обычной и доломитизированной извести, состоящем в неравномерности степени обжига (уровня потерь при прокаливании) различных ее фракций и колебаниях массовой доли окиси магния в них (табл.1).
Расчет показывает, что мелкие 0...20 мм фракции извести имеют средний уровень потерь при прокаливании 4,3% и массовую долю Mg 16,9% в то время как для крупных 20...40 мм фракций значения этих показателей составляют соответственно 8,3 и 4,4%.
Присадка в конвертер перед началом продувки мелких, хорошо обожженных фракций извести позволит уменьшить потери тепла жидкого чугуна и обеспечить раннее наведение шлака. За счет насыщения шлака магнезией с самого начала продувки создаются более благоприятные условия службы футеровки конвертера, что позволяет увеличить ее стойкость на 13...15%.
Предлагаемый режим и способ ввода мелких фракций извести в конвертер, кроме технологических преимуществ, позволяет уменьшить до минимума вынос ее в газоочистку. Это достигается, во-первых, присадкой мелкой извести за один прием до начала продувки и, во-вторых, за счет ввода ее через отверстие в конусной части корпуса конвертера. Последнее позволяет исключить контакт мелкой извести с газовым потоком, создаваемым тягой дымососа, захват частиц и вынос их в газоотводящий тракт конвертера. Уменьшение выноса извести улучшает условия эксплуатации газоотводящего тракта конвертеров и обеспечивает возможность увеличения их производительности.
Пример конкретного выполнения и достижения поставленной цели осуществлен в условиях конвертерного цеха металлургического комбината "Азовсталь". Смесь обычной и доломитизированной извести, предварительно разделенную на два класса крупности 0...20 мм и 20...40 мм, загружали в приемные бункеры конвертера, из которых раздельными потоками подавали на плавку. Причем известь класса крупности 0...20 мм вводили в конвертер за один прием перед началом продувки. Расход ее составил 30...40% от общего количества, необходимого на плавку. Остальное количество извести в кусках размером 20...40 мм присаживали несколькими порциями по ходу продувки.
По заявляемому способу выплавки стали провели серию опытных плавок, на которых осуществляли хронометраж операций, отбор проб шлака на промежуточных повалках конвертера и в конце продувки, определяли количество извести, выносимой в газоочистку. Полученные результаты сравнивали с показателями плавок, проведенных по базовому (известному) способу (без разделения извести по классам крупности) (табл.2).
Как следует из табл.2, заявляемый способ позволяет существенно улучшить технологические и технико-экономические показатели выплавки стали в конвертерах. Достигнуто снижение расхода чугуна на 3,5 кг/т стали, извести - на 6,2 кг/т стали, а вынос ее мелких фракций в газоочистку конвертера сокращен в 2 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОВМЕЩЕННОГО ПРОЦЕССА НАНЕСЕНИЯ ШЛАКОВОГО ГАРНИСАЖА И ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ С ПОНИЖЕННЫМ РАСХОДОМ ЧУГУНА | 2008 |
|
RU2389800C1 |
| Способ нанесения шлакового гарнисажа на огнеупорную футеровку конвертера | 1985 |
|
SU1310434A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ | 2008 |
|
RU2389799C1 |
| Способ передела низкомарганцовистого чугуна в конвертере | 1981 |
|
SU1006496A1 |
| Способ выплавки стали в кислородном конвертере | 1985 |
|
SU1330168A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 2006 |
|
RU2327743C2 |
| СПОСОБ ПЕРЕДЕЛА НИЗКОМАРГАНЦОВИСТОГО ЧУГУНА В КОНВЕРТЕРЕ С ПРЕДВАРИТЕЛЬНЫМ НАГРЕВОМ ЛОМА | 2008 |
|
RU2380429C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 2007 |
|
RU2353662C2 |
| Способ выплавки стали в конвертере | 1988 |
|
SU1617002A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 2000 |
|
RU2164952C1 |
Использование: в черной металлургии при выплавке стали в кислородных конвертерах, имеющих магнезитовую или доломитовую футеровку. Сущность изобретения: смесь обычной и доломитизированной извести перед присадкой в конвертер разделяют на два класса крупности 0...20 мм и 20...40 мм, первый из которых вводят в конвертер до начала продувки кислородом через отверстие в конусной части корпуса, второй - по ходу продувки через горловину конвертера. 2 табл.
СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ, включающий загрузку металлошихты, продувку металла кислородом, ввод смеси обычной и доломитизированной извести фракции 0 - 40 мм, отличающийся тем, что, с целью уменьшения выноса мелких фракций, повышения стойкости футеровки, смесь фракции 0 - 20 мм вводят через отверстие в конусной части корпуса конвертера до начала продувки, а по ходу продувки присаживают через горловину конвертера известь фракции 20 - 40 мм.
| Бюллетень "Черметинформация", 1978, N 11, с.34-37. |
