Изобретение относится к обработке металлов давлением, а именно к технологии вакуумного машиностроения, и может быть использовано при изготовлении статорных и роторных колец турбомолекулярных насосов и рабочих колес турбомашин.
Цель изобретения - улучшение рабочих характеристик колес путем обеспечения взаимного перекрытия соседними лопатками друг друга.
Указанная цель достигается тем, что в способе изготовления рабочих колес турбомашин, преимущественно турбомолекулярных вакуумных насосов, включающем прорезку на дисковой заготовке радиальных каналов и формовку лопаток, используют дисковую заготовку с внешним диаметром, превышающим внешний диаметр рабочего колеса, радиальные каналы прорезают до диаметра, превышающего диаметр корневого сечения лопаток колеса, после формовки лопаток вытягивают центральную часть заготовки с одновременным уменьшением диаметра оснований радиальных каналов до диаметра корневого сечения лопаток колеса, а затем осуществляют обработку заготовки по внешнему диаметру до диаметра рабочего колеса с одновременным выполнением центрального отверстия.
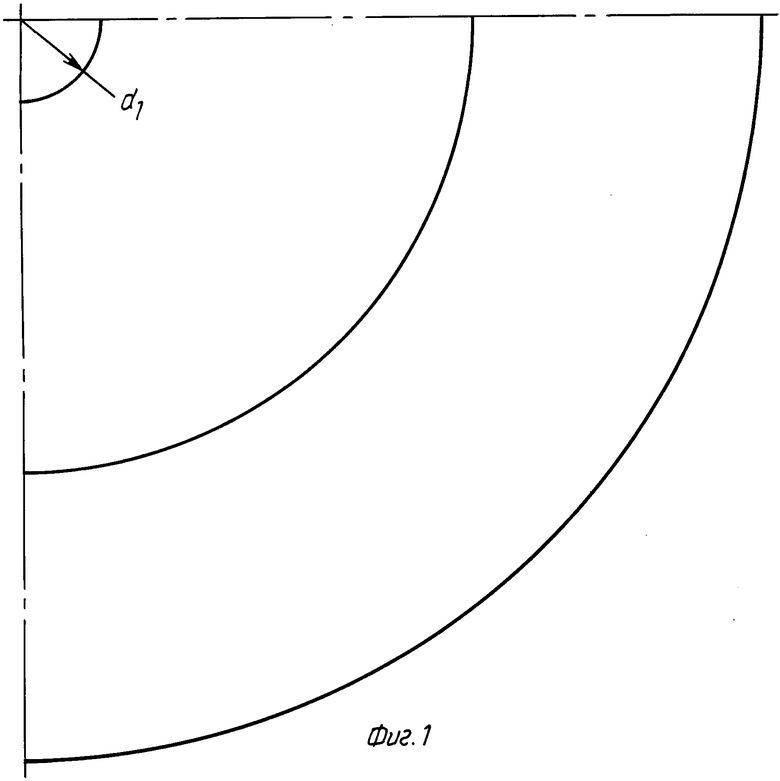
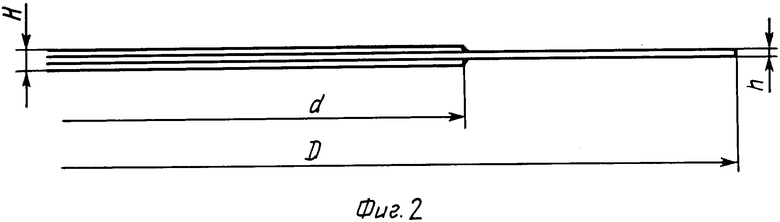
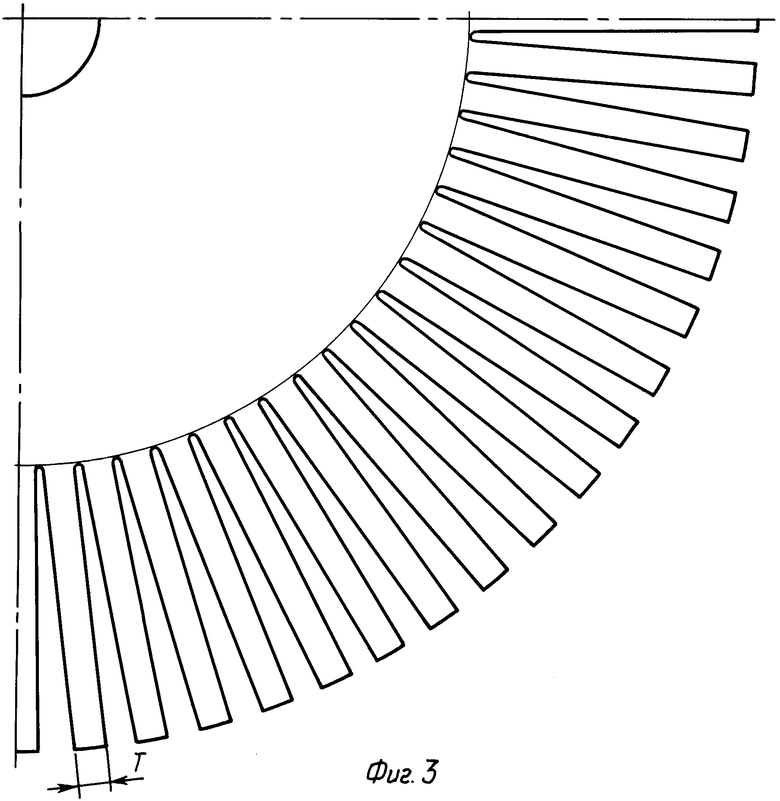
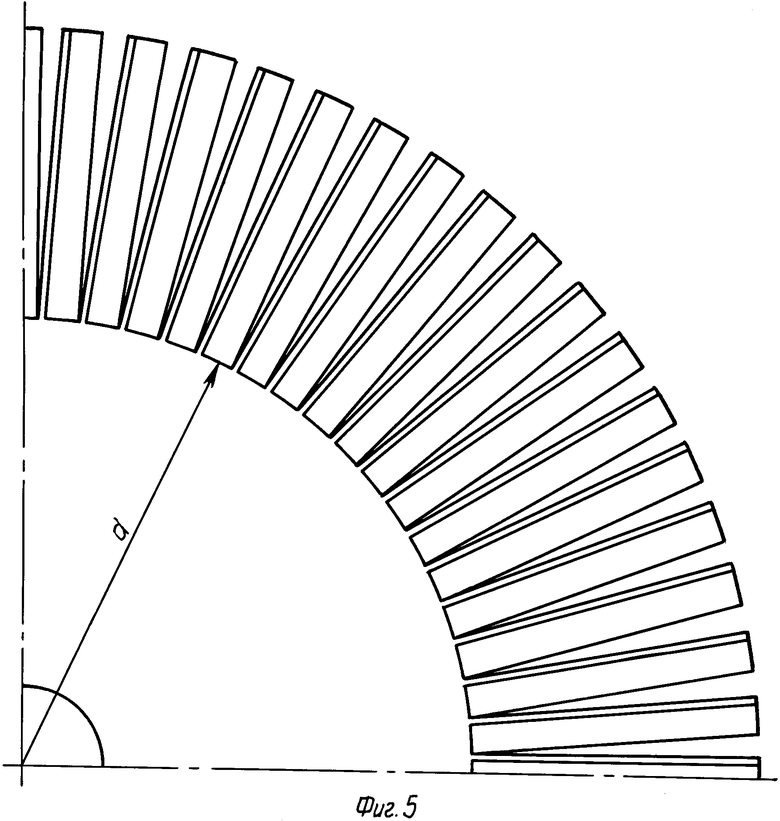
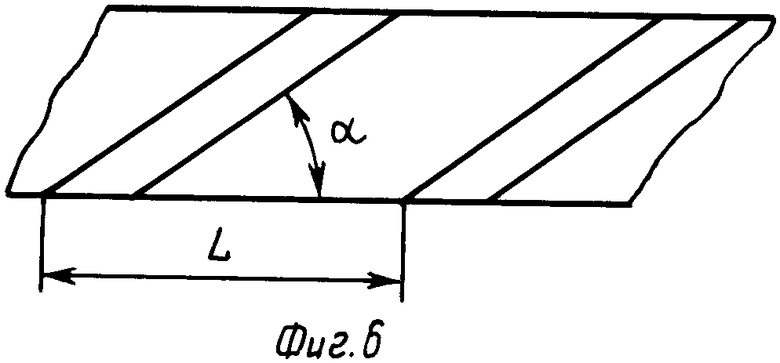
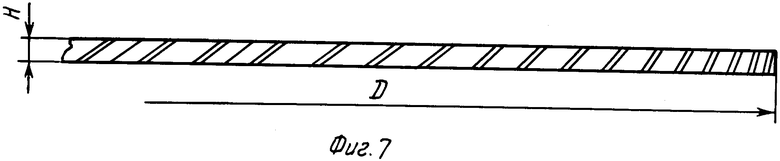
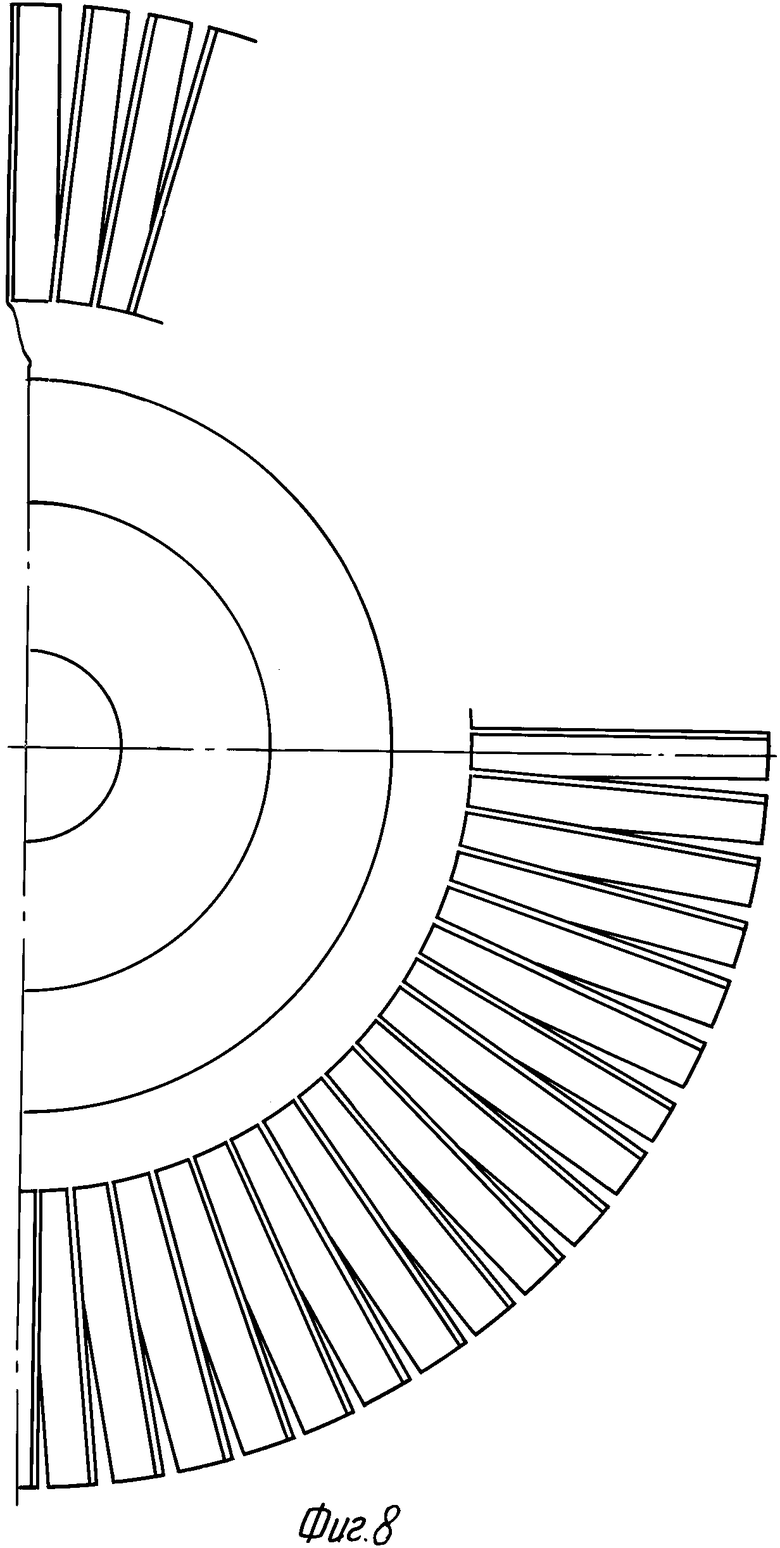
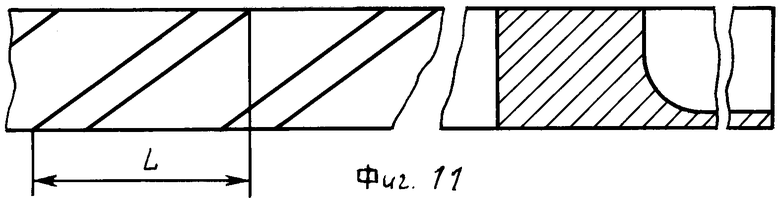
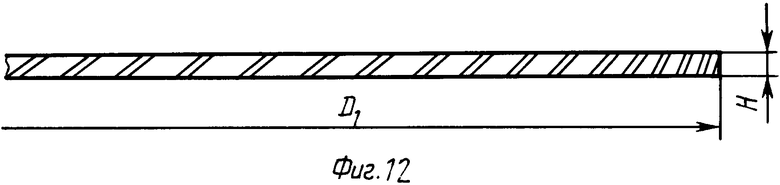
На фиг. 1 и 2 изображена заготовка, со ступицей; на фиг. 3 и 4 - заготовка, в которой прорезаны радиальные каналы; на фиг. 5-7 - заготовка с формованными и отогнутыми лопатками; на фиг. 8 и 9 - заготовка после вытягивания центральной части заготовки; на фиг. 10-12 - рабочее колесо.
Изготовление изделий предлагаемому способу осуществляют следующим образом.
Дисковую заготовку с внешним диаметром, превышающим внешний диаметр рабочего колеса, фиксируют в штампе и одновременно или последовательно прорезают радиальные каналы до диаметра, превышающего диаметр корневого сечения лопаток колеса, формуют, отгибают и калибруют лопатки до заданного профиля, затем вытягивают центральную часть заготовки с одновременным уменьшением диаметра оснований радиальных каналов до диаметра корневого сечения лопаток колеса, производят обработку заготовки по внешнему диаметру до диаметра рабочего колеса и одновременно выполняют центральное отверстие.
П р и м е р. Дисковую заготовку с наружным диаметром D = 281 мм фиксируют в штампе по внутреннему диаметру d1 = 30 мм. Формуют заготовку на диаметре D = 291 мм до образования ступицы диаметром d = 171 мм и толщиной лопатки по периферии h = 1,5 мм (см. фиг. 1). Далее одновременно или последовательно прорезают 72 радиальных канала с предварительной шириной Т = 4,7 мм и глубиной до диаметра d = 171 мм (см. фиг. 2). После чего формуют профиль, загибают угол и калибруют лопатки колеса с шагом в корневой части L = 6,54 мм и углом наклона α= 35о (см. фиг. 3). Вытягивают центральную часть заготовки для уменьшения внешнего диаметра диска с D = 281 мм до D1 = 260,1 мм и диаметра ступицы с d = 171 мм до d2 = 150,5 мм (см. фиг. 4). Производят обработку заготовки по внешнему диаметру до диаметра рабочего колеса D1 = 260 мм и выполняют центральное отверстие d3 = 140 мм и калибруют толщиной H = 4 мм (см. фиг. 5).
Таким образом, предлагаемый способ позволяет улучшить рабочие характеристики колеса турбомашин за счет выполнения лопаток оптимальной геометрической формы при заданном угле разворота, с перекрытыми линиями разреза соседних лопаток, с постоянной их высотой.



Сущность изобретения: используют дисковую заготовку с внешним диаметром, превышающим внешний диаметр рабочего колеса, прорезают на ней радиальные каналы до диаметра, превышающего диаметр корневого сечения лопаток колеса, формируют, отгибают и калибруют лопатки до заданного профиля, затем вытягивают центральную часть заготовки с одновременным уменьшением диаметра оснований радиальных каналов до диаметра корневого сечения лопаток колеса, производят обработку заготовки колеса по внешнему диаметру до диаметра рабочего колеса с одновременным выполнением центрального отверстия. 12 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧИХ КОЛЕС ТУРБОМАШИН, ПРЕИМУЩЕСТВЕННО ТУРБОМОЛЕКУЛЯРНЫХ ВАКУУМНЫХ НАСОСОВ, включающий прорезку на дисковой заготовке радиальных каналов и формовку лопаток, отличающийся тем, что используют дисковую заготовку с внешним диаметром, превышающим внешний диаметр рабочего колеса, радиальные каналы прорезают по диаметру, превышающего диаметр корневого сечения лопаток колеса, после формовки лопаток вытягивают центральную часть заготовки с одновременным уменьшением диаметра оснований радиальных каналов до диаметра корневого сечения лопаток колеса, а затем осуществляют обработку заготовки по внешнему диаметру до диаметра рабочего колеса с одновременным выполнением центрального отверстия.
| Авторское свидетельство СССР N 772320, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
