2. Устройство для осуществления способа по п.Ь содержащее оправку для крепления заготовки с делительным механизмом, приводной режущий инструмент с направляющими и механизм для.разворота лопаток, о т л ич а ю щ е е с я тем, что оно снабжено траверсой, установленной в плоскости, параллельной оси оправки,
а приводной режущий инструмент с направляющими и механизм разворота лопаток смонтированы на указанной траверсе.
3. Устройство по п.2, о т л и ч аю щ е е с я тем, что режущий инструмент выполнен в виде сектора дисковой фрезы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2010 |
|
RU2429949C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧИХ КОЛЕС ТУРБОМАШИН, ПРЕИМУЩЕСТВЕННО ТУРБОМОЛЕКУЛЯРНЫХ ВАКУУМНЫХ НАСОСОВ | 1989 |
|
RU2016253C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| Приспособление к фрезерному станку для изготовления вращающихся инструментов типа фрез и т.п., имеющих режущие кромки левого и правого хода | 1927 |
|
SU31851A1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| ПРОРЕЗНАЯ ИЛИ ОТРЕЗНАЯ ДИСКОВАЯ ФРЕЗА | 1993 |
|
RU2041029C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОФРЕЗЕРОВАННОГО РАБОЧЕГО КОЛЕСА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2625860C1 |
| СТАНОК ДЛЯ ДЕРЕВООБРАБОТКИ | 1992 |
|
RU2047481C1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
Изобретение относится к обработ ке металлов давлением, d именно к технологии вакуумного машиностроения, и может быть использовано при изготовлении крыльчаток турбомолекулярного насоса (ТМН), а также других типов насосов и турбин.
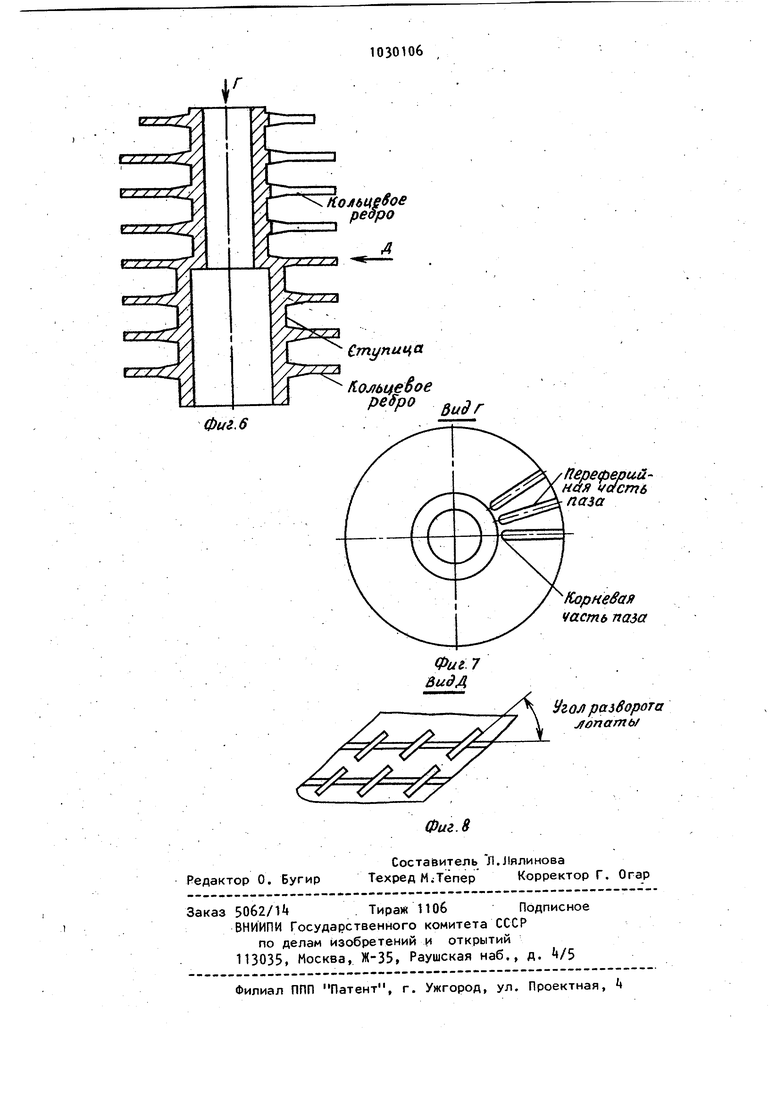
Наиболее близким к изобретению является способ изготовления издели типа крыльчаток турбомолекулярных насосов, включающий изготовление полого цилиндра с кольцевыми ребрами, прорезку пазов в ребрах и разворот полученных секторов относительно плоскости ребра. В этом способе прорезка пазов осуществляется дисковой фрезой или отрезным камнем одновременно во всех рядах заготовки.
Способ осуществляют устройством, содержащим оправку для крепления заготовки с делительным механизмом., приводной режу| ий инструмент с направляющими и механизм для разворота лопаток СО.
Недостатком известного способа является исключение возможности изготовления несоставных крыльчаток турбомолекулярных насосов с переменной величиной ступицы и лопаток, вследствие отсутствия пространства для выхода инструмента. Из-за большого диаметра к малой толщины инструмент не обладает достаточной жесткостью и деформируется в процессе работы что снижает производительность. При продольном перемещении вдоль паза направляющих режущая кромка вращающегося инструмента воздействует на них и приводит к быстрому износу, а часто к разовому использованию. Это приводит к уводу паза изделия от радиальнрго направления, подрезке корня, нестабильности размеров тела лопатки и ширины паза, что резко ухудшает качество получаемых изделий.
5 Цель изобретения - повышение производительности и качества получаемых изделий.
Указанная цель достигается тем, что согласно способу изготовления
o изделий типа крыльчаток турбомолекулярных насосов, включающему изготовление полого цилиндра с кольцевыми ребрами, прорезку пазов в ребpax и разворот полученных секторов
s относительно плоскости ребра, прррезку пазов осуществляют последовательно по окружности в каждом ребре отдельно резанием корневой и резкой сдвигом периферийной зоны паза.
0 Устройство для осуществления предлагаемого способа, содержащее оправку для крепления заготовки с делительным механизмом, приводной режущий инструмент с направляющими и механизм для разворота лопаток, снабжено траверсой, установленной в плоскости параллельной оси оправки, а приводной щий инструмент с направляющими и неQ ханизм разворота лопаток смонтиро-. Ваны на указанной траверсе.
Причем режущий инструмент выполнен в виде сектора дисковой фрезы.
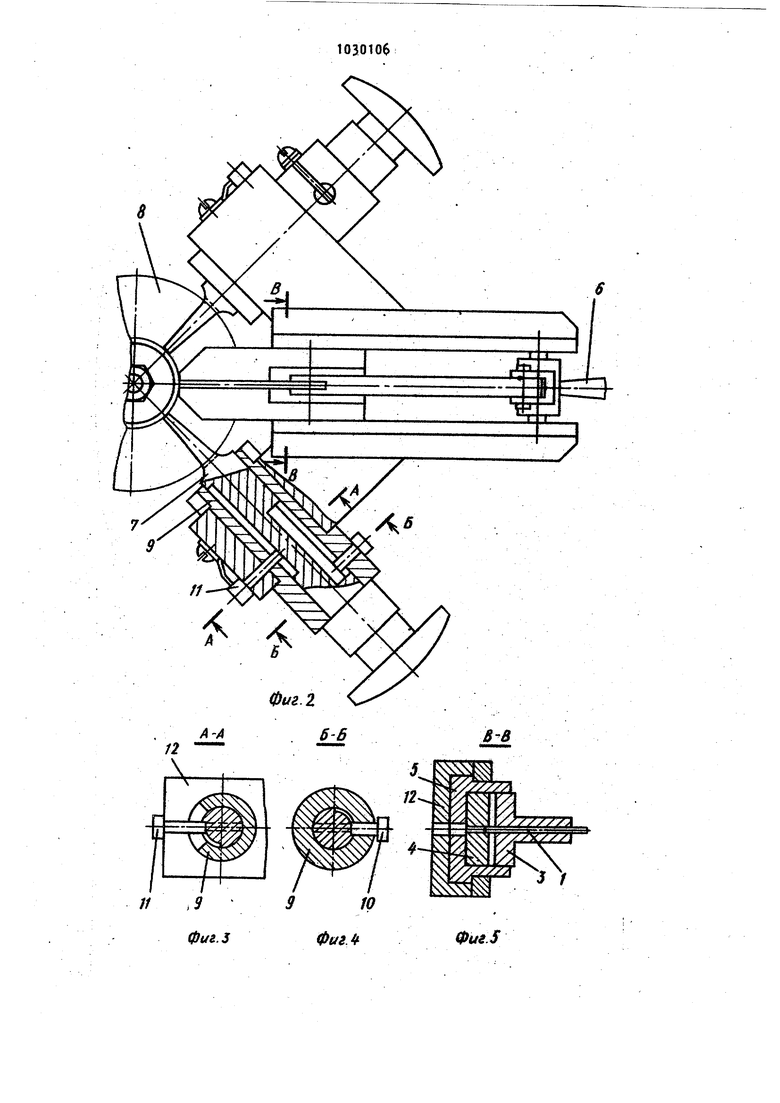
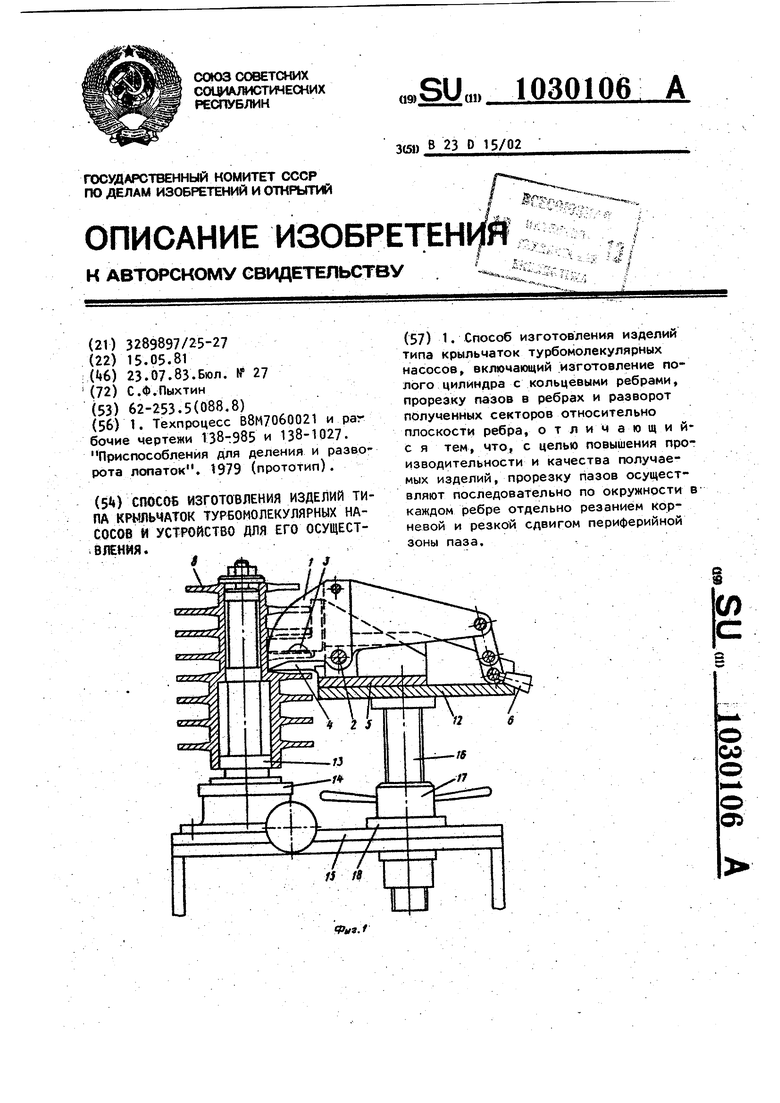
На фиг.1 показано устройство для осуществления предлагаемого cnocq6ai
5 вид спереди; на фиг. 2 - то же, вид сверху; на фиг, 3 - разрез А-А На фиг.2; на фиг. k - разрез Б-Б; на фиг.2; на фиг. 5 - разрез. 6-В
на фиг.2; на фиг. 6 - заготовка,
на фиг.7 - вид Г на фиг.6; на фиг.8рид Л на фиг.6.
3
Устройство содержит режущий инструмент 1, выполненный в виде сек|Тора дисковой фрезы с одним или несколькими режущими зубьями, сидящий на оси 2 между секционными направляющими 3 и их опорной плоскостью 4 имеющей режущие кромки, выполняющие функции матрицы. Направляющие 3 запреСсованы в обойму 5, на которой смонтирован привод 6.
Механизм для разворота лопаток выполнен в виде рабочего органа ключа 7 G зевом для захвата заготовки 8 и фланцем по торцам, и двумя продольными канавками на ци,линдрической части, ключ заключен в поворотную втулку 9, в утолщенном фланце которой заключен ограничитель 10 поворота ключа. Через окно в цилиндрической части втулки свободно проходит фиксатор 11, смонтированный на подвижной траверсе 12, при этом ограничитель .10 поворота и фиксатор 11 своими торцами западают в продольные канавки ключа 7
Режущий инструмент 1 и механизм для разворота лопаток смонтированы на подвижной траверсе 12 с возможностью возвратно-поступательного перемещения относительно центра оправки 13, служащей для закрепления заготовки 8. Оправка 13 установлена на поворотном столе И, жестко зак-г репленном на станине 15. Подвижная траверса 12 соединена со станиной 15 ходовым винтом 16, подвижным в осевом направлении и фиксированным от проворота. На ходовой винт 16 навинчена гайка 17, фиксированная от осевого перемещения относительно станины 15 фланцем 18.
Способ осуществляется следующим образом,
06Д
Заготовка 8 устанавливается на правку 13, закрепленную на поворотном столе . Режущий инструмент 1 подводят к плоскости крайнего ряда заготовки 8 и досылают до упора в ступицу заготовки, после чего под воздействием привода 6 нож поворачивается на угол, ограниченный межрядовым пространством заготовки, причем в периферийной прямой части паза совершается процесс резания сдвигом и процесс резания со снятием, стружки в корневой части паза. После отхода ножа в исходное положение режущий инструмент 1 отводится назад. Оправка 13 вместе с зак репленной на ней заготовкой 8 посредством поворотного стола 1 повоачивается на заданный угол, и процесс повторяется. После окончания прорезки пазов первого ряда режущий инструмент 1 подводится к следующему ряду.
По окончании прорезки пазов на-; чинают операцию, разворота получен- ; ных секторов. Для этого механизм 7 разворота устанавливают в положениеj ограничивающее поворот на заданную величину разворота, фиксируют и подводят к обрабатываемому ряду заготов ки 8 и досылают их к центру до упора. После этого механизм разворота поворачивается до упора ограничителя 10 поворота в стенку второго продольного паза, после чего механизм разворота отводится в исходное положений. После окончания прорезки и разорота секторов цикл повторяется.
Предлагаемый способ и устройство для его осуществления позволяют изгог тавливать несоставные изделия типа крыльчаток турбомолекулярных насосов с переменными величинами лопаток и ступицы при минимальной ширине паза, что повышает производительность и качество получаемых изделий.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Приспособления для деления и разво рота лопаток | |||
| Устройство для избирательного управления двумя реле | 1918 |
|
SU979A1 |
