Изобретение относится к строительству, в частности к защите металла труб от воздействия агрессивных сред, а именно к устройствам для нанесения покрытий на внутреннюю поверхность продольно-гофрированных труб, используемых в нефтегазовой промышленности при ремонте обсадных колонн.
Известна установка, с помощью которой цилиндрические трубы гофрируют, затем подвергают нормализации токами высокой частоты (ТВЧ), и смазку труб осуществляют до и после гофрирования и, если до гофрирования смазку круглых труб осуществляют известными приемами: самоизливом смазочного материала, пневматическим распылением или покрывными пробками, то после гофрирования смазку труб осуществляют с помощью пакли, смоченной в смазке и протягиваемой на тросе.
Кроме того, сгоревшую смазку, нанесенную перед гофрированием и окалину металла после ТВЧ, также следует удалить с внутренней поверхности трубы перед вторичной смазкой.
Известна также установка для нанесения жидких покрывных материалов на внутреннюю поверхность труб с помощью перемещающихся эластичных пробок с механическим приводом. Она состоит из двух эластичных пробок, одна из которых подвижна. В пространство между пробками заливают расчетное количество покрывного материала и сжатым воздухом, подаваемым под избыточным давлением 0,2 - 0,3 МПа, перемещают пробки по трубопроводу. Пробки создают необходимую контактную герметичность, а их наружный диаметр выбирают в зависимости от давления сжатого воздуха, вязкости покрывного материала и возможности оставления последнего в виде тонкого жидкого слоя на внутренней поверхности трубопровода.
Однако такие пробки или манжеты нельзя использовать в гофрированной трубе, так как нет контакта манжеты со всем периметром трубы. Контакт манжет и продольно-гофрированной трубы будет только по впадинам гофр, а на выступах гофр ввиду его отсутствия с манжетами будут скапливаться отходы обгоревшего металла и предыдущей смазки. Повторная смазка после обработки ТВЧ также будет затекать на эти неприжимаемые манжетой участки.
Задачей изобретения является повышение качества смазки с одновременной очисткой внутренней поверхности продольно-гофрированной трубы за счет обеспечения контактного прилегания манжет по периметру внутренней поверхности обрабатываемой трубы.
Поставленная цель достигается тем, что манжеты имеют профилированную с впадинами и выступами поверхность, идентичную сечению контактирующей трубы, на выступах манжеты снабжены ребрами жесткости, при этом жесткость манжет на этих участках равна или больше жесткости манжет на участках их впадин.
Контактная поверхность подвижных и неподвижных манжет идентична внутреннему профилю обрабатываемой трубы по ее периметру. Так как профиль трубы имеет сложную форму, состоящую из сопряженных участков выступов и впадин, то для того, чтобы манжеты не теряли устойчивость при продвижении в трубе, на манжетах по выступам выполнены ребра жесткости, которые обеспечивают равномерное прижатие манжет к трубе и нанесение смазки равномерным слоем.
Жесткость манжет различна на впадинах и выступах, так как сила трения с трубой на выступах больше, чем на впадинах. При равной жесткости деформация на выступах манжет будет больше, что может привести к затеканию резины и более быстрому ее износу. Исполнение ребер жесткости на выступах манжет упрочняет их, причем степень жесткости зависит от марки резины, ее эластичности, толщины манжеты и размеров продольно-гофрированной трубы.
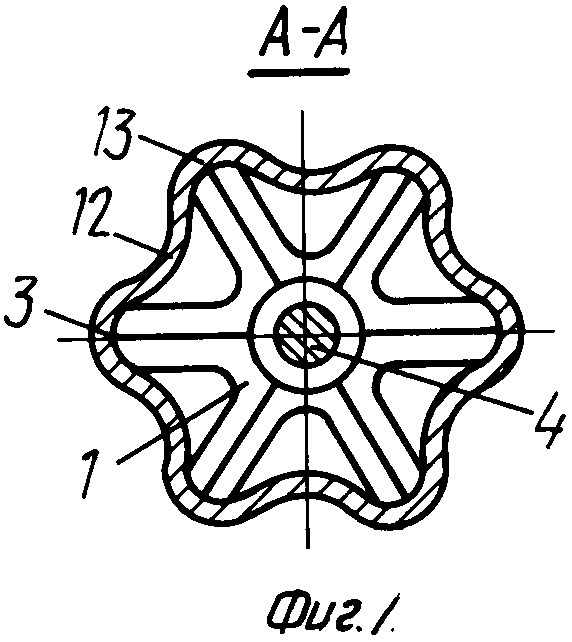
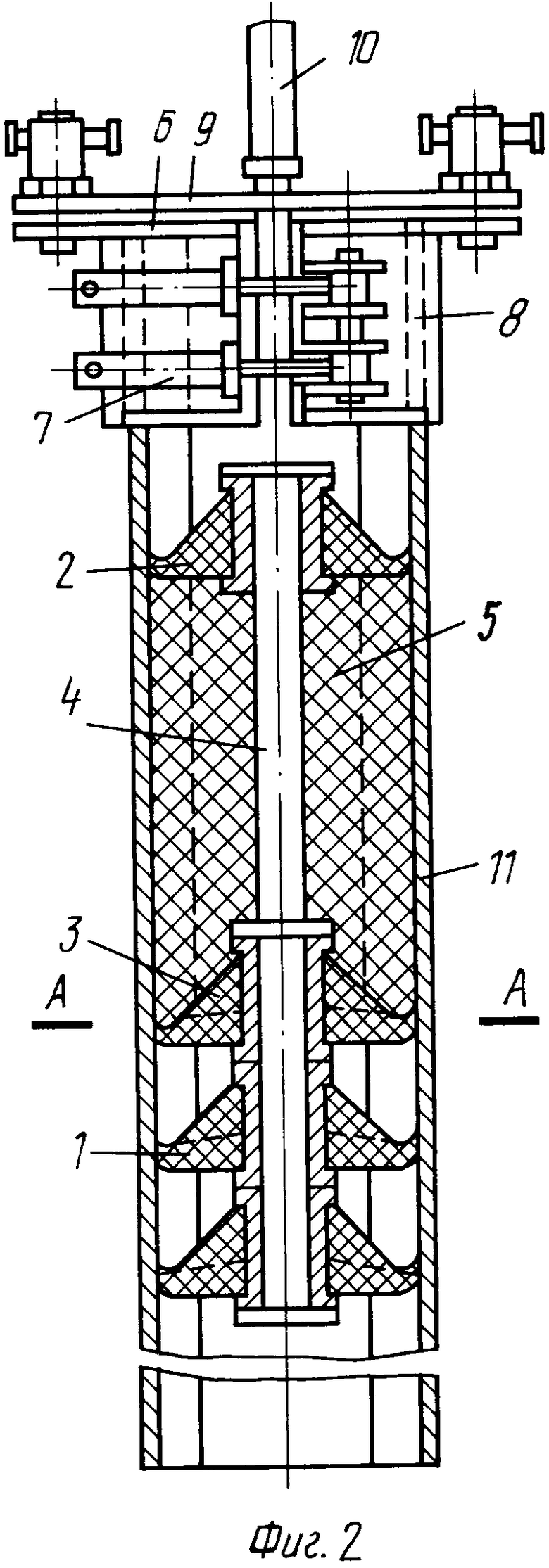
На фиг.1 изображен общий вид устройства; на фиг.2 показана в поперечном сечении манжета с профилированной контактной поверхностью, помещенная внутрь пpодольно-гофрированной трубы, разрез А-А на фиг.1.
Устройство состоит из набора неподвижных манжет 1 и подвижной манжеты 2 с ребрами жесткости 3, расположенных на штоке ,4 и смазки 5, которая заполняет пространство между манжетами 1 и 2, а также содержит крышку 6, которая состоит из основания 7 и 8 и заглушки 9 со штуцером 10, закрепленной на конце продольно-гофрированной трубы 11, имеющей впадины 12 и выступы 13.
Устройство работает следующим образом.
Неподвижные манжеты 1 жестко крепятся на штоке 4 и вводятся с торца в продольно-гофрированую трубу 11, а манжета 2 насаживается на шток 4 с возможностью перемещения по штоку. Пространство между этими манжетами заполняется смазочным составом 5. Собранные на штоке манжеты продвигают внутрь трубы, затем с торца трубы 11 одевают и крепят основания 7 и 8 и заглушку 9 со штуцером 10 разъемной крышки 6. После монтажа устройства на трубе 11 через штуцер 10 подается давление воздуха, под действием которого происходит продвижение внутри трубы манжет 1 и 2 со штоком 4 и смазкой 5 между ними. При этом набор неподвижных манжет 1 снимает с внутренней поверхности продольно-гофрированной трубы 11 старую смазку, окалину, а подвижная манжета 2 под действием давления воздуха скользит по штоку. Смазка 5 выдавливается в зазор между манжетой и профилем внутренней поверхности трубы 11 и наносится на эту поверхность.
При выходе из трубы 11 набора манжет 1 и 2 производится отключение подачи воздуха через штуцер 10 и демонтаж разъемной крышки 6.
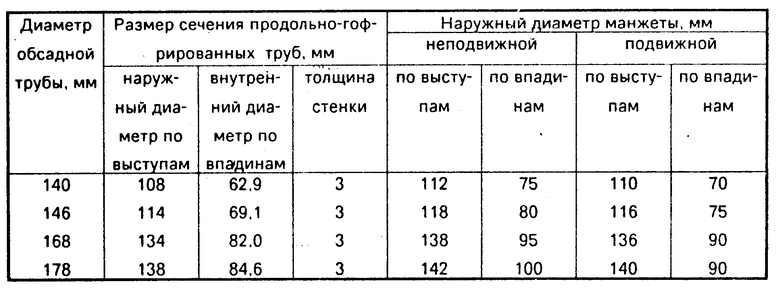
Так как манжеты 1 и 2 имеют форму профиля наружной контактной поверхности, идентичную форме внутренней поверхности продольно-гофрированной трубы 11, то внутренняя поверхность трубы равномерно очищается неподвижными манжетами 1, то есть перед нанесением смазки новой старая смазка удаляется, а в зазор между манжетой 2 и внутренней поверхностью трубы 11 выдавливается смазка, которая равномерно наносится по внутренней поверхности по всей длине трубы. В каждом типоразмере обсадных труб для отдельной толщины применяется пластырь, длина периметра наружной поверхности которого несколько больше длины внутренней поверхности обсадной трубы в интервале ремонта. А так как длина периметра для каждой толщины стенки своя, то и внутренний профиль пластыря для каждой толщины стенки обсадной трубы различен и соответственно необходимо свое устройство.
Зависимость размеров манжеты от типоразмеров гофрированных труб сведена в таблицу.
Предлагаемое устройство может быть использовано при изготовлении пластырей, применяемых для восстановления герметичности обсадных колонн диаметром 140, 146, 168 мм и других размеров.
Следует иметь ввиду, что в зависимости от твердости резины диаметр подвижной манжеты должен быть равным диаметру неповижных манжет (при маслобензостойкой резине средней твердости) или меньше их диаметра (при маслобензостойкой резине повышенной твердости). Последнее условие учтено в двух последних графах таблицы.
Использование изобретения позволит повысить качество нанесения смазки на внутреннюю поверхность продольно-гофрированных труб и значительно сократить технологическую операцию по подготовке трубы к использованию в скважине.
Такая манжета может быть применена также при обработке продольно-гофрированных труб, в различных устройствах, где они используются.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1990 |
|
RU2021483C1 |
| УСТРОЙСТВО ДЛЯ РЕМОНТА ОБСАЖЕННЫХ СКВАЖИН | 1992 |
|
RU2047731C1 |
| Способ изготовления гофрированного стального пластыря | 1990 |
|
SU1749267A1 |
| ПЛАСТЫРЬ ДЛЯ РЕМОНТА ОБСАДНЫХ КОЛОНН | 1990 |
|
RU2068940C1 |
| Способ изготовления гофрированных труб | 1990 |
|
SU1724403A1 |
| Соединение пластырей для ремонта обсадных колонн | 1990 |
|
SU1804543A3 |
| Устройство для продольного гофрирования труб | 1990 |
|
SU1803226A1 |
| Пластырь для ремонта обсадной колонны | 1990 |
|
SU1818459A1 |
| СПОСОБ РЕМОНТА ОБСАДНЫХ КОЛОНН В СКВАЖИНЕ | 2004 |
|
RU2273718C1 |
| Оправка для выполнения продольных гофр на трубах | 1988 |
|
SU1648597A1 |
Сущность изобретения: шток снабжен набором эластичных контактирующих по периметру с внутренней поверхностью трубы манжет. Между манжетами расположен смазочный состав. Манжеты имеют идентичную сечению продольно-гофрированной трубы профилированную по ее впадинам и выступам поверхность. На выступах манжеты снабжены ребрами жесткости. Жесткость манжет на этих участках равна или больше жесткости манжет на участках впадин. 2 ил.
УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СМАЗКИ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ПРОДОЛЬНО-ГОФРИРОВАННОЙ ТРУБЫ, содержащее механический привод, шток с набором эластичных контактирующих по периметру с внутренней поверхностью трубы манжет, расположенный между манжетами смазочный состав и запорный узел, отличающееся тем, что манжеты имеют идентичную сечению продольно-гофрированной трубы профилированную по ее впадинам и выступам поверхность, при этом манжеты на выступах снабжены ребрами жесткости, а жесткость манжет на этих участках равна или больше жесткости манжет на участках их впадин.
| Протасов В.Н | |||
| Полимерные покрытия в нефтяной промышленности | |||
| М.: Недра, 1985, с.156-160. |
