Изобретение относится к электротехнике и может быть использовано для набора коммутационных полей.
Известен разветвитель на три направления РВ6-250В(1), содержащий изоляционный корпус с гнездами, выполненными в форме пружинных контактных элементов из токопроводящего материала, входные участки которых выполнены конусными. Контактные элементы соединены с двумя штекерами.
Недостатком известной розетки является сложность выполнения контактных элементов, крепления их в корпусе и соединение со штекерами.
Целью изобретения является упрощение конструкции розетки.
Дополнительными целями являются: обеспечение удобства пользования; повышение технологичности изготовления; иные цели, которые станут очевидными после знакомства с описанием и чертежом изобретения.
Указанные цели достигаются за счет того, что в корпусе из изоляционного материала гнезда выполненные в форме пружинистых контактных элементов из токопроводящего материала, входные участки которых выполнены конусными, два штекера, каждый из которых выполнен за одно целое с одним или несколькими гнездами.
Гнезда и штекер каждого полюса отштампованы из единого куска листового матеpиала в форме встречно размещенных полуокружностей. Расстояние между противолежащими точками внутренних поверхностей дуг меньше диаметра штекера.
Корпус выполнен из упругого пружинящего материала. Корпус выполнен из пластмассы. Корпус в плоскости стыка половинок гнезд, выполнены пазы на глубину длины присоединяемых штекеров.
Заявляемое техническое решение характеризуется тем, что в корпусе закреплено два штекера с выполненными заодно с каждым из них одним или несколькими гнездами с расстоянием между разнополюсными гнездами соответствующим присоединяемым к розетке штекером, а гнезда каждого полюса отштампованы из единого куска листового материала в форме встречно размещенных полуокружностей так, что концевые участки гнезд в зоне штекерных отверстий выполнены с проходным размером между противолежащими точками внутренних поверхностей дуг меньше диаметра штекера, при этом корпус выполнен из упругого пружинящего материала типа пластмассы, а в зоне штекерных отверстий в плоскости стыка половинок гнезд на глубину длины штекеров в корпусе выполнены пазы.
Все отличительные признаки отличают заявленное техническое решение от прототипа, что обусловливает соответствие этого решения критерию "новизна".
В известной патентной документации и технической литературе отсутствуют технические решения с заявленной совокупностью признаков, что подтверждает наличие у данного изобретения существенных отличий.
Выполнение гнезд из листового материала путем штамповки из листового пружинистого токопроводящего материала заодно со штекерами, закрепление их в литом корпусе из пружинистого материала типа пластмассы и выполнение пазов в зоне штекерных отверстий в плоскости половинок гнезд позволяет намного упростить изготовление розетки, а также повысить надежность соединения гнезд со штекерами. Упрощение конструкции розетки при одновременном улучшении ее эксплуатационных показателей даст положительный эффект как на стадии изготовления так и при использовании.
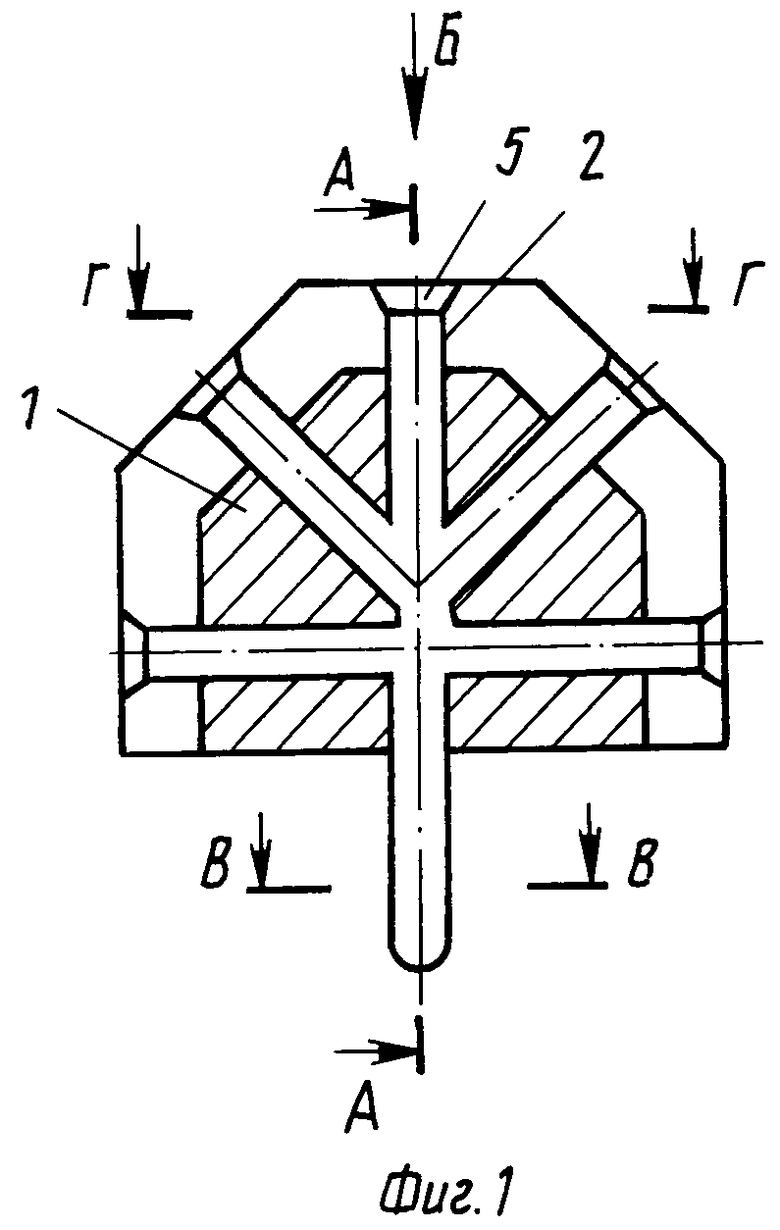
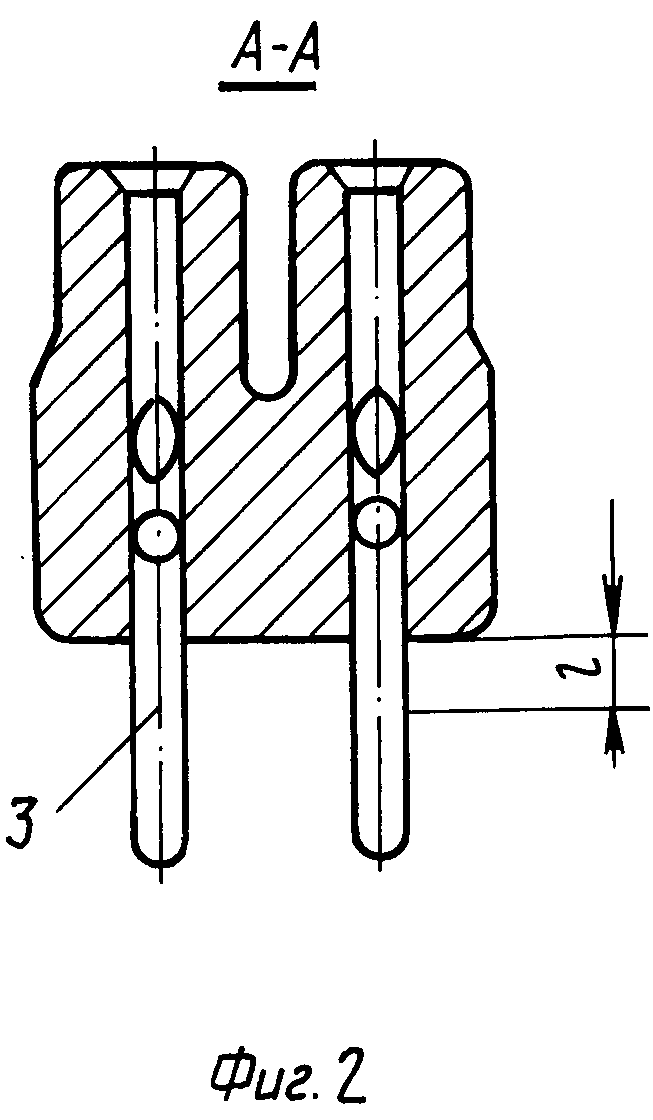
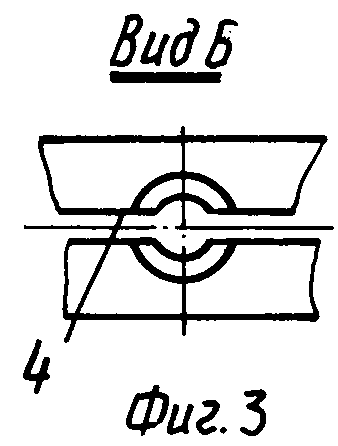
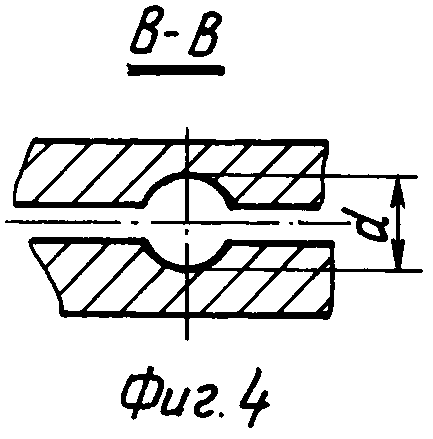
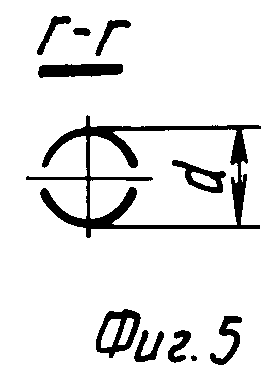
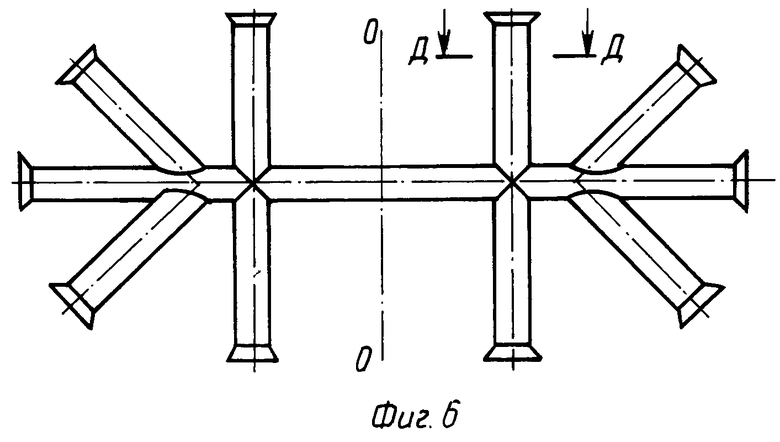
На фиг. 1 показано продольное сечение по одному штекеру и гнездам; на фиг.2 - поперечное сечение по двум штекерам, сечение А-А на фиг.1; на фиг.3 - вид на гнездо с торца, вид по стрелке В на фиг.1; на фиг.4 - сечение по корпусу в зоне пазов корпуса, сечение Д-Д на фиг.1; на фиг.5 - сечение по штекеpу, сечение С-С на фиг.1; на фиг.6 - штамповка гнезд и штекера; на фиг.7 - сечение по половинке канала гнезда, сечение Е-Е на фиг.6.
Корпус 1 с гнездами 2 и штекерами 3 представляют единую неразборную конструкцию. Гнезда 2 со штекерами 3 штампуют из листового материала, как показано на фиг. 6, затем перегибают половинки штамповки вокруг оси 0-0 и получается "елочка" из гнезд, изображенная на фиг.1. Две таких "елочки" помещают параллельно в литьевую машину или штамп, заливают пластмассу и получают розетку с любым количеством пар гнезд и двумя штекерами, к которым подключены эти гнезда. Штамповка корпуса 1 должна быть выполнена так, чтобы вдоль всех гнезд каждого полюса была выполнена щель 4, а расстояние а между внутренними поверхностями гнезд было меньше диаметра штекера (стандартного) на 5-10% , что обеспечивает зажим конца штекера 3 в гнезде 2. Этому способствует также выполнение участков е штекеров большего диаметра, чем внутренний диаметр а гнезда. Для обеспечения пружинения концевых участков гнезд корпус на глубину входа штекеров выполнен с тонкими стенками, как показано на фиг.2.
Увеличение диаметра участков е может быть выполнено нанесением меди или бронзы на эти участки. Гнезда со штекерами штампуют из латуни или стали, а контактные поверхности могут быть покрыты медью. Каждая половина "елочки" может штамповаться отдельно, а затем спаиваться в зоне штекера с закруглением концов штекеров для обеспечения гладкого конца.
Неразборность конструкции кроме простоты обеспечивает ликвидацию контактных сопротивлений в стыках элементов.
Экономический эффект возникает за счет простоты конструкции, технологичности и отсутствия сборочных операций. Все операции могут быть выполнены на стандартном универсальном оборудовании.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ ВАРКИ ПРОДУКТОВ НА ПАРУ | 1992 |
|
RU2016536C1 |
| СТЕНА СБОРНАЯ | 2006 |
|
RU2314393C1 |
| Вставное приспособление для варки продуктов на пару | 1991 |
|
SU1796139A1 |
| СОЕДИНИТЕЛЬНАЯ КОРОБКА ДЛЯ ЭКРАНИРОВАННОГО КАБЕЛЯ, В ЧАСТНОСТИ ДЛЯ КАБЕЛЯ ПЕРЕДАЧИ ДАННЫХ | 1993 |
|
RU2089985C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ОПТИЧЕСКИХ ВОЛОКОН | 1996 |
|
RU2210797C2 |
| ДАТЧИК | 2001 |
|
RU2261419C2 |
| ПРИВОДНАЯ ЦЕНТРОБЕЖНАЯ РАЗБРЫЗГИВАЮЩАЯ ГОЛОВКА | 2003 |
|
RU2272682C2 |
| ЭЛЕКТРИЧЕСКИЙ ШТЕКЕРНЫЙ СОЕДИНИТЕЛЬ ДЛЯ ТЕРМОЭЛЕМЕНТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2543690C2 |
| ПРИВОДНАЯ ЦЕНТРОБЕЖНАЯ РАЗБРЫЗГИВАЮЩАЯ ГОЛОВКА | 2003 |
|
RU2272681C2 |
| КАБЕЛЬНЫЙ ШТЕКЕР ДЛЯ ЭЛЕКТРИЧЕСКИХ КАБЕЛЬНЫХ СОЕДИНЕНИЙ | 2001 |
|
RU2257652C2 |
Использование: электротехника. Сущность изобретения: в изоляционном корпусе многоконтактной розетки размещены два штеккера и гнезда, выполненные из токопроводящего материала в форме пружинистых контактных элементов. Гнезда и штеккер каждого полюса выполнены штамповкой из единого куска листового материала в форме встречно размещенных полуокружностей. Расстояние между противолежащими точками внутренних поверхностей полуокружностей гнезд меньше диаметра штеккера. А в корпусе в полости стыка половинок гнезд выполнены пазы на глубину длины присоединяемых штеккеров. 5 з.п. ф-лы, 7 ил.
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
