Изобретение относится к прокатному производству, в частности к изготовлению на станах холодной прокатки медного профиля для коллекторных пластин высокоскоростных двигателей, в том числе и для воздуховсасывающих агрегатов бытовых пылесосов.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является коллекторный профиль, содержащий трапециевидную головку и Т-образную ножку.
Форма данного типа коллекторных профилей предполагает либо наличие между ними в коллекторах промежуточных элементов, либо выполнение пазов между коллекторными профилями, например, фрезерованием. При этом последнее является предпочтительным для случая массового производства.
Существующая технология изготовления коллекторов включает сборку коллекторных профилей (пластин) во втулке, заливку пластмассового пространства между ними и последующую обточку наружного диаметра и фрезерование пазов фасонной дисковой фрезой с образованием фасок по краям больших оснований. При этом глубина паза должна обеспечивать надежную изоляцию пластин между собой.
Получение коллекторов с использованием известного профиля и по известной технологии отличается высоким расходом меди, повышенной трудоемкостью изготовления и низким качеством коллекторов. Низкий коэффициент использования металла обусловлен тем, что удаляется наиболее массивная часть профиля при механической обработке.
Повышенная трудоемкость обусловлена увеличенными трудозатратами на выполнение следующих работ: фрезерование пазов с фасками; удаление налипшего металла с пластмассы после чистового точения наружного диаметра коллектора; прокатку профиля.
Фрезерование пазов в межпластинном пространстве осуществляется фасонной дисковой фрезой, обеспечивающей одновременное получение фасок на боковых кромках пластин. Недостатком этой операции является низкая, из-за абразивного износа, стойкость инструмента. В связи с явно выраженной несимметричностью профиля проработка его сечения во время прокатки по высоте неравномерна. Причем менее проработанные слои удаляются при чистовом точении наружного диаметра коллектора. А так как указанные слои являются и наиболее вязкими, то наблюдается налипание меди на пластмассу межпластинного зазора, что, в свою очередь, предопределяет введение в технологический процесс трудоемкой, сложно поддающейся механизации, операции по удалению налипшей меди. Характерные особенности профиля - высокая точность геометрических размеров и явно выраженная клиновидность по высоте профиля - предопределяют большое количество проходов при прокатке с применением четырехвалкового калибра на заключительном этапе формирования профиля. Качество коллекторов снижается за счет того, что при их изготовлении снимается накатанный (упрочненный) слой пластины (профиля) и наиболее нагруженные элементы профиля-фас- ки получают резанием, что отрицательно сказывается на долговечности коллекторов. Нестабильность геометрических размеров поперечного сечения профилей, наблюдающиеся радиальные взаимные смещения пластин во втулках связаны с нестабильностью электрических свойств упомянутых пластин единичного коллектора и отрицательно влияют на его служебные свойства.
Предлагаемое изобретение устраняет указанные недостатки, что обуславливает возможности повышения качества коллекторов, снижения расхода металла и трудоемкости изготовления коллекторов.
Это достигается тем, что в известном холоднокатаном коллекторном профиле, состоящем из трапециевидной головки и Т-образной ножки, согласно изобретению, на боковых сторонах трапециевидной головки выполнены выступы-заплечики, а в сопряжениях этих выступов с большим основанием трапециевидной головки-канавки, дно которых расположено под углом 45о к верхнему основанию трапециевидной головки, а боковые стенки канавки перпендикулярно и параллельно этому основанию, причем вертикальная проекция профиля канавки равна 0,87-1,0 высоты выступов-заплечиков, а вертикальная проекция дна канавки равна 0,05-0,085 ширины большего основания головки. Такие конструктивные особенности профиля позволяют сместить участки с регламентируемыми размерами от мест разъема валков, строго проконтролировать формирование заплечиков и фасок (т. е. повысить точность геометрических размеров профиля), уменьшить несимметричность обжатий по ножке и головке и уплотнить объем металла по верхнему основанию головки. Уплотнение металла по верхнему основанию головки обеспечивает исключение наволакивания медной стружки в пазы между пластинами при обточке коллектора за счет снижения вязкости верхних слоев головки пластины. Кроме того, выполнение предлагаемым образом выступов-заплечиков и канавок уменьшает абразивный износ фрез, так как глубина прорезки паза в пластмассе сокращена до минимума, обеспечивающего полное удаление заплечиков. Следует также отметить, что такое выполнение выступов-заплечиков и канавок обеспечивает возможность осуществления чистового формоизменения в четырехвалковом калибре с переполнением металла по кромкам основания головки, а следовательно, еще более уменьшить дробность деформации. Получение фасок прокаткой исключает необходимость использования фигурных фрез и позволяет за счет упрочнения поверхностей фасок повысить качество коллекторов. Существенно снижается расход меди на изготовление коллектора. Выполнение вертикальной проекции профиля канавки на расстояние h1 ,менее 0,87h высоты выступов заплечиков приводит к увеличению части глубины паза, фрезеруемой в пластмассе, и выполнению операции фрезерования фасок, а увеличение этого расстояния более 1,0h связано либо с неполным удалением выступов-заплечиков (неисправимый брак), либо с увеличением общей глубины паза (снижение прочности крепления пластин в коллекторе). Выполнение дна канавок относительно верхнего основания трапециевидной головки под углом, больше или меньше 45о, равно как и выполнение вертикальной проекции дна канавки вне диапазона, равного 0,05-0,085 ширины этого основания, связано с ухудшением служебных свойств готовых коллекторов (повышенное искрение, интенсивный износ и т.д.).
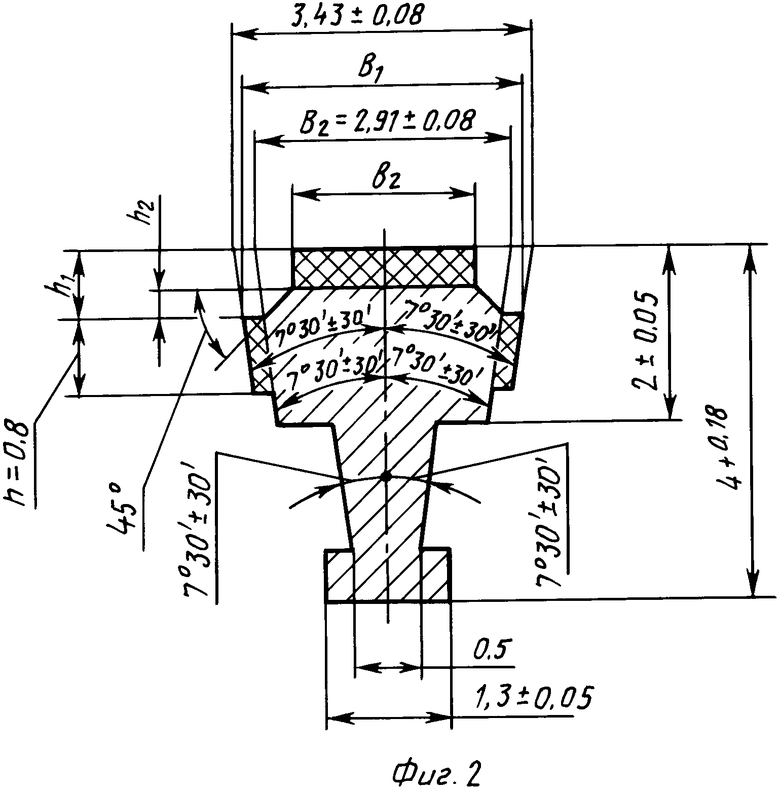
На фиг. 1 изображен предлагаемый профиль; на фиг.2 - пример его конкретного выполнения.
Коллекторный холоднокатаный профиль (см. фиг.1) состоит из трапециевидной головки 1 и ножки 2. На боковых сторонах трапециевидной головки 1 выполнены выступы-заплечики 3, которые сопряжены с большим основанием трапециевидной головки 1 посредством канавок, образованных стенками 4, 5 и дном 6. Дно 6 расположено под углом 45о к большему основанию трапециевидной головки 1. Боковые стенки 4 и 5 соответственно перпендикулярны и параллельны большему основанию головки 1. Вертикальная проекция профиля канавки h1 = 0,87 - 1,0h, где h - высота выступов-заплечиков 3. Вертикальная проекция дна канавки h2 = 0,05 - 0,085 ширины большего основания (В) головки 1.
В процессе изготовления коллекторов коллекторные профили (пластины) устанавливаются во втулки и посредством большего основания головки 1 и наружных боковых граней выступов-заплечиков 3 расклиниваются в них. Межпластинные пространства от ножек 2 до заплечиков 3 заливают изолирующим материалом (пластмассой). После этого осуществляется механическая обработка, заключающаяся в предварительном точении наружного диаметра коллектора, фрезеровании (удаление заплечиков 3) и чистового точения наружного диаметра коллектора. Глубина пазов однозначно определяется условием полного удаления металла заплечиков 3 из межпластинного пространства, так как при исполнении заплечиков предлагаемым образом высота последних исключает возможность контакта щеток с пластмассой на протяжении всего срока службы коллектора. Удаляемые механической обработкой участки профиля изображены на фиг.1 сетчатой штриховкой. После механической обработки дно 6 служит фаской.
По данным стендовых испытаний коллекторов, изготовленных из профилей, геометрические параметры которых полностью соответствуют заявляемому решению, ресурс двигателей в среднем увеличился на 25%. Существенно снижен в этом случае уровень трудозатрат на изготовление коллекторов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРНОГО ПРОФИЛЯ | 1994 |
|
RU2060845C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1999 |
|
RU2156666C1 |
| Способ изготовления накладных занков для часовых циферблатов | 1977 |
|
SU690430A1 |
| Способ производства рельсов | 1991 |
|
SU1793974A3 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОСОВЫХ ПРЯМОУГОЛЬНЫХ ВЫСОКОТОЧНЫХ ПРОФИЛЕЙ | 1994 |
|
RU2062671C1 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОГО ФРЕЗЕРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ И ФРЕЗЫ ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ | 2005 |
|
RU2291928C2 |
| ОДНОКЛЕТЕВОЙ СТАН ДЛЯ ПРОИЗВОДСТВА ГОФРИРОВАННЫХ ЛИСТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2019338C1 |
| ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211133C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ПОЛОСОВЫХ ПРОФИЛЕЙ С ЦЕНТРАЛЬНО РАСПОЛОЖЕННЫМ ЖЕЛОБОМ | 1994 |
|
RU2062670C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЬНОЙ ЛЕНТЫ | 1992 |
|
RU2019373C1 |

Использование: холоднокатаный коллекторный профиль, содержащий трапециевидную головку и Т - образную ножку, применяемый для изготовления коллекторных пластин высокоскоростных двигателей. Сущность изобретения: на боковых сторонах трапециевидной головки выполнены выступы - заплечики и наклонные под углом 45 ° канавки. Это позволяет повысить качество коллекторов, снизить расход металла и трудоемкость изготовления коллекторов. 2 ил.
ХОЛОДНОКАТАНЫЙ КОЛЛЕКТОРНЫЙ ПРОФИЛЬ, состоящий из трапециевидной головки и Т-образной ножки, отличающийся тем, что на боковых сторонах трапециевидной головки выполнены выступы-заплечики, в сопряжениях которых с большим основанием трапециевидной головки выполнены канавки, дно которых расположено под углом 45o к верхнему основанию трапециевидной головки, а боковые стенки канавки перпендикулярно и параллельно этому основанию, причем вертикальная проекция профиля канавки равна 0,87 - 1,0 высоты выступов-заплечиков, а вертикальная проекция дна канавки равна 0,05 - 0,085 ширины большего основания головки.
| Коллектор электрической машины | 1974 |
|
SU520653A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
