Изобретение относится к машиностроению, к области станкостроения и может быть использовано при металлообработке шлифованием для изготовления деталей с наружными эллиптическими поверхностями.
Известна головка для охватывающего шлифования винтов, содержащая шлифовальный круг, основание и шарнирно соединенный с ним корпус, в котором с возможностью вращения установлена полая оправка с базовым посадочным коническим отверстием, металлический бандаж, кольцевой диск и винты [1].
Известная головка в принципе позволяет осуществить обработку валов с эллиптической поверхностью, но из-за того, что конструкция охватывающего круга не имеет возможности восстанавливать первоначальный внутренний диаметр круга, который необходимо поддерживать постоянным, конструкция головки требует коренного изменения.
Известна специальная резцедержавка для обточки эллиптической поверхности на токарном станке, укрепленной в шпинделе [2]. Работа специальной резцедержавки основана на том, что проекция окружности на наклонную плоскость дает эллипс.
Недостатком известной резцедержавки является невозможность получения высокого класса шероховатости и точности обработанной эллиптической поверхности, которые присущи только абразивно-алмазной обработке. Кроме того, закаленные поверхности деталей затруднено обрабатывать точением, только шлифование позволяет эффективно удалять дефектный поверхностный слой, оставленный в качестве припуска.
Задачей изобретения является расширение технологических возможностей, повышение точности и качества обработки наружной эллиптической поверхности, снижение величины шероховатости, повышение точности обработки и решение вопроса по осуществлению подачи врезания при неоднократных проходах, а также обеспечение независимости профиля обработанного изделия от диаметра шлифовального круга.
Поставленная задача достигается предлагаемой головкой для шлифования эллиптических поверхностей валов, содержащая шлифовальный круг, основание и шарнирно соединенный с ним корпус, в котором с возможностью вращения установлена полая оправка, при этом шлифовальный круг является сборным из отдельных абразивных брусков, причем периферийную внутреннюю режущую поверхность круга при правке делят на две равные по высоте части, расположенные под углом α к оси вращения инструмента. Кроме того, полая оправка имеет радиально расположенные отверстия, в которых с возможностью радиального перемещения расположены закрепленные на металлических стаканах подпружиненные пружинами абразивные бруски и резьбовые пробки.
На фиг 1 показана предлагаемая головка для шлифования эллиптических поверхностей валов и схема наладки с установкой детали - вал в цанговом патроне и на заднем центре, на фиг 2 - разрез по А - А на фиг.1.
Работа предлагаемой головки по шлифованию эллиптических поверхностей валов основана на том, что проекция окружности внутренней режущей поверхности охватывающего круга на наклонную плоскость дает эллипс.
Обработка наружных эллиптических поверхностей валов 1 включает сообщение шлифовальному кругу 2, установленному под углом α к продольной оси детали, вращения Vи и поступательного продольного движения Sпр при неподвижной детали В качестве круга используют охватывающий деталь сборный шлифовальный круг 2, центр вращения О которого устанавливают на оси обрабатываемой детали 1, а поперечную подачу врезания Sα осуществляют путем увеличения угла α на каждый двойной ход продольной подачи Sпр, при этом круг устанавливают под углом
α=arccos(b/a),
где - а и b - соответственно большая и меньшая полуоси обрабатываемой эллиптической наружной поверхности.
Кроме того, используют сборный шлифовальный круг 2, составленный из отдельных абразивных брусков 3, имеющих возможность радиального перемещения при наладке, осуществляемой по мере износа брусков и восстановления внутреннего диаметра D=2а круга.
При правке периферийную внутреннюю режущую поверхность круга 2 делят на две равные по высоте части, расположенные под углом α к оси вращения инструмента Левая часть от плоскости симметрии круга, проходящая через т. О, согласно фиг. 1 работает, когда бруски находятся вверху, относительно продольной оси детали, правая часть от т. О работает, когда бруски внизу.
Наладка брусков 3 на диаметр D осуществляется при остановленном процессе с помощью ввинчивания резьбовых пробок 4, которые перемещают подпружиненные пружинами 5 металлические стаканы 6, на которых известными способами закреплены абразивные бруски 3. Стаканы 6 с абразивными брусками 3 расположены в радиальных пазах вращательно-подвижной полой оправки 7, которая установлена в корпусе 8 посредством подшипников 9. Оправка 7 имеет шкив 10, который соединен ремнем 11 с приводом (не показан).
Корпус 8 шарнирно соединен с основанием 12 и может изменять угол α установки оси вращения круга 2 при изменении размеров объекта производства, а также при осуществлении поперечной подачи врезания, поворачиваясь относительно точки О. Основание 12 может быть закреплено, например, на суппорте токарного станка (не показан).
Головка для шлифования эллиптических поверхностей валов может быть применена как для черновой обработки, так и для чистового шлифования.
При небольших перепадах большой и малой полуосей "а" и "b" эллиптической поверхности формирование последней производят по предлагаемому способу, деля всю операцию на черновые, получистовые, чистовые и финишные переходы При этом предварительное, например токарное, точение шейки вала производят цилиндрической формы.
При больших размерах большой и малой полуосей "а" и "b" эллиптической поверхности формирование последней производят в две операции: предварительное, например токарное, точение шейки вала эллиптической формы [2] с оставлением припуска под шлифование и окончательную финишную обработку прелагаемой головкой.
Работа головки по шлифованию эллиптических поверхностей валов заключается в следующем. Перед обработкой сборный шлифовальный круг 2 правят, выдерживая внутренний диаметр D и деля на две равные по высоте части его периферийную внутреннюю поверхность, располагая режущие поверхности этих частей под углом α к оси вращения инструмента. Балансировку инструмента производят известными способами обязательно. Включают вращательное движение оправки 7 с инструментом 2 со скоростью Vи, определяемой режущими свойствами абразива, и при угле наклона α=0 корпуса 8 в него вводят обрабатываемую заготовку, при необходимости поджимают ее задним центром, причем деталь 1 неподвижна в процессе обработки. Давая продольную подачу Sпр, величину которой определяют традиционным способом, на каждый двойной ход ее осуществляют подачу врезания Sα путем увеличения угла α. Обработку заканчивают выхаживанием, которая осуществляется без подачи врезания Sα, только с продольной подачей Sпр.
По мере износа рабочих поверхностей абразивных брусков увеличивается внутренний диаметр круга D, который восстанавливают путем ввинчивания резьбовых пробок 4. Угол α наклона режущих поверхностей брусков благодаря самозатачиванию будет сохраняться длительное время, однако по мере существенного отклонения режущих поверхностей от номинального значения угла α бруски правят известными способами и инструментами, например алмазным карандашом, как наиболее распространенным и дешевым.
Как видно на фиг.1, обработка предлагаемой головкой позволяет повысить точность изделия и виброустойчивость процесса, так как охватывающий круг контактирует с заготовкой в двух диаметрально противоположных местах и возникающие радиальные составляющие сил резания взаимно уравновешиваются, не вызывая изгиб детали.
Обрабатывалась эллиптическая шейка вала длиной 20 мм, имеющая размеры поперечного сечения: 2а=27-0,05 мм, 2b=23,38-0,05 мм. Угол установки инструмента определяли по формуле α=arccos(b/a)=arccos(11,69/13,5)=30o. Заготовка цилиндрической формы, прошедшая предварительную токарную обработку диаметром ⊘ 27 мм, т.е. больший диаметр эллипса обработан. Внутренний диаметр шлифовального круга правили и настраивали до D=27 мм. Шероховатость обработанной поверхности должна быть Ra=0,4 мкм, материал - сталь 18ХГТ ГОСТ 4543-74, твердость НВ 207. ..228. Обработка проводилась на токарно-винторезном станке мод. 16К20, инструментальная охватывающая головка с абразивным охватывающим кругом сборным из прямоугольных брусков типа СП 45х55х80 24А16С25К ГОСТ 2464-82, скорость головки Vи=7,85 м/с, nи=3000 мин-1, Sпр=900 мм/мин, Sα= 2'2,4''/дв.ход, или в пересчете в мм на диаметре 27 мм Sα=0,008 мм/дв. ход. Требуемая шероховатость и точность эллиптической поверхности шейки вала была достигнута через Тм=(45+20)•1,81•1,4/900•0,008=22,9 мин, где (45+20) - длина хода суппорта при перебеге круга на каждую сторону, равном 0,5 ширины бруска, (13,5-11,69)=1,81 мм - величина максимального припуска, снимаемого в области малой оси эллипса, 1,4 - коэффициент, учитывающий затраты времени на выхаживание.
Благодаря применению предлагаемого головки стало возможным финишная абразивная обработка наружных эллиптических поверхностей валов, т.е. расширились технологические возможности, улучшилось качество, снизилась величина шероховатости и повысилась производительность за счет использования охватывающего круга и увеличения длины дуги контакта круга с заготовкой и решены вопросы по осуществлению подачи врезания при неоднократных проходах, а также обеспечение независимости профиля обработанного изделия от диаметра шлифовального круга.
Источники информации
1. Патент РФ 2169644, МКИ В 23 G 1/36. Способ финишной обработки винтов. Степанов Ю.С., Афанасьев Б.И. и др. Заявка 99121764/02, заяв. 12.10.99, опубл. 27.05.2001. Бюл. 15.
2. Карелин Н.М. Бескопирная обработка цилиндрических деталей с криволинейными поперечными сечениями. - М.: Машиностроение, 1966, с. 11-13, рис. 11-12.
| название | год | авторы | номер документа |
|---|---|---|---|
| САМОЦЕНТРИРУЮЩАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211134C1 |
| СПОСОБ ФИНИШНОЙ АБРАЗИВНОЙ ОБРАБОТКИ НАРУЖНЫХ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2211130C1 |
| ШЛИФОВАЛЬНАЯ ГОЛОВКА | 2002 |
|
RU2211132C1 |
| СПОСОБ ОТДЕЛОЧНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЯ С ЭЛЛИПТИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2211129C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2001 |
|
RU2203798C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196662C1 |
| ГОЛОВКА ДЛЯ ОХВАТЫВАЮЩЕГО ШЛИФОВАНИЯ ВИНТОВ | 1999 |
|
RU2169644C2 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196663C1 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ МНОГОНИТОЧНЫМ КРУГОМ | 1999 |
|
RU2165340C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ ШЛИФОВАЛЬНЫМ КРУГОМ | 1998 |
|
RU2130375C1 |

Изобретение относится к обработке металлов резанием и может быть использовано при шлифовании деталей с наружными эллиптическими поверхностями. Головка содержит полую оправку, установленную с возможностью вращения в корпусе. Последний шарнирно соединен с основанием для осуществления подачи врезания. Шлифовальный круг выполнен сборным из отдельных абразивных брусков, образующих периферийную внутреннюю режущую поверхность. При правке ее делят на две равные по высоте части, расположенные под углом α к оси вращения шлифовального круга. Абразивные бруски закреплены на подпружиненных металлических стаканах, расположенных с возможностью радиального перемещения для регулирования внутреннего диаметра круга. Такая конструкция расширяет технологические возможности, повышает точность и качество обработки. 1 з.п. ф-лы, 2 ил.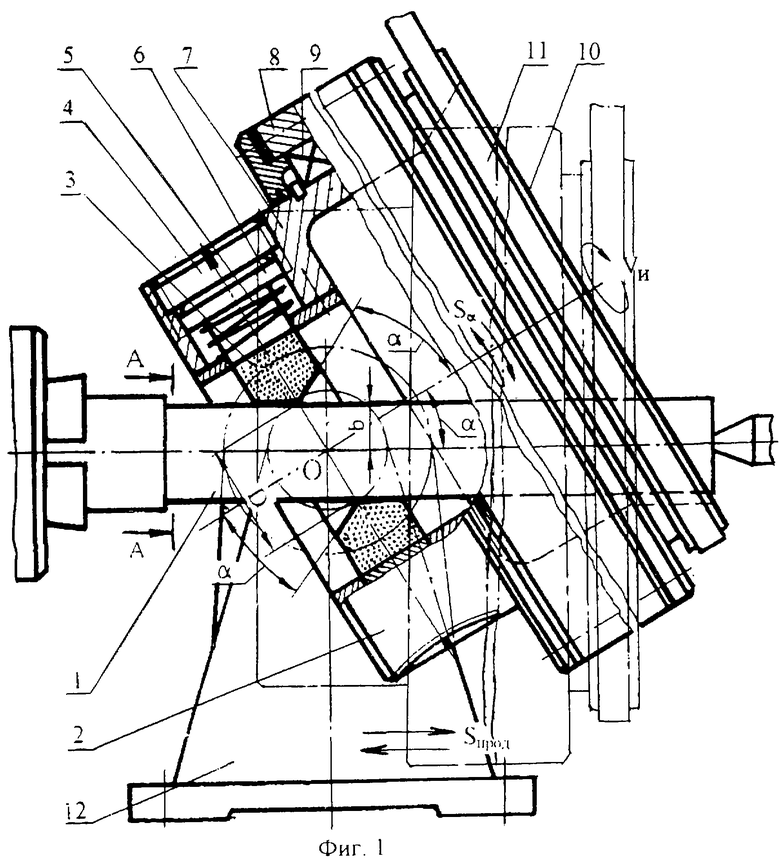
| Устройство для шлифования наружной поверхности некруглой детали с поперечным сечением в форме эллипса | 1984 |
|
SU1227429A1 |
| КАРЕЛИН Н.М | |||
| Бескопирная обработка деталей с криволинейными поперечными сечениями | |||
| - М.: Машиностроение, 1966, с.11-13, рис.11-12 | |||
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ АБРАЗИВНЫМИ БРУСКАМИ | 1988 |
|
RU1706134C |
| СПОСОБ ПРОИЗВОДСТВА КОНСЕРВОВ "БИТОЧКИ СО СМЕТАННЫМ СОУСОМ" | 2013 |
|
RU2514267C1 |

