Изобретение относится к производству профильных лент, используемых в электронной и других отраслях промышленности.
Известен способ частичного (полосчатого) плакирования металлических полос, согласно которому многослойную ленту получают холодной прокаткой на гладких валках из материала подложки с установленным на ней одной или несколькими располагаемыми на некотором расстоянии друг от друга параллельно линии прокатки полосами материала покрытия (Малышев В.М. и др. Золото, М.: Металлургия, 1979.).
Недостатком этого решения является невозможность получения многослойных материалов с рельефным поперечным профилем, выступающим за поверхность подложки (основы).
Известен также способ получения профильных лент, согласно которому зачищают контактные поверхности двух лент, представляющих основу (подложку), а также лент материала покрытия, осуществляют сборку пакета. При этом подложки располагают одна над другой, а между ними размещают встык боковыми кромками параллельно линии прокатки ленты материала покрытия, осуществляют прокатку пакета, обеспечивающую сваривание лент основы с лентами материала подложки, после чего полученную заготовку разделяют на профильные ленты. В результате получают профильные ленты Г-образного сечения.
Недостатком способа является неустойчивость лент материала покрытия на основе, что может привести к смещению в поперечном направлении лент материала покрытия относительно основы. Это обстоятельство приводит к неисправному браку либо к значительным потерям металла, возникающим при обрези.
Изобретение решает следующую техническую задачу - повышение качества ленты и экономии металла.
Решение технической задачи достигается тем, что в способе изготовления профильной ленты преимущественно П и Г - образного сечений, включающем подготовку контактных поверхностей и сварку прокаткой, после подготовки поверхности ленты требуемый профиль ленты формируют путем изгиба краев ленты до контакта зачищенных поверхностей, при этом ширина загибаемого края ленты равна ширине утолщенного участка годового профиля.
Для повышения производительности при производстве Г-образного профиля изгибом формируют П-образный профиль, а после прокатки осуществляют продольную резку. Кроме того, для решения данной технической задачи прокатку профильных заготовок осуществляют пакетным способом.
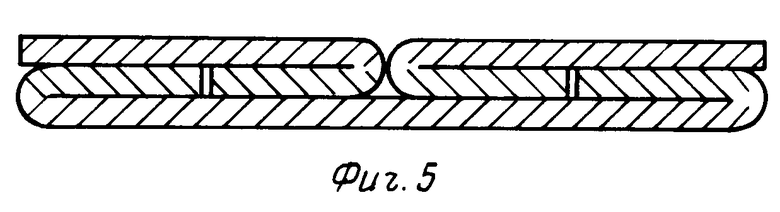
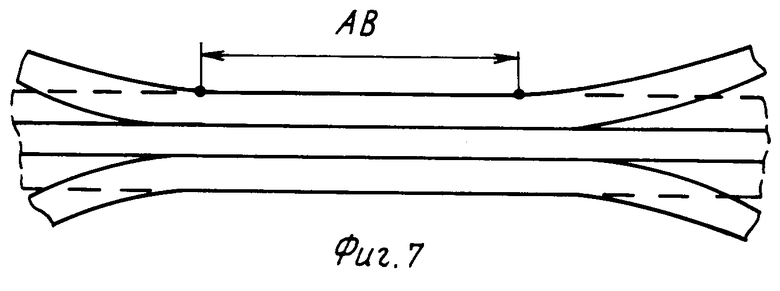
На фиг.1 изображена исходная заготовка, поперечное сечение; на фиг.2 - поперечное сечение заготовки после изгиба ее краев; на фиг. 3 - поперечное сечение профильной ленты после сварки прокаткой; на фиг. 4 - поперечное сечение профильной ленты Г-образного сечения после роспуска ленты П-образного сечения; на фиг. 5 - вариант сборки пакета из заготовок с П-образным и Г-образным поперечными сечениями; на фиг. 6 - поперечное сечение профильной ленты, полученной прокаткой по известному изобретению; на фиг. 7 - схема, поясняющая неравномерность деформации при сварке прокаткой.
Способ осуществляют следующим образом.
Одну поверхность исходной ленты (заготовки) прямоугольного поперечного сечения (фиг.1 ) зачищают. После зачистки кромки ленты загибают до контакта с зачищенной поверхностью ленты (фиг. 2). Затем осуществляют прокатку для сваривания контактирующих участков загнутой кромки и основы ленты. В результате получают профильную ленту (фиг.3).
Для получения Г-образного профиля (фиг.2) с целью повышения производительности целесообразно изгибом кромок формировать П-образный профиль, а после сварки прокаткой осуществлять роспуск на 2 ленты Г-образного сечения (фиг.4).
Для повышения производительности и снижения затрат на подготовку валков целесообразно после формирования заготовок изгибом кромок собирать заготовки в пакет, например, как показано на фиг.5, после чего сварку прокаткой осуществлять пакетным способом на гладкой бочке валков.
Эффективность приема предлагаемого изобретения подтверждается опытными прокатками. На лабораторном стане с диаметром рабочих валков 180 мм получали профильные ленты согласно прототипу и предлагаемому изобретению.
В качестве исходной заготовки использовали ленту прямоугольного поперечного сечения из латуни Л 90 толщиной 1 мм и шириной 75 мм. Зачистку одной поверхности ленты осуществляли проволочными щетками. После изгиба кромок, каждая шириной 12,5 мм, профильная заготовка П-образного сечения имела ширину 50 мм. Сварку прокаткой осуществляли в валках с нарезанными на них калибрами, соответствующими профилю готовой ленты. Прокатку осуществляли без натяжений с относительным обжатием 50% всего сечения заготовки. В результате получили профильную ленту П-образного сечения шириной 50 мм, толщиной средней части 0,5 мм и толщиной кромок 1 мм. Профильная лента имела правильную геометрию и надежную сварку.
В соответствии с прототипом подготовили исходные ленты толщиной 1 мм из латуни Л-90. При этом две подложки были шириной по 50 мм, две ленты - шириной по 12,5 мм и одна лента шириной 25 мм. Все ленты зачищали с одной стороны. Сборку пакета осуществляли в соответствии с прототипом (фиг.6). На фиг. 6 волнистыми линиями показаны зачищенные поверхности. Прокатку пакета осуществляли на гладкой бочке с относительным обжатием 50%. В результате прокатки получим ленту длиной 500 мм. Причем средний участок (длиной 200 мм) имел удовлетворительное качество как по сварке компонентов, так и по геометрии, а передний и задний концы полосы (примерно по 100-150 мм) не сварились. Последнее произошло по причине смещения центральных полосок относительно основы. Смещение сопровождалось появлением неравномерных условий деформации по ширине и высоте полосы и, как следствие, изгибом компонентов в вертикальной и горизонтальной плоскостях (фиг. 7).
Качественный участок АВ (фиг.7) ленты распускали (разрезали) в продольном направлении на две половины и после разборки пакета получали 4 ленты Г-образного сечения.
Таким образом, предлагаемый способ по сравнению с прототипом за счет устойчивого положения компонентов обеспечивает повышение качества и выход годного, как показывают опыты, более, чем в два раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРНОГО ПРОФИЛЯ | 1994 |
|
RU2060845C1 |
| Способ производства высокоточных несимметричных полособульбовых профилей | 1991 |
|
SU1787051A3 |
| ХОЛОДНОКАТАНЫЙ КОЛЛЕКТОРНЫЙ ПРОФИЛЬ | 1991 |
|
RU2019323C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ПОЛОСОВЫХ ПРОФИЛЕЙ С ЦЕНТРАЛЬНО РАСПОЛОЖЕННЫМ ЖЕЛОБОМ | 1994 |
|
RU2062670C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ | 1996 |
|
RU2112621C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 2014 |
|
RU2561564C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК ПРОКАТКОЙ | 1991 |
|
RU2006354C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 1991 |
|
SU1802439A1 |
| Способ производства рельсов | 1991 |
|
SU1793974A3 |
| ВАЛОК ДЛЯ ШАГОВОЙ ПРОКАТКИ КВАДРАТНЫХ ПОЛОС | 1991 |
|
RU2006300C1 |


Использование: производство профильной ленты преимущественно П-образного и Г-образного сечений. Задача: повышение качества ленты и экономия металла. Способ включает подготовку поверхностей исходных материалов и сварку прокаткой. После подготовки поверхностей требуемый профиль ленты получают путем изгиба краев ленты до контакта защищенных поверхностей, при этом ширина загибаемого края ленты равна ширине утолщенного участка готового профиля. При производстве Г-образного профиля изгибом формируют П-образный профиль, а после прокатки осуществляют продольную резку. Прокатку профильных заготовок осуществляют пакетным способом. Положительный эффект: за счет устойчивого положения компонентов предлагаемый способ обеспечивает повышение качества ленты и выход годного более, чем в 2 раза. 1 з.п. ф-лы, 7 ил.
| Способ получения многослойных материалов | 1976 |
|
SU593887A1 |
