Изобретение относится к ремонтному производству и может быть использовано для восстановления работоспособности перепускных клапанов и повышения их послеремонтного ресурса.
Известен способ ремонта перепускного клапана, включающий обработку конусной поверхности под углом 45о резцом на токарном станке и шлифовку под тем же углом, наращивание поршневой части осталиванием или хромированием с последующей шлифовкой в нужный размер. Седло перепускного клапана выпpессовывают и шлифуют по торцу (1).
В известном способе предусмотрено восстановление работоспособности перепускного клапана при относительно небольшом износе конуса перепускного клапана. Однако, на практике установлено, что не менее половины клапанов имеют по конусной части значительный износ, который упомянутым выше методом не удается локализовать и возникает необходимость наплавки конуса и механической обработки его после наплавки. Эти операции трудоемкие и в большинстве случаев не выполняются, клапан просто списывается в утиль и заменяется на запасной новый.
Восстановление поршневой части, связанной с осталиванием или хромированием также имеет значительную трудоемкость.
Невысокий технический уровень ремонтного производства не позволяет выдерживать технические требования на отремонтированный клапан (например, соосность конусной и поршневой части), что приводит к снижению технических характеристик распределителя, а именно, к снижению объемного КПД распределителя (повышенные утечки через клапан при его закрытом положении), а следовательно, и снижению производительности трактора в составе агрегата. В условиях ремонтного производства операции по хромированию и наплавке имеют определенные трудности по применению этих методов и обезвреживанию отходов и сопутствующих явлений экологического характера. Обработка нахромированных поверхностей приводит к потере в стружку дорогостоящего металла-хрома.
Задачей предлагаемого изобретения является создание способа ремонта перепускных клапанов тракторных гидрораспределителей, позволяющего уменьшить трудоемкость ремонта, улучшить технологичность восстановления, значительно повысить послеремонтный ресурс тракторных гидрораспределителей.
Изобретение отличается тем, что седло клапана растачивают без выпрессовки по внутреннему отверстию на больший ремонтный размер, головку клапана с конусным затвором срезают до образования цилиндрической поверхности, на которую напрессовывают втулку с радиальными сливными каналами, затем втулку шлифуют под отверстие седла клапана с обеспечением минимального зазора по сопряжению и закрепляют на клапане посредством радиально расположенного штифта, а поршневую часть клапана шлифуют под ремонтный размер, причем в дроссельное отверстие устанавливают заглушку.
Использование изобретения позволяет исключить многие технологические операции по восстановлению перепускного клапана, которые необходимы при известном способе ремонта. Отпадает необходимость в описании сильноизношенных клапанов, так как предлагаемым методом все клапаны могут быть отремонтированы. Отпадает необходимость в выпрессовке седла. Установка втулки на доработанный конусный хвостовик и подгонка ее по диаметру седла превращает перепускной клапан в плунжерный, а шлифовка по диаметру поршневой части позволяет сократить число сопрягаемых с неподвижными деталями мест клапана с трех до двух, что дает возможность клапану лучше центрироваться. Таким образом, новая совокупность признаков заявляемого способа позволяет получить новый технический результат, который не может быть получен при известном способе. Изобретение можно использовать не только при капитальном ремонте гидрораспределителей, но и при текущем в условиях сельской мастерской.
Изобретение иллюстрируется следующими чертежами на примере тракторного гидрораспределителя Р80-3/1-222.
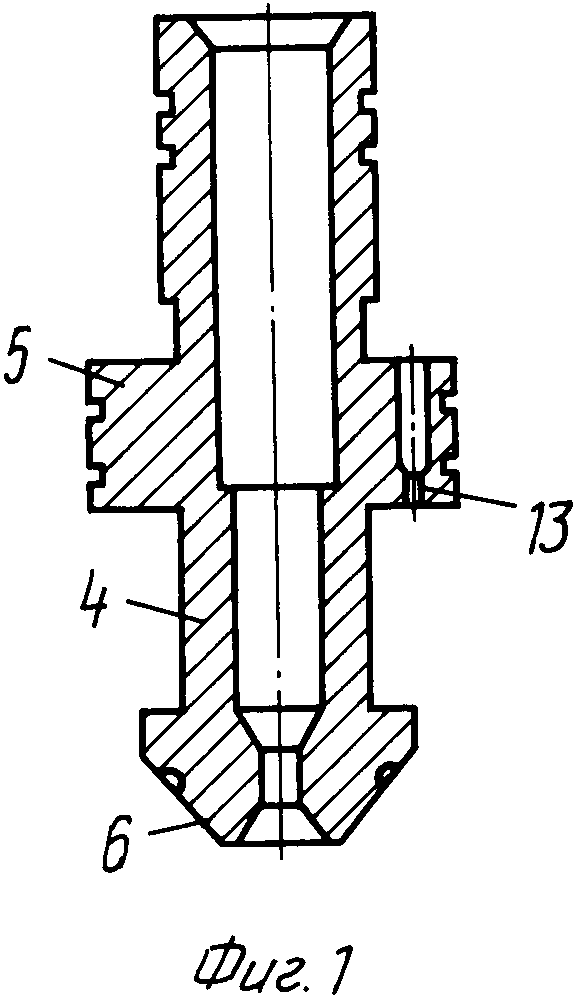
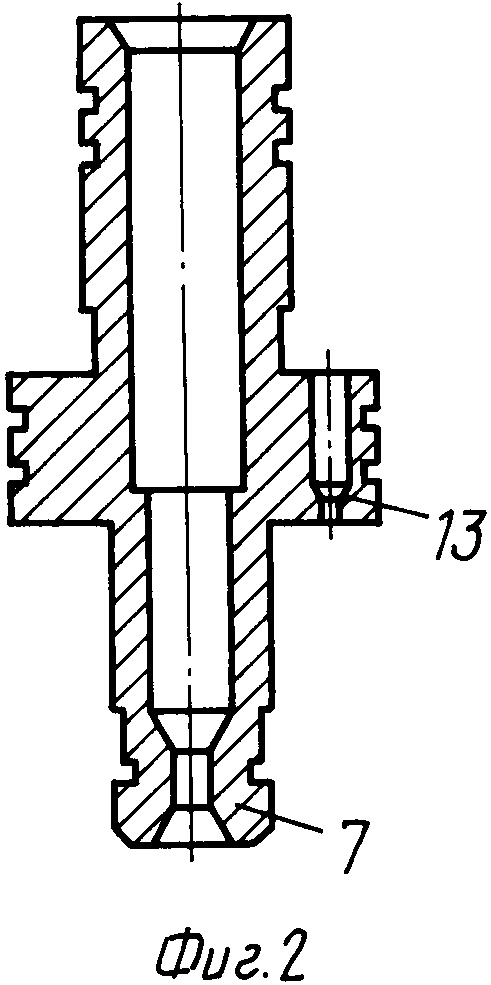
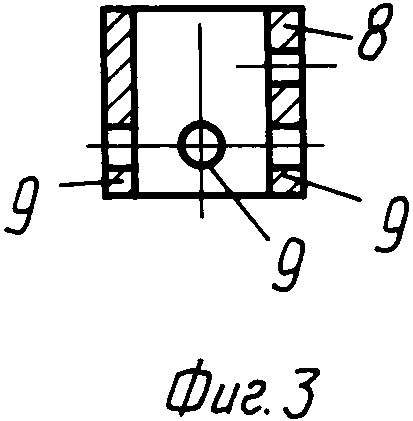
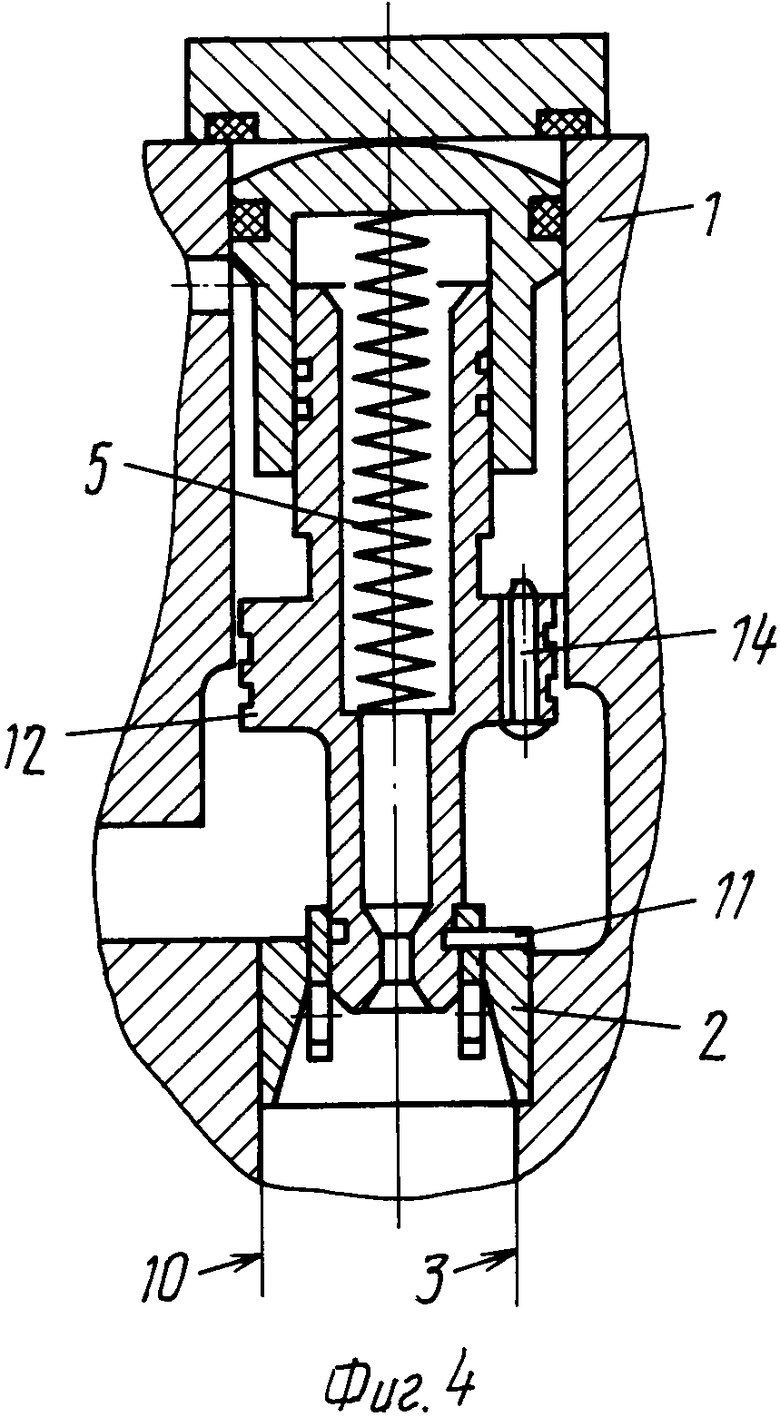
Фиг.1 - схематическое изображение геометрической формы клапана до ремонта; фиг. 2 - схематическое изображение геометрической формы клапана после ремонта; фиг. 3 - схематическое изображение геометрической формы втулки с радиальными каналами; фиг.4 - схематическое изображение узла перепускного клапана после ремонта.
Предлагаемый способ реализуют следующим образом.
В корпусе 1 (фиг.4) гидрораспределителя обрабатывают, например, седло 2 по отверстию 3 на больший ремонтный размер (например 20 мм). Головку 4 перепускного клапана 5 (см.фиг.1) срезают по хвостовику 6 до образования цилиндрической поверхности 7 (см.фиг.2), на которую напрессовывают втулку 8 (см.фиг.3) с радиальными сливными каналами 9. Собранный со втулкой 8 клапан шлифуют в центрах по поверхности 10 с зазором 0,008...0,012 мм по отверстию 3, а затем с помощью штифта 11 закрепляют втулку 8 на клапане 5, при этом штифт 11 служит и ограничителем движения перепускного клапана 5 вниз на закрытие радиальных сливных каналов 9 телом седла 2. Поршневую часть 12 перепускного клапана 5 шлифовкой по диаметру занижают на 0,05...0,1 мм, а дроссельное отверстие 13 заглушают заклепкой 14 (см.фиг.4).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ТРАКТОРНЫХ ГИДРОРАСПРЕДЕЛИТЕЛЕЙ | 1992 |
|
RU2019376C1 |
| СПОСОБ РЕМОНТА ГИДРОРАСПРЕДЕЛИТЕЛЕЙ | 2008 |
|
RU2398668C2 |
| ПРОТИВОБЛОКИРОВОЧНАЯ ТОРМОЗНАЯ СИСТЕМА ТРАНСПОРТНОГО СРЕДСТВА | 1995 |
|
RU2112672C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ ДЛЯ ПОРШНЕВОГО ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2173622C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОЧВЫ В РЯДАХ МНОГОЛЕТНИХ НАСАЖДЕНИЙ | 2003 |
|
RU2242856C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ПАР ТРЕНИЯ ИНТЕГРАЛЬНЫХ РУЛЕВЫХ МЕХАНИЗМОВ С ГИДРОУСИЛИТЕЛЕМ РУЛЯ | 2010 |
|
RU2476300C2 |
| Транспортное средство | 1989 |
|
SU1763260A1 |
| Стенд для исследования навесных гидравлических систем | 1990 |
|
SU1765550A1 |
| Полуприцеп-разбрасыватель | 1986 |
|
SU1341094A1 |
| УСТРОЙСТВО ДЛЯ ВЕНТИЛИРОВАНИЯ И ТРАНСПОРТИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 1998 |
|
RU2144898C1 |
Использование: ремонтное производство, восстановление работоспособности перепускных клапанов и повышение их послеремонтного ресурса. Сущность изобретения: седло клапана растачивают без выпрессовки по внутреннему отверстию на больший ремонтный размер, головку клапана с конусным затвором срезают до образования цилиндрической поверхности на которую напрессовывают втулку, с радиальными сливными каналами. Втулку шлифуют под отверстие седла клапана с обеспечением минимального зазора по сопряжению и закрепляют на клапане посредством радиально расположенного штифта, а поршневую часть клапана шлифуют под ремонтный размер, причем в дроссельное отверстие устанавливают заглушку. 4 ил.
СПОСОБ РЕМОНТА ПЕРЕПУСКНЫХ КЛАПАНОВ ТРАКТОРНЫХ ГИДРОРАСПРЕДЕЛИТЕЛЕЙ, включающий механическую обработку седла клапана, головки клапана с конусным затвором и поршневой части, отличающийся тем, что седло клапана растягивают без выпрессовки по внутреннему отверстию на больший ремонтный размер, головку клапана с конусным затвором срезают до образования цилиндрической поверхностию на которую напрессовывают втулку с радиальными сливными каналами, затем втулку шлифуют под отверстие седла клапана с обеспечением минимального зазора по сопряжению и закрепляют на клапане посредством радиально расположенного штифта, а поршневую часть клапана шлифуют под ремонтный размер, причем в дроссельное отверстие устанавливают заглушку.
| Черкун В.Е | |||
| Ремонт тракторных гидравлических систем | |||
| М.: Колос, 1984, с.178. |
