Изобретение относится к измерительной технике и может быть использовано для контроля шероховатости поверхности изделия, например, в машиностроении.
Известен способ контроля шероховатости поверхности изделия путем установки изделия контролируемой поверхностью на сопле, подачи через последнее рабочей среды и измерения параметра, характеризующего величину подъема контролируемой поверхности.
Недостатком данного способа является косвенный характер информации измеряемого параметра, поскольку о величине шероховатости судят по электрическим сигналам тензометрических датчиков гибких козырьков устройства, деформируемых рабочей средой.
Наиболее близким техническим решением к заявляемому изобретению является способ, согласно которому шероховатость поверхности изделия измеряют по величине подъема свободно установленного изделия контролируемой поверхностью на сопле с фиксированной подачей рабочей среды до обеспечения свободновзвешенного состояния изделия в потоке среды.
Недостатком способа является наличие механического контакта контролируемой поверхности изделия с поверхностью сопла в начальной стадии цикла измерения. Последнее обстоятельство значительно снижает технологические возможности измерительной системы в целом. Контактирование, в механическом понимании этого смысла, исключает возможность контролирования шероховатости легкодеформируемых поверхностей, изделий со свеженанесенными декоративными и технологическими покрытиями. Кроме того, наличие контакта приводит к образованию зон теплостока для высоко- и низкотемпературных поверхностей, а также к истиранию и загрязнению поверхностей изделий из драгметаллов или особо чистых материалов. Следует отметить, что реализация известного способа заранее предопределяет возможный контроль только плоской поверхности изделия, типа пластины. Тем самым также ограничивается спектр возможного приложения способа.
Целью изобретения является повышение производительности контроля.
Поставленная цель достигается тем, что, согласно способу контроля шероховатости изделия путем свободной установки изделия контролируемой поверхностью на сопле, подачи рабочей среды до обеспечения свободновзвешенного состояния в потоке, изделие устанавливают на сопло после подачи рабочей среды, а величину подъема контролируемой поверхности сравнивают с эталонной величиной.
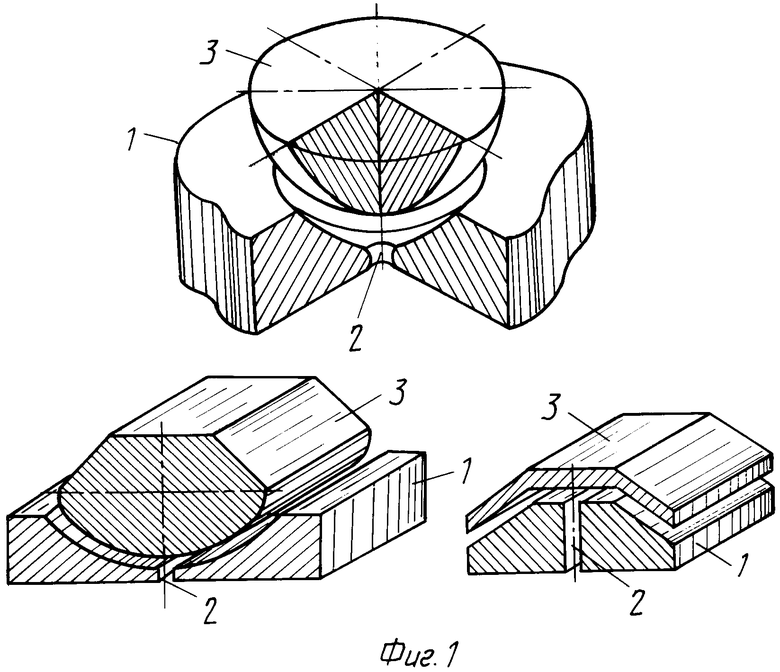
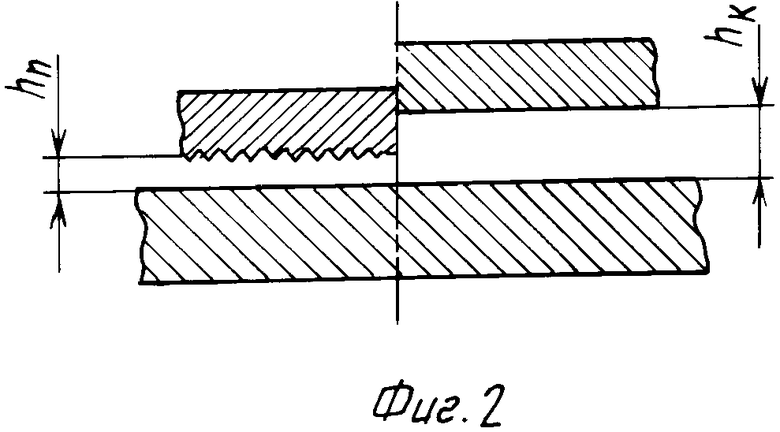
На фиг. 1 схематично изображены варианты устройств для осуществления предлагаемого способа; на фиг.2 - выносное сечение фиг.1 при поверочном и текущем контроле параметра.
Устройство содержит несущую плиту 1 с питающим элементом в виде сопла 2 и систему редуцирования рабочей среды (на фиг. не показана). Питающее сопло 2 с фиксированными геометрическими параметрами предназначено для формирования несущей прослойки рабочей среды под контролируемой поверхностью изделия 3. Рабочая поверхность плиты 1 выполнена рельефноповторяющей форму контролируемой поверхности изделия 3. Устройство включает блок измерения (на фиг. не показан) высоты подъема контролируемой поверхности над верхним срезом сопла 2 несущей плиты 1 при подаче рабочей среды. Содержание блока определяется принципом его действия, основанном на том или ином методе бесконтактного измерения линейных размеров.
На фиг. 1 схематично изображены выносные сечения несущей прослойки при поперечном и текущем контроле шероховатости. При этом под высотой подъема статически уравновешенного изделия в свободновзвешенном состоянии на несущей прослойке рабочей среды понимается кратчайшее по вертикали минимальное расстояние между контролируемой поверхностью изделия 3 и рабочей поверхностью плиты 1.
Настройка устройства на фиг.1 осуществляется следующим образом. Через систему редуцирования рабочая среда, например воздух, просачивается в сопло 2, выполненное с фиксированными геометрическими параметрами, несущей плиты 1. Тем самым обеспечивается постоянный уровень расхода воздуха в системе. Величина расхода подбирается таким образом, чтобы гарантировалось надежное зависание изделия 3 на газонесущей прослойке. После этого поверочное изделие 3 свободно устанавливают контрольной поверхностью на сопле 2 несущей плиты 1 в потоке воздуха. Контрольная поверхность поверочного изделия, принимаемая в качестве эталонной, заранее выполнена с технологически заданным уровнем шероховатости. Измерительным блоком определяется величина высоты подъема контрольной поверхности статически уравновешенного на прослойке поверочного изделия 3. Полученный параметр hп является базовым и принимается в последующих измерениях в качестве сравнительного.
Способ реализуется следующим образом.
Редуцированный воздух нагнетается через сопло 2 настроенной установки. При этом уровень расхода точно соответствует расходу воздуха при поверочной настройке. Затем серийное исследуемое изделие, аналогичное поверочному изделию 3, свободно устанавливают контролируемой поверхностью на сопле 2 несущей плиты 1 в потоке воздуха. Далее измерительным блоком определяется величина высоты подъема контролируемой поверхности hк cтатически уравновешенного на воздушной прослойке контролируемого изделия. Полученный параметр hк cравнивают с определенным ранее hп. При этом, в зависимости от шероховатости контролируемой поверхности, различают три варианта.
1. hк-hп = 0. В этом случае величина шероховатости контролируемой поверхности изделия соответствует шероховатости контрольной поверхности поверочного изделия.
2. hк-hп < 0. В этом случае величина шероховатости контролируемой поверхности изделия больше шероховатости контрольной поверхности поверочного изделия.
3. hк-hп > 0. В этом случае величина шероховатости контролируемой поверхности изделия меньше шероховатости контрольной поверхности поверочного изделия.
При тарировке параметра hп в показателях шероховатости возможно получение, кроме качественной зависимости, количественной оценки величины шероховатости контролируемой поверхности изделия.
Примеры осуществления способа.
Устройство содержит плиту, плоская несущая (рабочая поверхность которой выполнена с соплом в виде сквозного отверстия диаметром 4,2 ˙ 10-3 м. Плита снабжена ограничителями, обеспечивающими устойчивое положение в горизонтальной плоскости изделия при настройке и измерении. В качестве рабочей среды использован воздух. Рабочее значение расхода редуцированного воздуха для поверочной настройки на контрольное значение и операции контроля шероховатости контролируемого изделия составило величину 4,0 ˙ 10-3 м3/с. Экспериментальные изделия представляют собой равновесные дюралюминиевые диски радиусом 4,5 ˙ 10-3 м, полученные на вырубном прессе из различных листовых заготовок. Приняв в качестве контрольного изделия один из дисков, предполагаем при этом, что величина шероховатости его рабочей (контрольной) поверхности технологически ранее задана. После свободной установки на сопле контрольного изделия замеряется высота подъема hп статически уравновешенного на воздушной прослойке изделия hп = =2,11 ˙ 10-3 м. Последующая операция связана с определением высоты подъема диска N 1 c контролируемой поверхностью по аналогии с контрольным (эталонным) изделием (диском) hк1 = 1,89 ˙ 10-3 м. Поскольку hк1 - -hп < 0, то величина шероховатости контролируемой поверхности больше величины шероховатости контрольного образца. Замер высоты подъема контролируемой поверхности диска N 2 над уровнем верхнего сопла hк1 = 2,28 ˙ 10-3 м. В данном случае hк2 =hп > 0, что соответствует условию, когда величина шероховатости контролируемой поверхности диска N 2 меньше величины шероховатости контрольного образца (эталонного диска).
В указанных случаях диски N 1 и N 2 выбраковываются, либо их контролируемая поверхность подвергается доработке, и текущий замер покажет соответствие условию hк1=hп = hк2.
В отличие от прототипа, предложенный способ позволяет осуществить контроль шероховатости изделий, развитая опорная поверхность которых отлична от плоскости. Здесь следует отметить, что в случае, когда опорная поверхность контролируемого изделия и рабочая поверхность несущей плиты находятся в геометрическом соответствии, то изделие самоцентрируется на прослойке рабочей среды без привлечения механических ограничителей. Кроме того, вследствие отсутствия механического контакта контролируемой поверхности с рабочими элементами несущей плиты, предложенный способ создает предпосылки к совмещению операции контроля шероховатости с некоторыми видами технологической обработки изделий на несущей прослойке типа нагревания, охлаждения, сушки и т.п.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 1991 |
|
RU2019792C1 |
| Способ контроля шероховатости поверхности изделия | 1989 |
|
SU1740991A1 |
| УСТРОЙСТВО ДЛЯ ВЗВЕШИВАНИЯ ЛЕНТОЧНОГО МАТЕРИАЛА | 1992 |
|
RU2039944C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЛЕНТОЧНОГО ПОЛИМЕРНОГО МАТЕРИАЛА | 1991 |
|
RU2017613C1 |
| УСТРОЙСТВО ДЛЯ ВЗВЕШИВАНИЯ ЛЕНТОЧНОГО МАТЕРИАЛА | 1992 |
|
RU2039945C1 |
| УСТРОЙСТВО ДЛЯ ВЗВЕШИВАНИЯ ЛЕНТОЧНОГО МАТЕРИАЛА | 1993 |
|
RU2090845C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ РЕЗИНОВЫХ ЗАГОТОВОК | 1993 |
|
RU2045407C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МАССЫ БРИКЕТИРОВАННОЙ ПРОДУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2087875C1 |
| Устройство для сортировки изделий по качеству поверхности | 1986 |
|
SU1348003A1 |
| Способ бесконтактного контроля массы движущихся изделий | 1984 |
|
SU1281912A1 |
Изобретение относится к измерительной технике и может быть использовано в машиностроении для контроля шероховатости поверхности изделия. Цель изобретения - повышение производительности контроля, достигается за счет того, что в способе контроля шероховатости поверхности изделия, заключающемся в том, что свободно устанавливают изделие контролируемой поверхностью на сопле, подают через последнее рабочую среду, расход которой обеспечивает свободно-взвешенное состояние изделия в потоке, и измеряют величину подъема контролируемой поверхности над срезом сопла, изделие устанавливают на сопло после подачи рабочей среды, а величину подъема контролируемой поверхности сравнивают с эталонной величиной. 2 ил.
СПОСОБ КОНТРОЛЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ИЗДЕЛИЯ, заключающийся в том, что свободно устанавливают изделие контролируемой поверхностью на сопло, подают через последнее рабочую среду, расход которой обеспечивает свободновзвешенное состояние изделия в потоке, и измеряют величину подъема контролируемой поверхности над срезом сопла, которую используют в качестве информативного параметра, отличающийся тем, что, с целью повышения производительности контроля, изделие устанавливают на сопло после подачи рабочей среды, а величину подъема контролируемой поверхности сравнивают с эталонной величиной.
| Способ контроля шероховатости поверхности изделия | 1989 |
|
SU1740991A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
