Изобретение относится к измерительной технике и может быть использовано для контроля шероховатости поверхности изделия, например, в машиностроении.
Известен способ контроля шероховатости поверхности изделия путем установки изделия контролируемой поверхности на сопле, подачи через последний рабочей среды и измерения параметра, характеризующего величину подъема контролируемой поверхности.
Недостатком данного способа является косвенный характер информации измеряемого параметра, поскольку о величине шероховатости судят по электрическим сигналам тензометрических датчиков гибких козырьков устройства, деформируемых рабочей средой.
Наиболее близким техническим решением к заявляемому изобретению является способ, согласно которому шероховатость поверхности изделия измеряют по величине подъема свободно установленного изделия контролируемой поверхностью на сопле с фиксированной подачей рабочей среды до обеспечения свободновзвешенного состояния изделия в потоке среды.
Недостатком способа является достаточно длительный цикл измерения параметра, характеризующего величину шероховатости контролируемой поверхности изделия. Последнее обстоятельство предполагает производительность технологического оборудования в целом. Кроме того, известный способ характеризуется повышенными требованиями к фиксации (стабилизации) расходных характеристик рабочей среды и жесткой механической связью измерительных средств в системе "сопло - контролируемая поверхность изделия". Последние факторы требуют дополнительных организационных затрат, снижающих практическую ценность данного способа.
Целью изобретения является повышение производительности контроля.
Поставленная цель достигается тем, что, согласно способу контроля шероховатости изделия путем свободной установки изделия контролируемой поверхностью на сопле, подачи рабочей среды до обеспечения свободновзвешенного состояния в потоке, изделие устанавливают на сопло после подачи рабочей среды, а величину подъема контролируемой поверхности сравнивают с эталонной величиной.
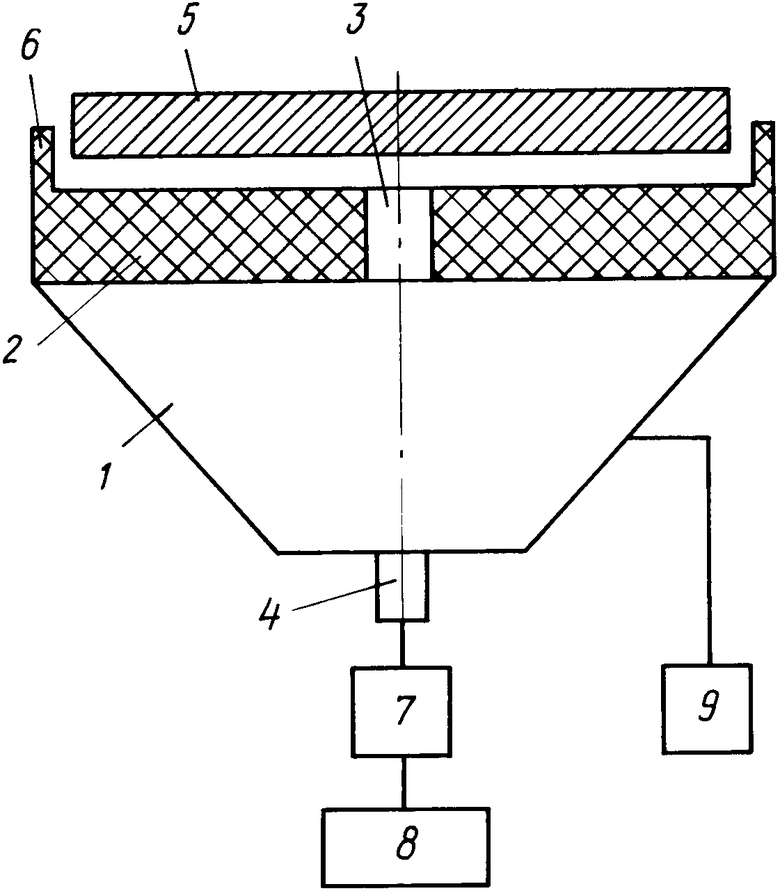
На чертеже схематично изображено устройство для реализации предложенного способа.
Устройство содержит камеру повышенного давления 1, на которой установлена плита 2 с питающим элементом в виде сопла 3, а также подводящий штуцер 4. Питающее сопло 3 предназначено для формирования несущей прослойки рабочей среды под контролируемой поверхностью изделия 5. Плита 2 снабжена ограничителями 6, обеспечивающие устойчивое положение изделия 5 при измерении. Штуцер 4 через измерительный блок 7 расхода рабочей среды соединен с системой подачи 8. Нагнетающая система 8 обеспечивает регулируемую подачу рабочей среды в питающую камеру 1. Камера 1 оборудована блоком измерения избыточного давления среды 9.
Настройка устройства осуществляется следующим образом.
Поверочное изделие 5 свободно устанавливают контрольной поверхностью на сопле 3 несущей плиты 2. Контрольная поверхность поверочного изделия, принимаемая в качестве эталонной, заранее выполнена с технологически заданным уровнем шероховатости. После этого системой 8 обеспечивают подачу рабочей среды, например воздуха, с нулевого значения расхода до величины, при которой изделие "всплывает" на воздушной подушке. При этом фиксируют либо значение расхода воздуха блоком 7, или давления в питающей камере 1 блоком 9 в момент скачкообразного изменения расходно-перепадных характеристик. Полученные параметры расхода Qn и давления воздуха Рn являются базовыми и принимаются в последующих измерениях в качестве сравнительных. Предполагается, что во всех измерительных операциях величина шероховатости рабочей поверхности плиты 2 неизменна, постоянна (равномерна) по всей плоскости и минимальнодопустима по величине. Процесс "всплывания" изделия на воздушной подушке определяется пороговыми значениями расходно-перепадных характеристик системы, т. е. порогового значения давления в камере 1 и соответствующего ему порогового значения объемного расхода воздуха. Выше порогового значения расхода и давления среды изделие свободно зависает на воздушной подушке, а при значениях меньших чем пороговые - остается лежать на рабочей поверхности плиты 2. В момент "всплывания" резко возникает воздушная подушка между изделием и несущей (рабочей) поверхностью плиты 2, при этом избыточное давление в камере 1 падает скачком на некоторую величину, а общий объемный расход воздуха, также скачком, возрастает. Это вызвано тем, что пока изделие 5 лежит на плите 2 эффективная, свободная от контакта с рабочей поверхностью площадь под изделием меньше общей площади контролируемой плоскости изделия. В данном случае, скачкообразное изменение расходно-перепадных характеристик воздуха объясняется тем, что при "всплывании" изделия резко уменьшается гидродинамическое сопротивление всей системы "сопло несущей плиты - изделие".
Способ реализуется следующим образом.
Серийное исследуемое изделие, аналогичное поверочному изделию 5, свободно устанавливают контролируемой поверхностью на сопле 3 несущей плиты 2. Далее проводят измерительные операции, согласно комплексу настроечных работ. При этом фиксируют значения Рк и Qк, и в зависимости от величины шероховатости контролируемой поверхности различают три варианта:
1. Qk= Qn; Pk=Pn. В этом случае величина шероховатости контролируемой поверхности изделия соответствует шероховатости изделия контрольной поверхности поверочного изделия.
2. Qk>Qn; Pk>Pn. В этом случае величина шероховатости контролируемой поверхности изделия больше шероховатости контрольной поверхности поверочного изделия.
3. Qk<Qn; Pk<Pn. В этом случае величина шероховатости контролируемой поверхности изделия меньше шероховатости контрольной поверхности поверочного изделия.
При тарировке параметров Рn, Qn в показателях шероховатости возможно получение, кроме качественной взаимосвязи, количественной оценки величины шероховатости контролируемой поверхности изделия.
Примеры осуществления способа.
Устройство содержит плиту, плоская несущая (рабочая) поверхность которой выполнена с соплом в виде центральнорас- положенного сквозного отверстия диаметром 4,2˙10-3 м. Плита снабжена ограничителями, обеспечивающими устойчивое положение в горизонтальной плоскости изделия при настройке и измерении. В качестве рабочей среды использован воздух. Экспериментальные изделия представляют собой равновесные дюралюминиевые диски радиусом 4,5˙10-2 м, полученные на вырубном прессе из различных листовых заготовок. Приняв в качестве контрольного изделия один из дисков, предполагается при этом, что величина шероховатости его контрольной поверхности технологически задана. После свободной установки на сопле контрольного изделия через сопло 3 системой подачи воздуха 8 плавно нагнетается сжатый воздух под образец, при этом соответствующими измерительными блоками 7 и 9 фиксируют значение расхода и давления воздуха в момент резкого скачкообразного изменения показаний приборов. Полученные значения избыточного давления воздуха в пневмокамере Рn= 60˙10-3 н/м2 и объемного расхода воздуха Qn=1,5˙10-3 м3/с являются поверочными и принимаются в качестве сравнительных. Последующая операция связана с определением Рk1 и Qk1 контролируемого изделия N 1 по аналогии с контрольным (эталонным) изделием. Рk1= 57˙10-3 н/м2; Qk1= 1,43˙10-3 м3/с. Поскольку Рk1<Pn, Qk1<Qn, то в этом случае величина шероховатости изделия N1 меньше шероховатости контрольной поверхности поверочного изделия. Комплекс замеров для контролируемого изделия N2 показал, что Рk2= 58 ˙10-3 н/м2, Qk2=1,48 x x10-3 м3/с. В этом случае величина шероховатости изделия N2 также меньше шероховатости контрольной поверхности поверочного изделия. Поскольку Рk2>Pk1, Qk2>Qk1, то количественно, шероховатость изделия N2 больше шероховатости изделия N1. В указанных случаях изделия N1 и N2 либо выбраковываются, либо их контролируемая поверхность дорабатывается, пока текущий замер будет соответствовать условию Qn=Qk1=Qk2; Pn=Pk1=Pk2.
По сравнению с прототипом предложенный способ контроля шероховатости поверхности позволяет получить необходимые параметры уже в начальной стадии комплекса измерений. Причем при подборе расхода рабочей среды в допороговой области, также имеет место дополнительное сокращение времени контроля шероховатости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 1991 |
|
RU2019791C1 |
| Способ контроля шероховатости поверхности изделия | 1989 |
|
SU1740991A1 |
| УСТРОЙСТВО ДЛЯ ВЗВЕШИВАНИЯ ЛЕНТОЧНОГО МАТЕРИАЛА | 1992 |
|
RU2039944C1 |
| СПОСОБ УПРАВЛЕНИЯ ПИТАТЕЛЬНЫМИ НАСОСАМИ КОТЕЛЬНЫХ УСТАНОВОК | 1999 |
|
RU2163702C2 |
| УСТРОЙСТВО ДЛЯ ВЗВЕШИВАНИЯ ЛЕНТОЧНОГО МАТЕРИАЛА | 1993 |
|
RU2090845C1 |
| УСТРОЙСТВО ДЛЯ ВЗВЕШИВАНИЯ ЛЕНТОЧНОГО МАТЕРИАЛА | 1992 |
|
RU2039945C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЛЕНТОЧНОГО ПОЛИМЕРНОГО МАТЕРИАЛА | 1991 |
|
RU2017613C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ РЕЗИНОВЫХ ЗАГОТОВОК | 1993 |
|
RU2045407C1 |
| СПОСОБ ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОКАТКИ | 2006 |
|
RU2359767C2 |
| Способ защиты центробежного нагнетателя от помпажа | 2019 |
|
RU2713782C1 |
Изобретение относится к измерительной технике и может быть использовано для контроля шероховатости поверхности изделия. Цель изобретения - повышение производительности контроля достигается тем, что в способе контроля шероховатости поверхности изделия путем свободной установки изделия контролируемой поверхностью на сопло, подачи через последнее рабочей среды до обеспечения свободно взвешенного состояния изделия в потоке и измерения информативного параметра, в качестве информативного параметра используют значение избыточного давления рабочей среды в момент его ступенчатого падения или значение объемного расхода рабочей среды в момент его ступенчатого возрастания. 1 ил.
СПОСОБ КОНТРОЛЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ИЗДЕЛИЯ путем свободной установки изделия контролируемой поверхностью на сопло, подачи через последнее рабочей среды до обеспечения свободновзвешенного состояния изделия в потоке и измерения информативного параметра, отличающийся тем, что, с целью повышения производительности контроля, в качестве информативного параметра используют значение избыточного давления рабочей среды в момент его ступенчатого падения или значение объемного расхода рабочей среды в момент его ступенчатого возрастания.
| Способ контроля шероховатости поверхности изделия | 1989 |
|
SU1740991A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
