Изобретение относится к способу и программному продукту для управления процессом прокатки, при котором металлическая полоса в качестве плоской заготовки прокатывается при помощи, по меньшей мере, двух валков. Изобретение относится в целом ко всем видам процесса прокатки, в частности к холодной прокатке, горячей прокатке или финишной прокатке, предпочтительно его применение при холодной прокатке.
В уровне техники, в частности из японской заявки JP 55061309, в целом известен подобный способ. В данном документе описано, что стабильность процесса прокатки зависит от соответствующего положения так называемой «нейтральной точки». При этом «нейтральная точка» обозначает позицию на поверхности рабочего валка, в которой окружная скорость рабочего валка совпадает со скоростью перемещения прокатываемого материала. Для обеспечения стабильности процесса прокатки в указанном японском документе предлагается осуществлять регулирование натяжения полосы так, что нейтральная точка всегда расположена внутри дуги контакта между валком и прокатываемым материалом.
Расчет положения нейтральной точки только для идеально-пластичных материалов является тривиальным и может быть осуществлен для таких материалов с учетом измеряемых параметров процесса прокатки. Применение традиционного расчета относительного положения нейтральной точки в качестве критерия стабильности процесса прокатки в случае неидеально-пластичных материалов, в частности упругопластичных материалов как пример реальных материалов, возможно только ограниченно. Причина заключается в том, что относительно положение нейтральной точки для процесса прокатки у реальных металлов не может быть с достаточной точностью определено на основании измеряемых параметров процесса прокатки.
Исходя из указанного уровня техники, в основе изобретения лежит задача улучшения известного способа и компьютерного программного продукта для управления процессом прокатки путем определения относительного положения нейтральной точки между валком и прокатываемой полосой с учетом действительного поведения металлической полосы во время процесса прокатки.
Поставленная задача решается в способе по п.1 формулы изобретения. Способ характеризуется тем, что величина напряжения ke продольного пластического течения металлической полосы и величина гидростатического давления рN H в нейтральной точке определяются как не измеряемые прямым путем параметры и оцениваются, в частности, при помощи математической модели для отдельного процесса прокатки на основании первой и второй групп измеряемых параметров, при этом относительно положение нейтральной точки рассчитывается с учетом оцененных значений напряжения ke продольного пластического течения и гидростатического давления рN H с учетом первой группы измеряемых параметров, а также модуля Е* продольной упругости и объемной упругости К металлической полосы.
Для расчета напряжения ke продольного пластического течения и величины гидростатического давления рN H в нейтральной точке у заявителя не имеется точной формулы. Данные величины вычисляются посредством эмпирических соотношений, в которое входят соответствующие адаптационные коэффициенты для применения с используемой моделью процесса прокатки.
Путем учета напряжения продольного пластического течения металлической полосы и величины гидростатического давления в нейтральной точке положение нейтральной точки может рассчитываться значительно более определенно, то есть ближе к реальности и точнее, чем это обеспечивалось ранее. Это обусловлено, в частности, тем, что с учетом гидростатического давления в расчет положения нейтральной точки вводится объемное сжатие металлической полосы в течение процесса прокатки. Кроме того, учитывается упругая деформация полосы после прохождения самого узкого участка зазора между валками. Этот учет особенно важен при сведении к нулю величины параметра опережения. Получаемая согласно изобретению, близкая к действительности информация является доступной управляющему устройству или обслуживающему персоналу, отслеживающему и управляющему процессом прокатки, и может более быстро и более эффективно внедряться в процесс прокатки для обеспечения его стабильности.
Так как параметры - напряжение пластического течения и гидростатическое давление в нейтральной точке - необходимы для точного расчета относительного положения нейтральной точки, но они не могут быть просто измерены в процессе прокатки как измеряемые параметры процесса прокатки, согласно изобретению предусмотрено, что указанные параметры моделируются и рассчитываются предпочтительно в реальном времени, при помощи математической модели, которая индивидуально адаптируется к каждому процессу прокатки, что обеспечивает своевременное предоставление в распоряжение значений положений нейтральной точки. Предпочтительно в качестве входных параметров математической модели применяются только такие параметры, которые могут быть измерены в процессе прокатки.
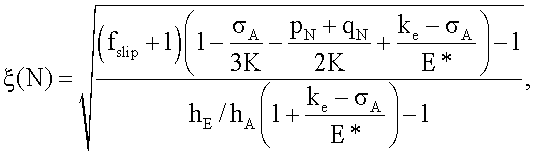
Согласно изобретению относительное положение ξ(N) нейтральной точки предпочтительно рассчитывается по следующей формуле:
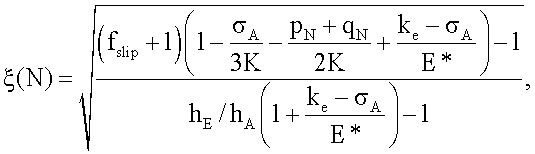
где fslip - опережение;
σA - натяжение полосы на выходе;
К - объемная упругость;
рN - давление в зазоре между валками в нейтральной точке перпендикулярно (нормально) к металлической полосе;
qN - давление в зазоре между валками в нейтральной точке в продольном направлении металлической полосы;
ke - напряжение продольного пластического течения;
Е* - модуль продольной упругости (Юнга);
hE - толщина полосы на входе;
hA - толщина полосы на выходе.
Процесс прокатки считается стабильно протекающим если рассчитанное значение ξ(N) для относительного положение нейтральной точки лежит между нижним предельным. значением примерно 0,12 и верхним предельным значением примерно 0,4.
Если величина ξ(N) меньше нижнего предельного значения, то это является индикацией нестабильности процесса прокатки, и следует предпринимать определенные мероприятия, направленные на стабилизацию процесса, например увеличение натяжения полосы на выходе, снижение натяжения полосы на выходе, повышение трения в зазоре между валками.
В другом случае, если величина ξ(N) для относительного положения нейтральной точки больше верхнего предельного значения примерно 0,4, это является индикатором того, что трение в процессе прокатки слишком высокое и соответственно увеличен износ валков, поэтому необходимо применение соответствующих мероприятий.
Для документирования является предпочтительным, если рассчитанные согласно изобретению относительные положения нейтральной точки предпочтительно сохраняются в соответствующие промежутки времени. Независимо от того, является ли это необходимым для быстрого применения мероприятий для стабилизации процесса прокатки или для снижения слишком высокого трения в зазоре между валками, также предпочтительно, если рассчитанное согласно изобретению положение нейтральной точки посредством устройства отображения в режиме реального времени отображается для обслуживающего персонала.
Дальнейшие преимущественные варианты реализации представлены в зависимых пунктах формулы изобретения.
Дальнейшее описание приводится со ссылкой на три фигуры чертежа, на которых показано:
Фиг.1 - пара валков, образующих зазор, с проходящей между ними металлической полосой,
Фиг.2 - блочная диаграмма для наглядного изображения способа согласно изобретению,
Фиг.3 - различные возможные области расположения для относительного положения нейтральной точки.
Далее изобретение поясняется более подробно на примере выполнения со ссылкой на указанные фигуры.
На фиг.1 изображена прокатная клеть с парой валков, при этом валки 200 расположены вертикально друг над другом, причем между двумя валками 200 образован зазор. Для осуществления процесса прокатки металлическая полоса 100 проводится через зазор между валками и подвергается обжатию. Как верхний, так и нижний валки 200 воздействуют на металлическую полосу 100 в области дуги контакта, длина которой на верхнем валке 200 описывается углом α.
В качестве величины или критерия стабильности отдельного процесса прокатки в настоящем изобретении применяется относительное положение так называемой нейтральной точки. На фиг.1 нейтральная точка в качестве примера указана позицией N. Нейтральная точка обозначает ту позицию на поверхности рабочего валка, в которой окружная скорость валка соответствует скорости прокатываемого материала, в частности металлической полосы. Направление течение материала показано на фиг.1 горизонтальной стрелкой, она проходит слева направо. Параметр R показывает радиус валка 200, параметр vE относится к скорости металлической полосы 100 на входе в прокатную клеть, параметр vA показывает скорость металлической полосы 100 на выходе из зазора между валками и параметр vN показывает скорость металлической полосы 100 на высоте нейтральной точки N. Другие параметры, изображенные на фиг.1, поясняются далее.
Оценка стабильности процесса прокатки и принятие решения о применении мероприятий для стабилизации процесса прокатки могут осуществляться точнее, то есть более обоснованно или более приближенно к действительности, если известно фактическое положение нейтральной точки.
На фиг.2 поэтому изображен способ согласно изобретению, при помощи которого может осуществляться обоснованное и близкое к действительности вычисление нейтральной точки во время процесса прокатки в любой момент времени.
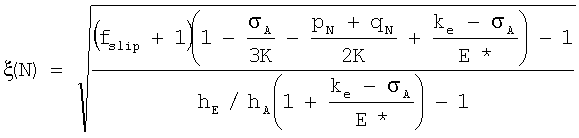
Согласно изобретению относительное положение ξ(N) нейтральной точки предпочтительно рассчитывается по следующей формуле:
где fslip - опережение;
σA - натяжение полосы на выходе;
К - объемная упругость металлической полосы 100;
pN - давление в зазоре между валками в нейтральной точке перпендикулярно (нормально) к металлической полосе;
qN - давление в зазоре между валками в нейтральной точке в продольном направлении металлической полосы;
ke - напряжение продольного пластического течения;
Е* - модуль продольной упругости металлической полосы 100;
hE - толщина полосы на входе;
hA - толщина полосы на выходе.
Расчет относительного положения ξ(N) нейтральной точки осуществляется по фиг.2 в блоке А. При этом на фиг.2 также изображены применяемые в расчете ξ(N) и перечисленные выше параметры. Первую группу из этих параметров образуют опережение fslip, толщина hE полосы на входе в зазор между валками, толщина hA полосы на выходе из зазора между валками, а также натяжение σA полосы на выходе из зазора между валками, при этом указанные параметры в процессе прокатки могут напрямую измеряться в любой момент времени. Модуль Е* продольной упругости металлической полосы 100, а также объемная упругость К металлической полосы 100 в принципе известны. Неизвестными и неизмеряемыми напрямую в течение процесса прокатки являются оставшиеся величины для расчета относительного положения ξ(N) нейтральной точки согласно изобретению, а именно напряжение ke продольного пластического течения и давление рN H в зазоре между валками в нейтральной точке перпендикулярно, то есть нормально к металлической полосе. Так как оба названных параметра не могут быть измерены напрямую, согласно изобретению они оцениваются на основании первой группы параметров и второй группы параметров при помощи математической модели для отдельного процесса прокатки. Вторая группа параметров включает натяжение σE полосы на входе в зазор между валками, усилие F прокатки, ширину b металлической полосы, радиус R0 (рабочего) валка 200, а также модуль Е*R продольной упругости валка. Параметры процесса, входящие во вторую группу, также измеряются по отдельности во время процесса прокатки, так что необходимые значения напряжения ke продольного пластического течения и давления рN H в зазоре между валками в нейтральной точке перпендикулярно, то есть нормально к металлической полосе могут быть определены только на базе измеряемых параметров процесса прокатки. Расчет осуществляется предпочтительно в реальном времени с тем, чтобы были доступны действительные значения ξ(N) для обеспечения при необходимости направленного и эффективного вмешательства в процесс прокатки.
На фиг.3 показаны различные области для относительного положения ξ(N) нейтральной точки в зазоре между валками между двумя валками 200. Вначале показана заштрихованная область, ограниченная нижним предельным значением 0,12 и верхним предельным значением 0,4. Если ξ(N) расположена в заштрихованной области, то есть по значению между нижним предельным значением и верхним предельным значением, процесс прокатки рассматривается как стабильный и не требующий дополнительных мероприятий для стабилизации процесса прокатки.
По-другому происходит, если рассчитанное согласно изобретению значение находится между 0,08 и 0,12, причем в этом случае процесс прокатки протекает в критическом режиме, то есть менее стабильном в отношении колебаний параметров процесса. Еще более критично, то есть более нестабильным процесс прокатки является при меньших значениях ξ(N), в частности от 0 до 0,08. В обоих указанных случаях нестабильности необходимо стабилизировать процесс прокатки путем применения подходящих мероприятий, причем объем применяемых мероприятий (в том числе в комбинации) зависит от степени нестабильности. Стабилизация процесса прокатки может осуществляться путем повышения натяжения σA полосы на выходе из зазора между валками, путем снижения натяжения σE полосы на входе в зазор между валками и/или путем повышения трения в зазоре между валками. Последнее может, например, достигаться путем повышения шероховатости валка 200, снижением количеств подаваемой смазки и/или снижением скорости прокатки.
При значениях ξ(N) выше 0,12, в частности при значениях ξ(N) от 0,12 до 0,4, процесс прокатки является сверхстабильным, иными словами трение в процессе прокатки является очень высоким. Это приводит к недостатку, заключающемуся в том, что усилия прокатки и, следовательно, износ валков являются высокими. В этом случае вспомогательными мероприятиями могут быть снижение натяжения σA полосы на выходе из зазора между валками, повышение натяжения σE полосы на входе в зазор между валками и/или снижение трения между валками 200 и металлической полосой 100. Снижение трения между валками 200 и металлической полосой 100 достигается за счет снижения шероховатости валка, повышения количества смазки и/или повышения скорости прокатки. Мероприятия, указанные в данном абзаце, могут применяться по отдельности или в комбинации, в зависимости от необходимой нестабильности.
Указанные выше мероприятия после задания рассчитанной величины положения ξ(N) нейтральной точки применяются автоматически или под контролем обслуживающего персонала. Если вмешательство осуществляется под контролем обслуживающего персонала, целесообразно, чтобы соответствующее значение положения нейтральной точки визуализировалось, например, в виде изображения, показанного на фиг.3, и было доступным для обслуживающего персонала посредством устройства отображения. Таким образом, оператор может на основании визуального отображения моментально определять действительное значение положения ξ(N) нейтральной точки и делать вывод, является процесс прокатки стабильным, нестабильным или сверхстабильным, а также при необходимости осуществлять подходящие мероприятия.
Для целей документирования является предпочтительным, если величина ξ(N) в каждый период времени сохраняется.
Предпочтительно, если расчет величины ξ(N) для положения нейтральной точки согласно изобретению реализован в виде программного продукта для оперирования устройством управления, которое управляет процессом прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2010 |
|
RU2488455C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2009 |
|
RU2409432C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2004 |
|
RU2259896C1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ БУКСОВАНИЯ ВАЛКОВ КЛЕТИ КВАРТО ЛИСТОПРОКАТНОГО СТАНА | 2022 |
|
RU2808119C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ТОНКИХ ПОЛОС НА МНОГОКЛЕТЕВОМ СТАНЕ | 2008 |
|
RU2397032C2 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС | 2012 |
|
RU2486975C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ТОНКИХ ПОЛОС НА МНОГОКЛЕТЕВОМ СТАНЕ | 2003 |
|
RU2238809C2 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС | 2012 |
|
RU2499641C1 |
| УСТРОЙСТВО И РОЛИК ДЛЯ ИЗМЕРЕНИЯ ПЛОСКОСТНОСТИ | 1998 |
|
RU2198752C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2015 |
|
RU2596566C1 |
Изобретение относится к прокатке, в которой металлическая полоса подвергается деформации при помощи, по меньшей мере, одного валка. Технический результат - повышение качества управления. Способ включает определение относительного положения нейтральной точки в области дуги контакта между металлической полосой и валком и при необходимости стабилизацию процесса прокатки после задания положения нейтральной точки. Осуществляют измерение первой и второй группы параметров, при этом величину напряжения продольного пластического течения металлической полосы и величину гидростатического давления в нейтральной точке определяют как не измеряемые прямым путем параметры и оценивают, в частности, при помощи математической модели для отдельного процесса прокатки на основании первой и второй групп измеряемых параметров с учетом модуля продольной упругости и объемной упругости металлической полосы. Первую группу образуют опережение, толщина полосы на входе в зазор между валками, толщина полосы на выходе из зазора между валками, а также натяжение полосы на выходе из зазора между валками, а вторую группу образуют натяжение полосы на входе в зазор между валками, усилие прокатки, ширина металлической полосы, радиус валка, а также модуль продольной упругости валка. 6 з.п. ф-лы, 3 ил.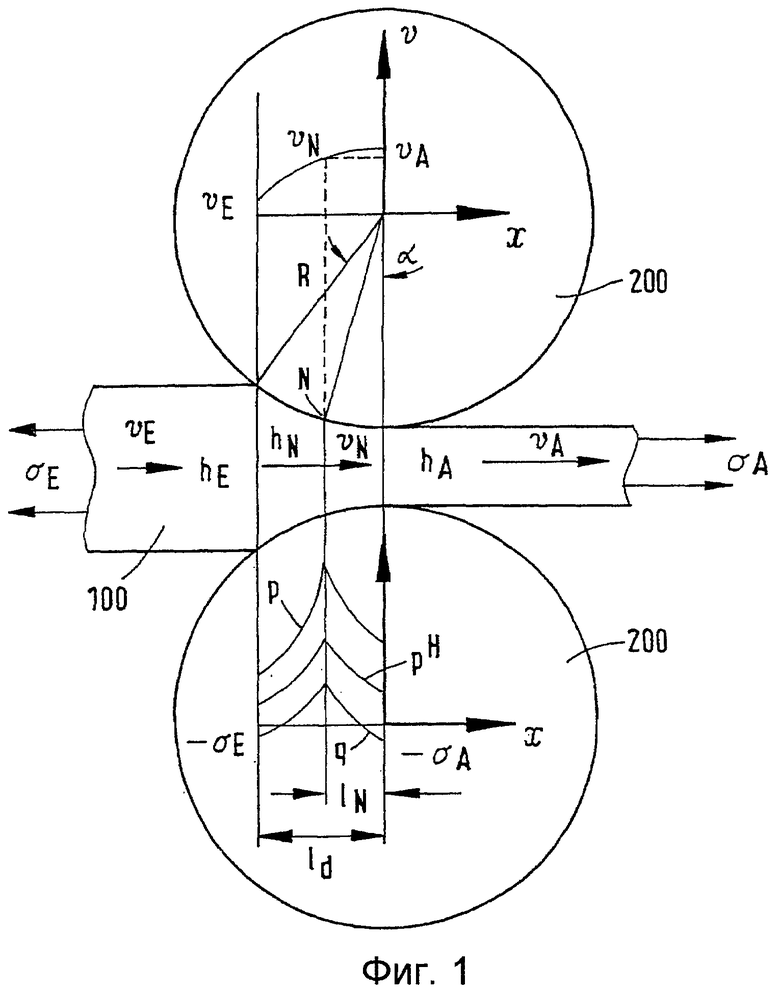
1. Способ управления процессом прокатки, в котором металлическая полоса (100) подвергается деформации при помощи по меньшей мере одного валка (200), включающий определение относительного положения ξ (N) нейтральной точки в области дуги контакта между металлической полосой (100) и валком (200) и, при необходимости, стабилизацию процесса прокатки после задания положения ξ (N) нейтральной точки путем вмешательства в процесс прокатки с применением подходящих мероприятий, отличающийся тем, что осуществляют измерение параметров первой и второй групп параметров, при этом величину напряжения ke продольного пластического течения металлической полосы и величину гидростатического давления рN H в нейтральной точке определяют как не измеряемые прямым путем параметры, которые оценивают при помощи математической модели для отдельного процесса прокатки на основании первой и второй групп измеряемых параметров, при этом относительное положение ξ (N) нейтральной точки рассчитывают с учетом оцененных значений напряжения ke продольного пластического течения и гидростатического давления pN H с учетом первой группы измеряемых параметров, а также модуля Е* продольной упругости и объемной упругости К металлической полосы, причем первую группу измеряемых параметров для расчета напряжения ke продольного пластического течения и гидростатического давления рN H в нейтральной точке и/или относительного положения ξ (N) нейтральной точки образуют опережение fslip, толщина hE полосы (100) на входе в зазор между валками, толщина hA полосы (100) на выходе из зазора между валками, а также натяжение σA полосы (100) на выходе из зазора между валками, а вторую группу измеряемых параметров для расчета напряжения ke продольного пластического течения и/или гидростатического давления рN H в нейтральной точке образуют натяжение σE полосы на входе в зазор между валками, усилие F прокатки, ширина b металлической полосы, радиус R0 валка, а также модуль Е*R продольной упругости валка.
2. Способ по п.1, отличающийся тем, что относительное положение нейтральной точки ξ (N) рассчитывают по следующей формуле:
 ,
,
где fslip - опережение;
σA - натяжение полосы на выходе;
К - объемная упругость металлической полосы (100);
pN - давление в зазоре между валками в нейтральной точке перпендикулярно к металлической полосе;
qN - давление в зазоре между валками в нейтральной точке в продольном направлении металлической полосы;
ke - напряжение продольного пластического течения;
Е* - модуль продольной упругости металлической полосы (100);
hE - толщина полосы на входе;
hA - толщина полосы на выходе.
3. Способ по п.1 или 2, отличающийся тем, что процесс прокатки протекает стабильно без применения мероприятий для стабилизации процесса при рассчитанных значениях ξ для относительного положения (N) нейтральной точки между нижним предельным значением примерно 0,12 и верхним предельным значением примерно 0,4.
4. Способ по п.1 или 2, отличающийся тем, что при значениях ξ, относительного положения нейтральной точки от нуля до нижнего предельного значения примерно 0,12 осуществляют стабилизацию процесса прокатки путем применения подходящих мероприятий, таких как повышение натяжения полосы на выходе, снижение натяжения полосы на входе в зазор между валками и/или путем повышения трения в зазоре между валками за счет, например, повышения шероховатости валка, снижения количества подаваемой смазки и/или снижения скорости прокатки.
5. Способ по п.1 или 2, отличающийся тем, что при значениях ξ относительного положения нейтральной точки выше верхнего предельного значения примерно 0,4 осуществляют оптимизацию процесса прокатки путем применения подходящих мероприятий, таких как снижение натяжения полосы на выходе, повышение натяжения полосы на входе и/или снижение трения за счет снижения шероховатости валка, повышения количества смазки и/или повышения скорости прокатки.
6. Способ по п.1, отличающийся тем, что стабилизацию процесса прокатки после задания рассчитанной величины положения ξ нейтральной точки применяют автоматически или под контролем обслуживающего персонала.
7. Способ по п.1, отличающийся тем, что рассчитанные относительные значения (N) нейтральной точки, предпочтительно, в каждый период времени сохраняют и/или отображают для обслуживающего персонала на устройстве отображения, предпочтительно, в реальном времени.
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |

