Изобретение относится к обработке металлов давлением, в частности к автоматизации производства горячештампованных изделий, а именно к автоматическому определению положения стыка прутков в заготовке, отрезанной от прутка (заготовка), и предназначено для установления минимального числа удаляемых заготовок.
Известный способ с фиксированным числом удаляемых заготовок [1] включает определение заготовок, содержащих стык прутков, при помощи светоизлучателя и светоприемника.
Известно устройство для фиксированного числа удаляемых заготовок [1], содержащее светоизлучатель, светоприемник, два элемента памяти, два задатчика, два счетчика и датчик подачи заготовки.
В известном способе и устройстве не определяется положение стыка прутков в заготовке, что не позволяет устанавливать минимальное число удаляемых заготовок, а поэтому удаляется фиксированное число заготовок независимо от положения стыка прутков в заготовке. Это увеличивает отходы производства, повышает расход металла.
В изобретении определяется положение стыка прутков в заготовке, в соответствии с которым устанавливается минимальное число удаляемых заготовок. Это уменьшает отходы производства и расход металла.
Поставленная задача решается тем, что в описанном способе, включающем подачу прутка до упора, световое облучение прутка в полости перпендикулярной его оси посредством светоизлучателя, при прохождении стыка прутков по сигналу светоприемника после n подач прутка удаляются заготовки, дополнительно посредством двух пар светоизлучателей и светоприемников, расположенных на расстоянии менее l/2 по разные стороны от оси отстоящей от упора на расстоянии n ˙ l, где l - длина заготовки, n - число подач прутка, определяется положение стыка прутков в заготовке таким образом, что если за время подачи прутка сработают два светоприемника, то в этом случае n подач прутка удаляют одну заготовку; если за время подачи прутка сработает по ходу подачи только первый светоприемник, то в этом случае после n подач удаляют две заготовки.
При прохождении стыка прутков по сигналу от первого светоприемника начинается подсчет числа подач прутка первым счетчиком, после срабатывания этого счетчика - подсчет числа ходов механизма переноса (Х) вторым счетчиком (число удаляемых заготовок). Величина Х = 2, если после окончания подачи стык оказался между первым и вторым светоприемниками. Величина Х = 1, если после окончания подачи стык оказался за первым и вторым светоприемниками.
Для осуществления поставленной задачи устройство для определения числа удаляемых заготовок, содержащее светоизлучатель, светоприемник, два элемента памяти, два задатчика, два счетчика и датчик подачи заготовки, снабжено дополнительно вторым светоизлучателем, вторым светоприемником, двумя элементами памяти, а также двумя элементами И, ключом, третьим задатчиком, управляемым ключом и датчиком переноса заготовки, механизмом управления подачи заготовки, при этом выход первого светоприемника соединен с первым входом первого элемента памяти, выход второго светоприемника - с первым входом ключа, выход которого соединен с первым входом первого дополнительного элемента памяти, выход которого соединен с вторым входом первого логического элемента И. Выход первого элемента памяти соединен с первым входом второго логического элемента И, первым входом первого счетчика и первым входом первого логического элемента И, выход которого соединен с первым входом управляемого ключа. Выход датчика подачи заготовки соединен с вторым входом первого счетчика и вторым входом второго логического элемента И, выход которого соединен с первым входом второго дополнительного элемента памяти, инверсный выход которого соединен со вторым входом ключа, первый задатчик - с третьим входом первого счетчика, выход которого соединен с первым входом второго счетчика и первым входом второго элемента памяти, выход которого соединен с механизмом управления подачи заготовки. Второй задатчик соединен с вторым входом управляемого ключа, третий задатчик - с третьим входом управляемого ключа, выход которого соединен с вторым входом второго счетчика, выход которого соединен с вторыми входами первого, второго, первого дополнительного и второго дополнительного элементов памяти, выход датчика переноса заготовки соединен с третьим входом второго счетчика.
На чертеже показана блок-схема устройства для определения числа удаляемых заготовок.
Устройство содержит два светоизлучателя 1, 2, два светоприемника 3, 4, ключ 5, четыре элемента памяти 6, 7, 8, 9, два логических элемента И 10, 11, два счетчика 12, 13, датчик 14 подачи заготовки, три задатчика 15, 16, 17, управляемый ключ 18, датчик 19 переноса заготовки, механизм 20 управления подачей заготовки. Для подачи и отрезки прутка 21 используются тянущие валки 22, нож 23 и упор 24.
Выход первого светоприемника 3 соединен с первым (установочным) входом первого элемента памяти 6, выход второго светоприемника 4 - с первым входом ключа 5, выход которого соединен с первым (установочным) входом первого дополнительного элемента памяти 7, выход которого соединен с вторым входом первого логического элемента И 10. Выход первого элемента памяти 6 соединен с первым входом второго логического элемента И 11, с первым входом "Пуск" первого счетчика 12 и первым входом первого логического элемента И 10, выход которого соединен с первым (управляемым) входом управляемого ключа 18.
Выход датчика 14 подачи заготовки соединен с вторым (счетным) входом первого счетчика 12 и вторым входом второго логического элемента И 11, выход которого соединен с первым (установочным) входом второго дополнительного элемента памяти 8, инверсный выход которого соединен со вторым (управляемым) входом ключа 5. Первый задатчик 15 соединен с третьим входом ("Ввод задания") первого счетчика 12, выход которого соединен с первым входом "Пуск" второго счетчика 13 и первым (установочным) входом второго элемента памяти 9, выход которого соединен с механизмом 20 управления подачи заготовки.
Второй задатчик 16 соединен со вторым входом управляемого ключа 18, третий задатчик 17 - с третьим входом управляемого ключа 18, выход которого соединен с вторым входом ("Ввод задания") второго счетчика 13, выход которого соединен со вторыми входами ("Сброс") первого 6, второго 9, первого дополнительного 7 и второго дополнительного 8 элементов памяти, выход датчика 19 переноса заготовки соединен с третьим (счетным) входом второго счетчика 13.
Способ определения числа удаляемых отрезанных заготовок осуществляется следующим образом.
Перед началом работы автомата производится установка светоизлучателей и светоприемников в зависимости от длины заготовки таким образом, что первый светоизлучатель 1 и первый светоприемник 3 устанавливают от упора 24 на расстоянии, равном n ˙ l + Δ l1, где Δ l1 - смещение от начала заготовки до оси первого светоприемника 3, которое должно быть менее l/2.
Второй светоизлучатель 2 и второй светоприемник 4 устанавливают от упора 24 на расстоянии, равном n ˙ l- Δ l2, где Δ l2 - смещение от конца заготовки до оси второго светоприемника 4, которое должно быть менее l/2. В первый задатчик 15 заносится величина n, во второй задатчик 16 заносится число 1, в третий задатчик 17 заносится число 2. Между светоизлучателями 1 и 2 и светоприемниками 3 и 4 находится пруток 21.
В каждом цикле работы автомата тянущими валками 22 пруток 21 подается до упора 24. При прохождении стыка прутков и открытии светоизлучателей 1 и 2 сработают соответственно светоприемники 3 и 4. Если сработал только первый светоприемник 3, то во второй счетчик 13 заносится значение третьего задатчика 17 (число 2); если сработают два светоприемника 3 и 4, то во второй счетчик 13 заносится значение второго задатчика 16 (число 1). Первый счетчик 12 подсчитывает число подач прутка, равное n. По окончании работы первого счетчика 12 включается второй счетчик 13, по сигналу которого устройство переноса заготовок не подает заготовки в зону штамповки. По окончании работы второго счетчика 13 механизм управления подачей заготовок 20 включается, удаление заготовок прекращается и устройство переноса заготовок подает их в зону штамповки.
Устройство для определения числа удаляемых заготовок работает следующим образом.
В исходном состоянии элементы памяти 6, 7, 8, 9 сброшены, на их выходах сигнал "0", с инверсного выхода второго дополнительного элемента памяти 8 сигнал "1" поступает на управляемый вход ключа 5, который по данному сигналу будет находиться во включенном состоянии. Светоизлучатели 1, 2 перекрыты прутком 21, на выходах светоприемников 3; 4 сигнал "0". В первый задатчик 15 заносится величина n, которая поступает на вход "Ввод задания" первого счетчика 12. Во второй задатчик 16 заносится число 1, в третий задатчик 17 - число 2. Пруток 21 тянущими валками 22 подается до упора 24, после чего на датчике подачи заготовки 14 появляется сигнал "1", поступающий на счетный вход первого счетчика 12. Нож 23 отрезает заготовку, механизм переноса подает заготовку в зону штамповки и на датчике переноса заготовки 19 появляется сигнал "1", который поступает на счетный вход второго счетчика 13.
При прохождении конца прутка 21 светоизлучатель 1 открывается и на выходе светоприемника 3 появляется сигнал "1", поступающий на установочный вход первого элемента памяти 6, на выходе которого появляется сигнал "1", поступающий на первые входы элементов И 10 и 11, а также на вход "Пуск" первого счетчика 12, который обнуляется по переднему фронту данного сигнала и начинает подсчет импульсов, поступающих от датчика подачи заготовки.
Если до окончания подачи прутка 21 откроется и второй светоизлучатель 2, то на выходе светоприемника 4 появится сигнал "1", поступающий на вход ключа 5, так как ключ 5 включен, то с его выхода сигнал "1" поступает на установочный вход второго дополнительного элемента памяти 7, с выхода которого сигнал "1" поступает на второй вход первого логического элемента И 10. Так как на обоих входах первого логического элемента И 10 сигнал "1", то с его выхода сигнал "1" поступает на управляемый вход управляемого ключа 18, который срабатывает и подключает второй задатчик 16 к входу "Ввод задания" второго счетчика 13.
Если до окончания подачи прутка 21 второй светоизлучатель 2 не откроется, то с выхода второго светоприемника 4 сигнал "0" через ключ 5 поступает на установочный вход первого дополнительного элемента памяти 7, с выхода которого сигнал "0" поступает на второй вход первого логического элемента И 10, с выхода которого сигнал "0" поступает на управляемый вход управляемого ключа 18, который не срабатывает, и третий задатчик 17 оказывается подключенным к входу "Ввод задания" второго счетчика 13.
По окончании подачи прутка 21 на выходе датчика 14 подачи заготовки появится сигнал "1", который поступает на счетный вход первого счетчика 12 и второй вход второго логического элемента И 11, так как на обоих входах второго логического элемента И 11 сигнал "1", то с его выхода сигнал "1" поступает на установочный вход второго дополнительного элемента памяти 8, с инверсного выхода которого сигнал "0" поступает на управляемый вход ключа 5, который отключается.
В следующем цикле подачи второй светоизлучатель 2 откроется и сигнал "1" с выхода светоприемника 4 поступает на вход ключа 5, то так как ключ 5 выключен, то на установочном входе первого дополнительного элемента памяти 7 будет сигнал "0" и соответственно на втором входе первого логического элемента И 10 будет сигнал "0", и на управляемом входе управляемого ключа 18 сохранится сигнал "0".
После окончания работы первого счетчика 12 на его выходе сигнал "1" исчезает. По заднему фронту данного сигнала второй счетчик 13 обнуляется и начинает подсчет импульсов от датчика 19 переноса заготовки, а также на выходе второго элемента памяти 9 появится сигнал "1", который поступает на вход механизма управления подачей заготовок 20, который отключается, и при переносе заготовок, последние удаляются и в зону штамповки не поступают.
После окончания работы второго счетчика 13 на его выходе сигнал "1" исчезает. По заднему фронту данного сигнала элементы памяти 6, 7, 8, 9 сбрасываются и на их выходах появляется сигнал "0". При этом на входе механизма 20 управления подачей заготовок появляется сигнал "0", в этом случае при переносе заготовка подается в зону штамповки, на инверсном выходе элемента памяти 8 появится сигнал "1", по которому ключ 5 включается, и цикл работы устройства повторяется до момента появления стыка прутков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центрирования рулона | 1991 |
|
SU1784329A1 |
| Устройство управления забором тестовых заготовок в системе контроля параметров изделий пищевого назначения | 2018 |
|
RU2703415C1 |
| Устройство для индикации количества магнитной ленты | 1988 |
|
SU1515201A1 |
| Устройство автоматического управления порезом слитка на установке непрерывной разливки металла | 1980 |
|
SU942870A1 |
| Устройство для индикации количества магнитной ленты | 1985 |
|
SU1256091A1 |
| Устройство для автоматической разбраковки проката в линии поперечной резки | 1982 |
|
SU1091969A1 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| Устройство управления загрузкой заготовок в многониточный сортовой стан | 1982 |
|
SU1041185A1 |
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1986 |
|
SU1388205A1 |
| Устройство для ввода информации | 1988 |
|
SU1534453A1 |
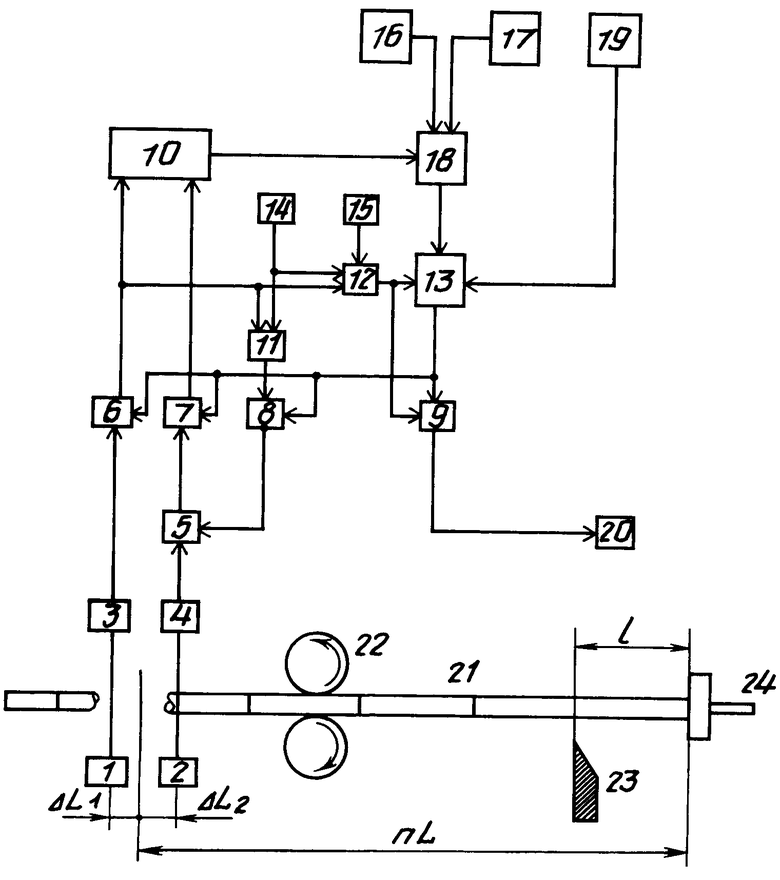
Использование: автоматизация производства горячештамповочных изделий путем определения положения места стыка прутков в отрезаемой заготовке и минимального количества удаляемых заготовок. Сущность изобретения: при помощи светоизлучателя и светоприемника определяют заготовку, содержащую стык прутков. Светоизлучатели и первый светоприемники устанавливают на расстоянии менее l/2 по разные стороны от оси, отстоящей от упора на расстоянии n l, где n - число подач прутка; l - длина заготовки. Количество удаляемых заготовок равно единице, если стык прутков находится в средней части заготовки и во время подачи сработают оба светоприемника. Количество удаляемых заготовок равно двум, если стык находится по краю заготовки и во время подачи сработает только первый светоприемник. Устройство для осуществления способа содержит два светоизлучателя, два светоприемника, четыре элемента памяти, три задатчика, два логических элемента И, ключ, два счетчика, датчик подачи заготовки, управляемый ключ, датчик переноса заготовки, механизм управления подачей заготовки. Все указанные элементы связаны между собой в определенной последовательности. При прохождении стыка прутков по сигналу светоприемника начинается подсчет числа ходов n первым счетчиком. После срабатывания этого счетчика начинается подсчет числа ходов механизма переноса вторым счетчиком - число удаляемых заготовок, по сигналу второго счетчика устройство переноса заготовок не подает отрезанные заготовки в зону штамповки. По окончании работы второго счетчика механизм управления подачей заготовок включается. Удаление заготовок прекращается. Устройство переноса заготовки подает заготовки в зону штамповки. 2 с.п. ф-лы, 1 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент Швейцарии N 431376, кл | |||
| Горный компас | 0 |
|
SU81A1 |
