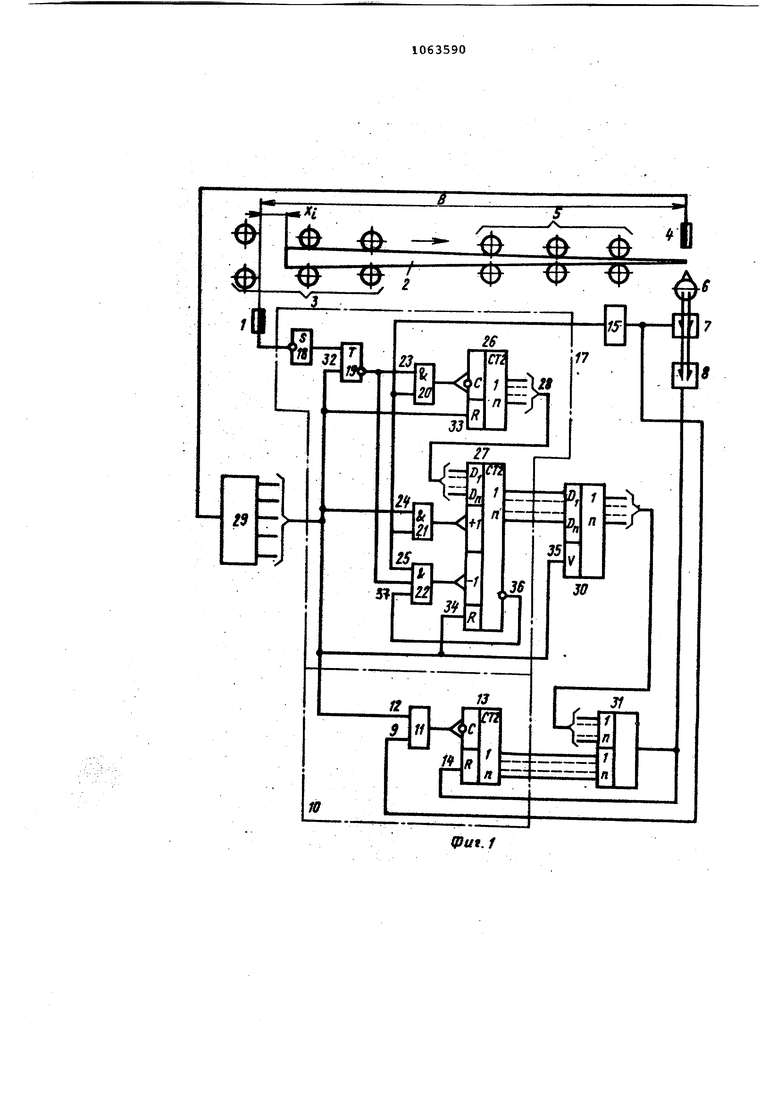
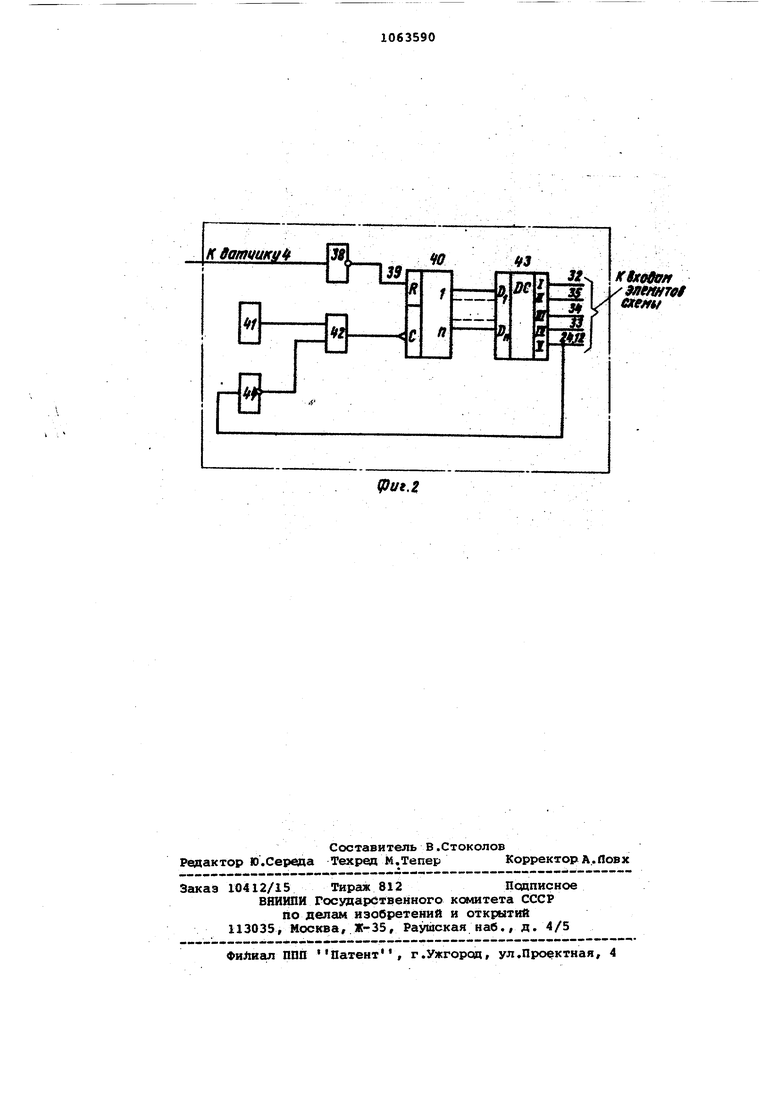
Изобретение относится к машиностроению, в частности к конструкции систем управления оборудованием для обработки давлением.. Известна система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана, содержащая датчики наличия проката на входе и выходе стана, импульсный датчик оборотов барабана ножниц с делителем частоты импульсов, измеритель длины полосы и задатчик длины полосы с, запоминающим регистром на. его выходе, элемент сравнения заданной и фактической длин полос, схема включения реза, а также программный блок, соединенный своим входом с датчиком полосы на выходе стана, а выходами с задатчиком длины полосы, при этом элемент сравнения соединен своим вькодом со схемой включения реза, а входа;ми с задатчиком и измерителем длины полосы l . Известной системе присущи недос-г татки, обусловленные тем, что погрешность прогнозирования длины проката не обеспечивает достижения безотходного раскроя исходного материала. Цель изобретения - повышение точ ности раскроя путем использования данных предыдущего безотходного процесса раскроя. Указанная цель достигается тем, что в системе управления раскроем проката на полосы летучими ножницами непрерывного сортового стана, содержащей датчики наличия проката на входе и стана, импульсный датчик, оборотов барабана ножниц с делителем частоты импульсов, измеритель длины полосы и задатчик длины полосы с запоминающим регистром на его выходе, элемент сравнения заданной и фактической длин полос, схема включения реза, а также программный блок, соединенный своим входом с датчиком полосы навыходе стана, а выходами с задатчиком длины полосы, при этом элемент сравнения соединен своим входом со схемой включения реза, а входами с - задатчиком и измерителем длины полосы, задатчик длины полосы выполнен в виде соединенных между собой основного реверсивного и дополнительного прямого счетчиков, трех схем И, триггера и одновибратора, а измеритель длины выполнен в виде соединенных последователь но ключа и счетной схемы, выходы последней соединены с одними из входов элемента сравнения, а входы ключа присоединены - один к выходу програм много блока, другой - к выходу импульсного датчика оборотов барабана ножниц, причем другие входы элемента сравнения соединены с выходами запоминаюцего регистра, входы которого подключены к выходам задатчика длины полос, при этом упомянутый- триггер соединен-своими выходами со схемами И, две из которых установлены на входе основного реверсивного счетчика, а третья - на входе дополнительного прямого счетчика, упомянутые счетчики связаны шинами переноса, аодин из выходов основнрго реверсивного счетчика подключен на сяин из входов схемы И, включенной на входе основного реверсивного счеТ чика. На фиг. 1 приведена блок-схема предлагаемой системы; на фиг. 2 пример вьтолнения программного блока. Устройство содержит датчик 1 наличия заготовки 2 на входе в черновую группу 3 стана и датчик 4 наличия проката на выходе из чистовой группы 5, установленный, на оси реза летучих ножниц 6. С барабаном летучих ножниц кинематически связаны импульсный датчик 7 оборотов барабана ножниц и ме5 анизм включения реза со схемой 8. Выход датчика 7 соединен со счетным входом 9 измерителя 10 длины полосы, который состоит из ключа 11 с управляющим вхо-. дом 12 и счетной схемы 13с входом 14 сброса. Вых.од делителя 15 частоты импульсов датчика 7 соединен со счетным входом 16 задатчика 17 длины полосы, который состоит из одновибратора .18, триггера 19, трех схем И 20, 21 и 22 с управляющими входами 23 - 25 соответственно, дополнительного прямого счетчика 26 и основного реверсивного счетчика 27, связанных шинами 28 переноса, В схему входят также программный блок 29, запоминающий регистр 30 и элемент 31 сравнения. Выход программного блока 29 соединен соответственно с входами 32 - 35«триггера 17, счетчиков 26 и 27 и регистра 30, по которым эти элементы устанавливаются в исходное состояние, а выход 36 нуля счетчика 27 соединен с входом 37.блокировки схемы И 22. Устройство работает следуквдим образом. Перед пбступлением заготовок на стан все счетчики сброшены на нуль, триггер 19 установлен в исходное состояние. Скорость барабана летучих ножниц согласована со скоростью валков последней клети стана, а коэффициент деления делителя 15 частоты импульсов задан равныгл числу полос, на которое целесообразно делить раскаты данного сортамента. В основу работы алгоритма устройства положено соотношение в-х, не;,(1) где В - приведенная к вькояу стана базовая длина раската, экви валентная расстоянию .мезтоу датчиками 1 и 4 (фиг. 1); Х; - приведенная к выхсяу стана координата конца i -ой заготовки относительно места ус тановки датчика 1, определе ная в тот момент, когда нач л о заготовки находится в ме те установки датчика 4; и - число полос; С - длина полосы, при которой обеспечивается безотхсщный раскрой -го (предыдущего) раската. Для случая прокатки i +1 -го (последующего) проката это соотнсяпение имеет вид В-х,-,пе;+1,(2), гдех; - по аналогии координата кон ца +1 ой заготовки; 6; - длина полосы при безотходном раскрое i +1-го раската Из (1) и (2) следует условие которое и представляет собой уравнение алгоритма безотходного раскроя при работе устройства. В момент выхода i -ой заготовки 2 из сечения стана, контролируемого датчиком 1 наличия проката, срабатывает сдновибратор 18, включается триггер 19 и открывается схема И 20 Когда триггер 19 включен, импульсы датчика 7 оборота барабана ножниц ч рез делитель 15 частоты, вводятся в дополнительный счетчик 26 задатчи ка 17 длины полосы. Начинается отсч величины . Отсчет заканчивается при срабатывании датчика 4 наличия проката. По сигналу этого датчика включается программный блок 29, его выходньм сигналом триггер 19 отключается, на входе 34 появляется сигнал и по шинам 28 переноса число Х;/п переносится из счетчика 2 в основной счетчик 27. После переноса этого числа по входУ 33 дополнительный счетчик 26 устанавливается в исходное (нулевое) состояние и подготовлен к очередному отсчету. В течение времени, когда триггер 19 включен, его вьлходной сигнал поступает на вход 25 схемы И 22 однако схема И 22 не открывается, так как перед прокаткой основной счетчик 27 сброшен на нуль, на его шине 36 нуля присутствует сигнал О и этим сигналом по входу 37 блокировки открытие схемы И 22 запрещает ся. Выходной сигнал программного бло ка 29 (при срабатывании датчика 4) поступает на вход 24 схемы И 21. Эта схема открывается, и импульсы датчика 7 оборота барабана через делитель 15 частоты поступают на суммируиций вход основного счетчика 27, где суммируются с внесенным в него числом -р. Суммирование заканчивается в момент выхода 4 -го раската, полученного из 1-ой заготовки, из сечения стана, контролируемого датчиком 4 на его выходе. Здесь на выходе программного блока исчезает сигнал, и схема И 21 закрывается. В ос.новном счетчике накоплено число, у эквивалентное сумме tf + Из схемы (фиг. 1) видно, что измеритель 10 длины полосы включается на каждом раскате, так как при каждом срабатывании программного блока 29 ключ 11 на счетном входе счетчика 13-открывается. Однако при перемещении через ножницы первой полосы элемент-31 сравнения не срабатывает, и команда -на разрезание первой полосы не вырабатывается, так как запоминающий регистр 30 очищен. Поэтому первая полоса на выходе стана разрезается, например, вручную, но на втором и всех новых проходах раскрой осуществляется автоматически. В момент выхода второй i -l-1-ой заготовки из сечения стана, контролируемого датчиком 1 наличия проката, снова срабатывает одновибратор 18, включается триггер 19, и открывает-: ся схема И 20. Дополнительный счетчик 26 начинает отсчет .. . В этом ; случае одновременно с открытием схемы И 20 открывается и схема И 22 (в основном счетчике 27 уже содержит «).. так как на выхося число де 36 этого счетчика, а также на входе 37 схемы И 22 присутствует сигнал , При открытой схеме И 22 через вычитагаций вход в основной счетчик 27 вводятся импульсы делителя 15 частоты. При входе i +1-ой заготовки в место, где установлен датчик 4, срабатывает программный блок 29, триггер 19 отключается и схемы И 20 и И 22 закрываются. К моменту времени дополнительным счетчиком 26 отсчитано число , а основным ; + -п и ,, т.ё; число, которое в соответствии с условием (3) эквивалентно длине i +1 полосы для безотходного раскроя 1+1-го (последукадего) раската. При срабатывании программного блока 29 производятся также последовательные переключения элементов командой на вхсяе 35 в эапоминанадий регистр 30 из основного счет чика 27 переносится число, эквивакомандойлентное ; t Н 6; + входе 34 в основной счетчик 27 по шинам переноса 28 из дополнитель ного счетчика 26 переносится число, ii-1. по входу 33 эквивалентное п дополнительный счетчик 26 устанавли вается в исходное (нулевое) состояние; на вхсяе 24 схемы И 21 и управ ляющем входе 12 ключа 11 устанавливается сигнал . Основной счетчик 27 производит отсчет длины полосы для следующего безотходного раскроя, а счетчик 13 измерителя 10 длины полосы - отсчет текущего значения длины полосы на раскате, проходящем через ножницы. В тот момент, когда текущее значени длины полосы станет равным значению Е; +1, установленному в регистре 30, срабатывает элемент 31 сравнения, вырабатывается команда (импульс) на рез, а по входу 14 счетчик 13. сбрасывается на. нуль. От i +1-ГО раската отделяется первая полоса длиной +1, при которой обе печивается безотходный раскрой. Измеритель 10 продолжает отсчет дли последующих полос вплоть до прохода i +1-ГО раската через ножницы,т.е. до момента исчезновения i+1-го раската на датчике 4. При поступлении в стан новых заго товок описанный режим работы повто,ряется. Таким образом, при прогнозировании длины полос, обеспечивающих безотходный раскрой последующих полос, учитываются условия безотходного раскроя предьиущих. Это повышает точность раскроя. На фиг. 2 в качестве примера показан один из возможных вариантов исполнения схемы программного блока 29, В исходном состоянии на выходах блока сигналы отсутствуют, так как инвертор 38 на вход 39 сброса счетчика 40 поступает сигнал . При появлении проката на датчике 4 сигнал сброса снимается. Импульсы генератора 41 временной частоты через ключ 42 вводятся в счетчик 40, накапливаются им, расшифровываются дешифратором 43 и последовательно появляются на вхсдах 32, 35, 34, 33, 24 (12) элементов схемы (фиг. 1). При появлении последнего сигнала через инвертор 44 к.люч 42 закрывается и сигнал на выходе дешифратора (выход числа У) сохраняется вплоть до исчезновения прокатав на 4, когда через инвертор 38 схема блока 29 возвращается в исхойное состояние. По сравнению с известными, предлагаемая система позволяет ликвидировать образование коротких полос на стыке двух смежных полос и тем самым увеличить выход готовой мерной продукции. Эффективность использования предлагаемой системы достигается за счет увеличения выхода прутков мерной длины путем прогнозирования длины полос с учетом условий безотходного раскроя предыдущего процесса раскроя.
В

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскроя проката на заданное число полос | 1986 |
|
SU1357099A1 |
| Система управления раскроем сортового раската летучими ножницами | 1987 |
|
SU1426788A1 |
| Устройство для раскроя мелкосортного раската | 1986 |
|
SU1357101A1 |
| Система управления раскроем сортового проката | 1989 |
|
SU1632770A1 |
| Система управления раскроем сортового раската летучими ножницами | 1988 |
|
SU1542800A2 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391813A1 |
| Система управления раскроем мелкосортного раската на полосы | 1987 |
|
SU1426789A1 |
| Система управления раскроем сортового раската летучими ножницами | 1989 |
|
SU1632660A2 |
| Устройство для раскроя сортового проката | 1990 |
|
SU1734996A1 |
| Способ равномерного раскроя мелкосортного проката и устройство для его осуществления | 1986 |
|
SU1424997A1 |
СИСТЕМА УПРАВЛЕНИЯ РАСКРОЕМ ПРОКАТА НА ПОЛОСЫ ЛЕТУЧИМИ НОЖНИЦАМИ НЕПРЕРЫВНОГО СОРТОВОГО СТАНА, содержащая датчики наличия проката на входе и выходе стана;, импульсный датчик оборотов барабана ножниц с делителем частоты импульсов, измеритель длины полосы и задатчик длины полосы с запоминакщим регистром на его выходе, элемент сравнения заданной и фактической длин полос, схема включения реза/ а также программный блок, совдиненный своим входсм с датчиком полосы на выходе стана, а выходами с задатчиксм длины полосы, при этом элемент сравнения соединен своим выходом .со схемой включения реза, а входами - с задатчик см и измерителем длины полосы, отличающаяся тем, что, с целью повышения точности раскроя путем использования данных предыдущего безотходного процесса раскроя, задатчик длины полосы выполнен в виде соединенных между собой основного реверсивного и дополнитель ного прямого счетчиков, трех схем И, триггера и одновибратора, а измеритель длины полосы выполнен в виде соединенных последовательно ключа и счетной схемы, выходы последней соединены с одними из входов элемента сравнения, а входы ключа присоединены - один - к выходу программного блока, другой - к выходу импульсного датчика оборотов бйрабана ножниц, причем другие входы элемента сравне(Л ния соединены с выходами запоминающего регистра, вхоцы которого подключены к выходам задатчика длины полос, при этом упомянутый триггер соединен своими выходами со схемами И, две из которых установлены на входе основного реверсивного счетчика, а третья - на входе дополнительного прямого счетчика, упомянутые счетчики связаны шинами переноса, а один из выходов основного реа: версивного счетчика подключен на 00 один из входов схемы И, включенной на входе основного реверсивного сд счетчика. :о
QJut.f
/safHifTcf &ifftit
(Put,z
| Левченко П.Н | |||
| и др | |||
| Интенсификация производства мелкосортного проката на непрерывных станах | |||
| Киев, Техника 1980, с | |||
| Нагревательный прибор для центрального отопления | 1920 |
|
SU244A1 |
