(21)4131226/23-27
(22)16.09.86
(46) 15.04.88. Бюл. № 14
(71)Юго-Восточное производственно-техническое предприятие по ремонту, наладке и проектированию энергетических установок предприятий черной металлургии
(72)А. М. Ладыженский, А. К. Сиомик и Ю. И. Погодин
(53)621.721.75(088.8)
(56)Авторское свидетельство СССР № 1201070, кл. В 23 D 25/16, 30.12.85.
(54)УСТРОЙСТВО АВТОМАТИЧЕСКОГО РАСКРОЯ ЗАГОТОВКИ НА ЛЕТУЧЕМ ОТРЕЗНОМ СТАНКЕ
(57)Изобретение относится к автоматическим системам управления в прокатном производстве, а именно к системам управления главными приводами механизма перемещения непрерывной заготовки и летучего отрез.ного станка, производящего раскрой этой заготовки преимущественно на трубоэлектросварочных агрегатах. Целью изобретения является повыщение качества продукции путем отделения непроваров продольного щва, образующихся в результате несрочных остановок сварки (прокатки), без нарушения мерной длины отрезаемых заготовок. Цель достигается тем, что устройство автоматического раскроя заготовки снабжено основным и дополнительным ключами управления, основным и дополнительным реле нормальной работы, промежуточным реле, а также вычислительным блоком. Осуществление управления не только электроприводом летучего отрезного станка, но, в случаях несрочных остановок, и приводом механизма перемещения заготовки, обеспечивает отделение непроваров продольного шва, образующихся при таких остановках в процессе мерного раскроя, т.е. без корректировки длин заготовок. 1 з.п. ф-лы, 4 ил.
(О
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1982 |
|
SU1092015A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ НА НЕПРЕРЫВНЫХ ТРУБОСВАРОЧНЫХ АГРЕГАТАХ | 2015 |
|
RU2611462C1 |
| Устройство для автоматического раскроя заготовок на летучем отрезном станке | 1985 |
|
SU1284740A1 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| Устройство автоматического управления механизмом пропуска реза двухбарабанных летучих ножниц | 1976 |
|
SU859061A1 |
| Устройство для раскроя мелкосортного раската | 1986 |
|
SU1357101A1 |
| Система управления раскроем сортового раската летучими ножницами | 1989 |
|
SU1632660A2 |
| Способ равномерного раскроя мелкосортного проката и устройство для его осуществления | 1986 |
|
SU1424997A1 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391813A1 |
| Способ изготовления наружных обшивок для кровельных панелей с утеплителем и устройство для его осуществления | 1990 |
|
SU1784418A1 |
со ос
00
to
Изобретение относится к автоматическим системам управления в прокатном производстве, а именно к системам управления главными приводами механизма перемещения непрерывной заготовки и летучего отрезного станка, производящего раскрой этой заготовки преимущественно на трубо- электросварочных агрегатах.
Целью изобретения является повышение качества продукции путем отделения непро- варов продольного шва, образующихся в результате несрочных остановок сварки (прокатки), без нарушения мерной длины отрезаемых заготовок.
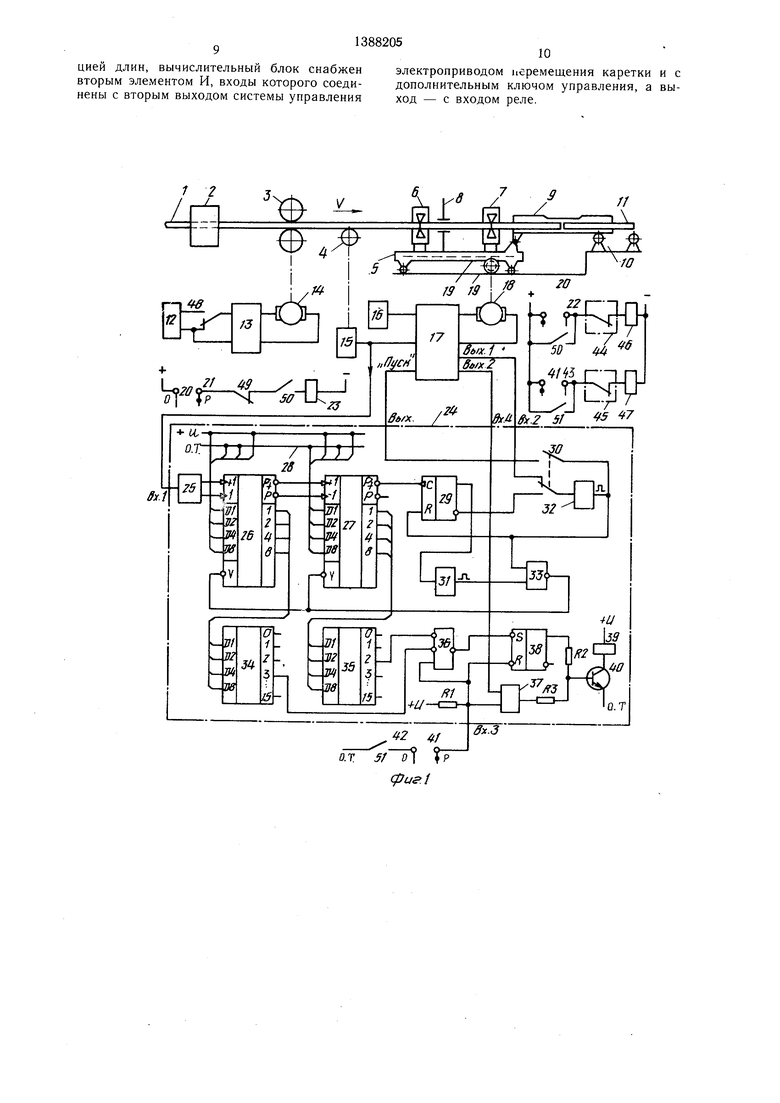
На фиг. 1 приведена функциональная
10
ключа управления и контакт 44 защитно- отключающего аппарата срочного действия, а контакт 50 реле 46 соединен параллельно с контактом 22 ключа управления.
Аналогично этому соединены реле 47, контакт 43 дополнительного ключа управления и контакт 45 защитно-отключающего аппарата несрочного действия.
Устройство работает следующим образом.
Переключатель 30 установлен в положение, показанное на фиг. 1.
В исходном состоянии ключи 20 и 41 установлены в положение О (их контакты 21 и
схема устройства автоматического раскроя г 42 разомкнуты, а 22 и 43 замкнуты, ре- заготовки на летучем отрезном станке; на ле 23 выключено и его контактом 48 на фиг. 2, 3 и 4 - графики, поясняющие вход системы 13 подается нулевое напря- работу устройства.
Устройство автоматического раскроя заготовки на летучем отрезном станке содержит непрерывную заготовку 1, сварочную машину 2, механизм 3 перемещения заготовки, измерительный ролик 4, подвижную каретку 5 летучего отрезного станка, отрезные головки 6 и 7, механизм 8 зажима заготовки 1, отводящий желоб 9, отводящий рольганг 10, отрезанную заготовку 11, задатчик 12 скорости, систему 13 управления электроприводом механизма 3, электродвигатель 14 механизма 3, датчик 15 перемещения заготовки 1, датчик 16 положение - задание на нулевую скорость V
прокатки, исполняемое системой 13. Реле 46
и 47 включены, т.е. прокатка не зап.ре20 щена.
25
При установке ключей 20 и 41 в положение Р (рабочее) их контакты 21 и 42 замыкаются, а 22 и 43 размыкаются. Реле 46 и 47 остаются включенными через собственные контакты. На вход 3 блока 24 и соединенные с ним входы элементов 36, 37, 38 подается «О от О.Т. (общей точки). При этом с выходов элементов 37 и 38 через резисторы на базу транзистора 40 подается нулевой потенциал. Транзистор 40 закрыт. Режения каретки 5, систему 17 управления ле 39 выключено, а его контакт в цепи реле
электроприводом перемещения каретки 5, электродвигатель 18, реечно-зубчатую передачу 19, ключ 20 управления с контактами 21 и 22, промежуточное реле 23, вычислительный блок 24, формирователь 25 импульсов, элементы 26 и 27 счетчика, шифратор 28, счетный триггер 29, переключатель 30, одновибраторы 31, 32, логический элемент ИЛИ 33, элементы 34 и 35 дешифратора, логические элементы И 36 и 37, RS-триггер 38, выходное реле 39, транзис23 включен. Реле 23 включается и его контактом 48 выход задатчика 12 скорости соединяется с входом системы 13. С помощью системы 13, электродвигателя 14, механизма 3 и сварочной мащины 2 устанавли- ,. вается заданная скорость V прокатки (сварки). Система 17 с помощью датчика 15 следит за перемещением заготовки 1 и управляет раскроем ее, как в устройствах-аналогах. При этом в выбираемые системой
17 моменты каретка 5 разгоняется до со- тор 40, дополнительный ключ 41 управления 40 гласования с заготовкой 1 по скорости V с контактами 42 и 43, контакты 44 и 45 и по положению, т.е. производится пози- защитно-отключающих аппаратов срочного и ционирование отрезной головки 6 по месту
на заготовке 1, которое по расчету должно стать передним концом заготовки. После этого механизм 8 зажимает заготовку 1. При прохождении головкой 6 определенной позиции на линии прокатки с выхода 1 сиснесрочного действия соответственно, реле 46 нормальной работы, основное реле 47 нормальной работы (дополнительное), контакт 48 реле 23, контакт 49 реле 39, контакт 50 реле 46, контакт 51 реле 47, причем отрезные головки 6, 7 укреплены на каретке 5 летучего отрезного станка, отводящий желоб 9 опирается на отводящий рольганг 10, даттемы 17 выдается импульсный сигнал с использованием датчика 16 положения каретки 5. Отрезные головки прорезают загочик 15 перемещения заготовки 1 соединен п товку, после чего механизм 8 разжимается реечно-зубчатой передачей 19, а вход фор- и каретка 5 возвращается в исходное по- мирователя 25 соединен с датчиком 15. В ложение. Начинается новый цикл реза и т.д. цепи реле 23 последовательно соединены кон- В каждом цикле отрезаются две заготовки 1
первая мерной длины Е, равной расстоянию между головками 6 и 7, и вторая
такт 21 ключа управления, контакт 49 реле 39 и контакт 50 реле 46. Контакт 48 реле 23
соединен с входом системы 13 с возмож-55 мерной или скорректированной длины. Отреностью подключения этого входа к выходу за-занные заготовки 11 с помощью отводядатчика 12 скорости. В цепи обмотки релещего желоба выдаются на рольганг 10. Вы46 соединены последовательно контакт 22числительный блок 24 тоже следит за пере
ключа управления и контакт 44 защитно- отключающего аппарата срочного действия, а контакт 50 реле 46 соединен параллельно с контактом 22 ключа управления.
Аналогично этому соединены реле 47, контакт 43 дополнительного ключа управления и контакт 45 защитно-отключающего аппарата несрочного действия.
Устройство работает следующим образом.
42 разомкнуты, а 22 и 43 замкнуты, ре- ле 23 выключено и его контактом 48 на вход системы 13 подается нулевое напря-
жение - задание на нулевую скорость V
прокатки, исполняемое системой 13. Реле 46
и 47 включены, т.е. прокатка не зап.рещена.
При установке ключей 20 и 41 в положение Р (рабочее) их контакты 21 и 42 замыкаются, а 22 и 43 размыкаются. Реле 46 и 47 остаются включенными через собственные контакты. На вход 3 блока 24 и соединенные с ним входы элементов 36, 37, 38 подается «О от О.Т. (общей точки). При этом с выходов элементов 37 и 38 через резисторы на базу транзистора 40 подается нулевой потенциал. Транзистор 40 закрыт. Реле 39 выключено, а его контакт в цепи реле
ле 39 выключено, а его контакт в цепи реле
23 включен. Реле 23 включается и его контактом 48 выход задатчика 12 скорости соединяется с входом системы 13. С помощью системы 13, электродвигателя 14, механизма 3 и сварочной мащины 2 устанавли- . вается заданная скорость V прокатки (сварки). Система 17 с помощью датчика 15 следит за перемещением заготовки 1 и управляет раскроем ее, как в устройствах-аналогах. При этом в выбираемые системой
мещением заготовки 1 с помощью .датчи- была вызвана отключением реле 46, то ка 15.ключ 20 вначале переводится в О, а затем в Р,
Отсчет перемещения очередного места что исключает самозапуск двигателя 14 при реза начинается по сигналу, поступающему восстановлении включенного состояния кон- с выхода 1 системы 17. Одновибратор 32 - такта 44. Система 17 приступает к раскрою преобразует этот синхронизирующий сигнал с коррекцией длин для выведения непро- в импульс, который посредством элемента вара, образовавшегося при срочной оста- ИЛИ 33 подается на входы V разрешения записи информации элементов 26 и 27 счетчика. При этом в счетчик записывается число В, присутствующее в виде комбинации логических нулей и единиц на информационных входах D1, D2, D4 и D8, соединенных с соответствующими шинами шифновке, на конец заготовки, а затем снова переходит к мерному раскрою.
Команда на остановку прокатки в не- 10 срочных случаях, например из-за недостаточного запаса штрипса в накопителе перед клетями, формующими непрерывную заготовку 1, из-за профилактической замены
ратора 28.дисковых ножей в головках 6 и 7, из-за преОдновременно импульс с одновибрато- кращения отбора заготовок 11 с накопителя
ра 32 поступает на вход триггера 29, пе-за рольгангом 10 и т.д., подается вручную
реключая его в «О на прямом выходе. Им-установкой дополнительного ключа 41 управпульсы, приходящие по двухканальной ли-ления в положение О или автоматически, -
НИИ связи с датчиков 15, показанной од-отключением реле 47. При этом вход 3 блонолинейно, преобразуются формирователемка 24 отключается от общей точки О.Т. и
25 в импульсы на выходе суммирования20 на нем устанавливается «1, обусловлен4-1 или вычитания -1 элемента 26 счет-ная соединением с шиной -)-U через речика. (Вычитание происходит в редких случаях ограниченных перемещений заготовки 1 назад). Текущее число в счетчике растет от исходного В до максимального А. В момент переполнения счетчика с его выхода Р+ прямого переноса на счетный вход С триггера 29 выдается сигнал, переключающий триггер в «1 на прямом выходе. Одновибратором 31 этот сигнал пре25
зистор. Элементы блока 24 продолжают функционировать, как описано, до совпадения числа Z в счетчике с числом D. Так как к этому моменту на прямом входе элемента И 36 присутствует «1, появление «О на инверсных входах вызывает переключение элемента И 36 в «О на выходе. При этом триггер 38 переключается в состояние «1, отпирающее транзистор 40, реле 39 включаобразуется в импульс «1 на входе элемен- ,., ется, размыкается его контакт 49, отклюта ИЛИ 33. С выхода последнего выдается импульс «О на входы V элементов 26 и 27 счетчика. В счетчик снова записывается число В. Начинается второй после синхронизирующего сигнала отсчет перечается реле 23 и прокатка прекращается. Если команда на несрочную остановку подается, когда идет раскрой с коррекцией длин («1 подается на вход 3 блока 24, когда на его входе 4 также присутствует
мещения заготовки. К моменту окончания это- .,, «1), на выходе элемента И 37 появля- го отсчета поступает новый синхронизирую- ется «Ь, вызывающая включение реле 39. щий сигнал. Начинается следующий цикл Таким образом, прокатка прекращается ера- отсчета двойного перемещения и т.д. При зу, как по команде на срочную остановку, любом значении Z на одном из выходов Задержка остановки не имеет смысла, так О-15 каждого элемента 34 и 35 дешиф-как с помощью блока 24 непровар выворатора присутствует «О, а на остальных - 40 дится на конец заготовки именно в про- . При совпадении Z с некоторым задан- цессе мерного раскроя, тогда как в данном
случае после возобновления прокатки продолжается раскрой с коррекцией длин.
ным числом D на обоих инверсных входах элемента И 36, соединенных с выходами дешифратора, появляются «О. Однако пока на прямом входе присутствует «О, на выходе элемента И 36 сохраняется «1.
Команда на остановку прокатки в срочных случаях подается с помощью ключа 20 управления или автоматически с помощью реле 46 нормальной работы. При установке ключа 20 в положение О размыкается его
При использовании упрощенной систе- мы 17 переключатель 30 соединяет инверсный выход триггера 29 с входо.м одно- вибратора 32, а выход последнего с входом «Пуск системы 17. В этом варианте блок 24 не получает синхронизирующих сигналов из
...,- .« „ - -..-..- f,-,...-...„..,. .„ системы 1/, а сам выдает в нее команды контакт 21 и отключается реле 23. Кон- на начало цикла реза. Эти команды вы- тактом 48 этого реле вход системы 13 от- даются при каждом втором переполнении ключается от выхода задатчика 12 скорое- счетчика, когда на инверсном выходе триг- ти и соединяется с общей точкой эле- гера 29 логический «О сменяется на «1. ментов 12 и 13. Получив, таким образом, Одновибратор 32 выдает импульс, поступаю- задание на нулевую скорость V, систе- 55 ЩИЙ на вход «Пуск системы 17, на вход R ма 13 останавливает прокатку.триггера 29, подтверждающий установивПрокатка возобновляется переводом клю- шееся его состояние, а также посредством ча 20 в положение Р. Если же остановка элемента ИЛИ 33 - на входы V счетчика.
что исключает самозапуск двигателя 14 при восстановлении включенного состояния кон- такта 44. Система 17 приступает к раскрою с коррекцией длин для выведения непро- вара, образовавшегося при срочной оста-
новке, на конец заготовки, а затем снова переходит к мерному раскрою.
Команда на остановку прокатки в не- срочных случаях, например из-за недостаточного запаса штрипса в накопителе перед клетями, формующими непрерывную заготовку 1, из-за профилактической замены
дисковых ножей в головках 6 и 7, из-за преная соединением с шиной -)-U через ре
зистор. Элементы блока 24 продолжают функционировать, как описано, до совпадения числа Z в счетчике с числом D. Так как к этому моменту на прямом входе элемента И 36 присутствует «1, появление «О на инверсных входах вызывает переключение элемента И 36 в «О на выходе. При этом триггер 38 переключается в состояние «1, отпирающее транзистор 40, реле 39 включается, размыкается его контакт 49, отключается реле 23 и прокатка прекращается. Если команда на несрочную остановку подается, когда идет раскрой с коррекцией длин («1 подается на вход 3 блока 24, когда на его входе 4 также присутствует
«1), на выходе элемента И 37 появля- ется «Ь, вызывающая включение реле 39. Таким образом, прокатка прекращается ера- зу, как по команде на срочную остановку, Задержка остановки не имеет смысла, так как с помощью блока 24 непровар вывоПри использовании в предло.женном устройстве летучего отрезного станка с одной отрезной головкой в сочетании с системой 17, вырабатывающей синхронизирующие сигналы, эти сигналы выдаются с выхода 1 практически одновременно с сигналами переполнения счетчика с выхода Р+ прямого переноса элемента 27, причем одновременно с каждым таким сигналом, а не с каждым вторым. Поэтому запись числа В в счетчик может производиться без участия триггера 29 и одновибратора 31, которые следует исключить из схемы блока 24.
Если, кроме того, соединить выход P-f- элемента 27 напрямую с переключателем, то оказывается возможным использовать летучий отрезной станок с одной отрезной головкой также в сочетании с упрощенной системой 17 управления. В этом случае переключателем соединяются вход одновибратора 32 с выходом Р-|- элемента 27 счетчика, а выход одновибратора 32 с входом «Пуск системы 17. Измененный указанным образом вычислительный блок 24 выдает команды на начало нового цикла реза при каждом переполнении счетчика, т.е. каждый раз, когда заготовка 1 проходит путь, равный длине Е. Указанное упрощение блока 24 не отражается на взаимодействии его элементов 25, 28 и 34, 39, преобразующих команды на несрочную остановку в исполнительные сигналы, выдаваемые реле 39.
Работа устройства дополнительно поясняется графиками фиг. 2-4.
На фиг. 2 в координатах х - положение по оси прокатки и t - время изображено движение: 1 и 2 - отрезных головок 6 и 7 соответственно; 3 и 4 - мест предстоящих резов отрезными головками 6 и 7 соответственно. Горизонталями Обозначены неподвижные объекты: 5 - датчик 16 положения каретки 5; 6 - сварочная ма- щина 2.
На фиг. 3 изображены колебания числа в счетчике.
На фиг. 4 сверху вниз показаны напряжения (логические сигналы): на выходе элемента 27 счетчика; на прямом выходе триггера 29; на выходе одновибратора 31; на выходе одновибратора 32; на выходе 3 вычислительного блока 24.
На графиках изображен пример исполнения команды на несрочную остановку. Торможение начинается через время т после установления «1 на входе 3 блока 24, а именно при очередном совпадении числа Z в счетчике с числом D.
Как видно из графиков фиг. 2 и 3, числа В и D, вводимые с помощью шифратора и дешифратора соответственно, могут определяться из следующих выражений: mf h+g+K (1), В A-L (2), D H-f В А 2 -1 (4), (5), (6),(3)
0
5
0
где -мерная длина отрезанной заготовки 11, мм;
А-максимальное число в счетчике (его емкость);
L -число импульсов, выдаваемых датчи- ком 15 при перемещении заготовки 1 на расстояние, равное длине Р;
Н-разность задаваемых величин D-В;
h - перемещение, при котором датчик 15 выдает Н импульсов, мм;
а - цена импульса датчика 15, мм;
m - целое число (в примере на фиг. 2 принято );
g - путь выбега заготовки 1 при торможении, мм;
К.- расстояние от зоны сварки в машине 2 до положения каретки, а именно отрезной головки 6, фиксируемого датчиком 16, мм;
п-число разрядов счетчика (в примере конкретного выполнения, приведенном на фиг. 1, принято ).
Из (2), (4) и (5) следует, что
В 2 -1-|-,(7)
а из (1), (6) и (7), что
D
(m-l)P-g-k
+ .
(8)
0
5
0
5
Рассмотрим условия, ограничивающие применение устройств-аналогов.
Отделение дефектов путем коррекции длин отрезаемых заготовок возможно при условии, что расстояние W от места выполнения дефекта (дефектоскопа) или его образования (сварочной мащины) до отрезной головки превосходит мерную длину в определенное число ш раз:
W щ,1(9)
Для определения т принимаем, что длина f равна максимально допустимой величине (такой выбор f сокращает затраты на производство труб, минимизирует число полувагонов, занятых на их транспортировке, и число электросварных швов на трубопроводах), что поэтому при коррекции длины она может только ументьшаться до минимально допустимого значения , что при
5 одной отрезной головке число коррекций доходит и до шк, а при двух - до тк/2 (корректируется каждая вторая заготовка) и что для подведения места резания к дефекту при самом неудачном его положении сумма коррекций тк(-ЕЛИН) должна составлять вели0 чину f.
Из этих допущений следует, что при одной отрезной головке
2
(11)
ш« 7г (10)
1МНН мин
а при двух отрезных головках
У/|О ,, (/
m
IT{мин
(12) и W
(13)
Предложенное устройство отделяет не- провары из-за несрочных остановок, составляющие ориентировочно 20% всех дефектов, без коррекции длин, т.е. независимо от выполнения условия (9). Непровары из-за сроч- ных остановок (5% всех дефектов) могут отделяться путем коррекции длин, если расстояние Wi между сварочной машиной и исходным положением отрезной головки удовлетворяет условию (9), принимающему вид
W, nvt(14)
Поперечные стыки и другие неоднородности штрипса (75% всех дефектов) выявляются дефектоскопом перед многоклетье- вым станом, формующим заготовку 1. Расстояние W2 от дефектоскопа до исходного положения отрезной головки значительно превышает Wi, поэтому неоднородности штрипса могут отделяться путем коррекции длин при выполнении менее строгого, чем (14), условия
.(15)
При выполнении условия (14), дающего возможность отделять все дефекты путем коррекции длин, предложенное устройство с помощью вычислительного блока 24 отделяет большую часть непроваров без коррек- ции длин, а остальные дефекты с помощью вычислительных блоков для раскроя с коррекцией длин, введенных в систему 17. При невыполнении условия (14), но выполнении условия (15), предложенное устройство обеспечивает отделение 95% всех дефектов (ос- таются недовыведенными на конец заготовки непровары из-за сварочных остановок), тогда как с помощью устройств-аналогов можно было бы отделять только неоднородности штрипса, т.е. 75% всех дефектов. При высоком качестве сварки поперечных стыков процентное содержание непроваров из-за несрочных остановок может значительно превосходить указанное и составлять около 80% всех остающихся дефектов. В этом случае предложенное устройство может не содержать вычислительных блоков для раскроя с коррекцией длин,.известных из устройств-аналогов.
Формула изобретения
5
0
5
0
, п 5 0
5
Q
кареткой механизмом зажима, определенной позиции и сигнала в течение раскроя с коррекцией длин, отличающееся тем, что, с целью повышения качества продукции путем отделения непроваров продольного шва, образующихся в результате несрочных остановок сварки, прокатки, без нapyuJeния мерной длины отрезаемых заготовок, в него введены система управления электроприводом механизма перемещения заготовки с входом задания скорости, основной и дополнительный ключи управления, основное и дополнительное реле нормальной работы, промежуточное реле, вычислительный блок, содержащий формирователь импульсов, реверсивный счетчик с информационными входами и входами разрешения записи информации, шифратор, дешифратор, счетный триггер, RS-триг- гер, элемент ИЛИ, элемент И, два одновиб- ратора, выходное реле, причем обмотка промежуточного реле через контакт реле нормальной работы соединена с основным ключом управления, а контакт с входом задания скорости, вход формирователя импульсов соединен с датчиком перемешения заготовки, выходы формирователя соединены со счетными входами счетчика, разрядные выходы счетчика соединены с входами дешифратора, вход прямого переноса счетчика связан со счетным входом счетного триггера, прямой выход счетного триггера подсоединен к входу первого одновибратора, вход второго одновибратора соединен с первым выходом системы управления электроприводом перемешения каретки, выходы обоих одновибраторов связаны с входами элемента ИЛИ, выход второго одновибратора соединен также с входом R установки «О счетного триггера, выход элемента ИЛИ соединен с входами разрешения записи информации счетчика, выходы дешифратора соединены с входами элемента И, выход которого соединен с входом S RS-триг- гера, а дополнительный ключ управления соединен через контакт дополнительного реле нормальной работы с входом элемента И и входом R RS-триггера, выход RS-триггера соединен с выходным реле, контакт которого введен в цепь обмотки промежуточного реле.
2,Устройство по п. 1, отличающееся тем, что, с целью использования упрощенной системы управления электроприводом перемещения каретки, в которой цикл реза начинается не самостоятельно, а по команде, подаваемой на вход, обозначенный «Пуск, вычислительный блок снабжен переключателем, соединенным с вторым одновибрато- ром с возможностью подключения его входа к инверсному выходу счетного триггера, а выхода - к входу «Пуск системы управления.
О
Триггер 23J
Однодибра-;.
тор 31 о
Одно6и5ро-/
тор 32Q
Вход J7
п
95i/5.
