Изобретение относится к эксплуатации трубопроводов и может быть использовано при нанесении антикоррозионного покрытия на их внутреннюю поверхность.
Известен способ покрытия трубопровода, включающий введение в него трубчатого покрывающего материала с нанесенным на его внутреннюю поверхность связующим, продвижение материала по трубопроводу путем выворачивания его под действием избыточного давления и соединение с покрываемой поверхностью при помощи связующего. Отверждение связующего ускоряют введением нагретого газа в полость трубопровода [1].
Известен способ покрытия внутренней поверхности трубопровода, включающий введение в него выворачиванием термопластичного рукава синхронным нагревом его перемещающегося участка до вязкости, обеспечивающей сцепление рукава с покрываемой поверхностью [2].
Недостатками описанного способа являются возможность использования для покрытия только герметичных рукавов; низкая коррозионная стойкость получаемого покрытия; незначительная прочность покрытия.
Предлагаемый способ решает задачу повышения качества покрытия за счет увеличения его прочности и антикоррозионной стойкости и заключается в изготовлении гибкого термопластичного рукава и введении его в трубопровод путем выворачивания под действием избыточного давления с одновременным прижатием к покрываемой поверхности и синхронным с перемещением выворачивающегося участка разогревом рукава до вязкости, обеспечивающей его соединение с покрываемой поверхностью. Новым в способе является то, что в качестве гибкого термопластичного рукава используют рукав, изготовленный путем переплетения термопластичных и термостойких нитей, причем термопластичные нити образуют основу ткани и часть утка, в структуру которого введены термостойкие нити, при этом нити взяты в следующем соотношении, мас.%: термостойкие 60-70; термопластичные 30-40.
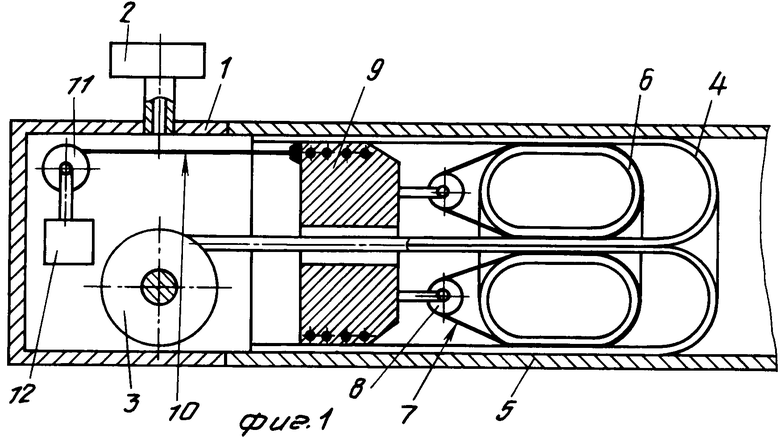
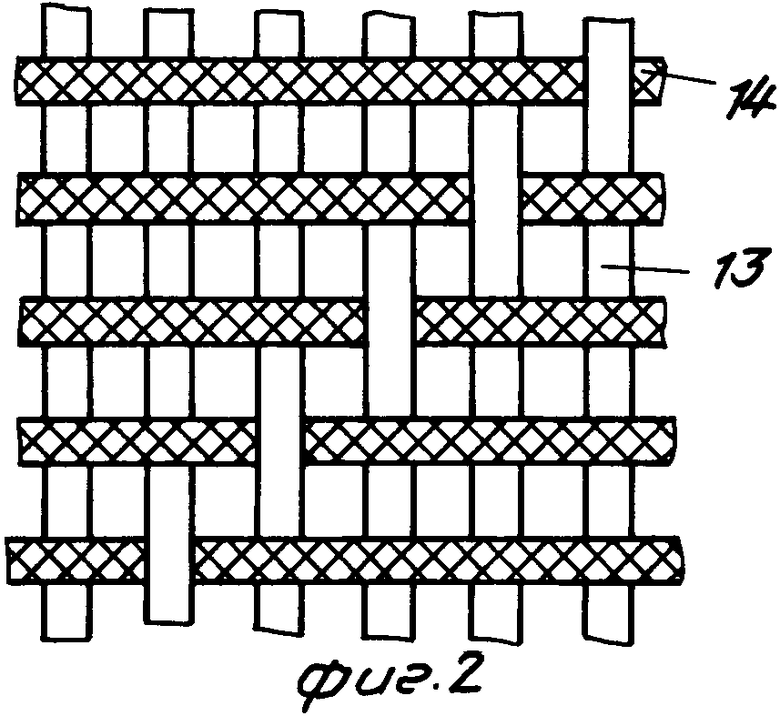
На фиг. 1 изображено устройство для осуществления способа; на фиг.2 - фрагмент структуры рукава.
Устройство состоит из герметичной камеры 1, сообщенной с системой 2 подачи рабочего агента. В камере 1 установлен барабан 3 с рукавом 4, конец которого закреплен в трубопроводе 5. В рукаве 4 установлен эластичный тор 6, заполненный воздухом. Тор 6 охватывает бесконечные ленты 7, которые взаимодействуют с роликами 8, закрепленными на корпусе нагревателя 9, который кабелем 10 через барабан 11 соединен с источником 12 тока.
На фиг. 2 видно, что рукав 4 выполнен из термостойких 13 и термопластичных 14 нитей. Термопластичные нити 14 уложены как на основе, так и по утку. Термостойкие нити 13 расположены в направлении уточных нитей.
Рукав имеет следующий состав, мас.%: термостойкие нити 60-70; термопластичные нити 30-40.
Работает устройство следующим образом.
Системой 2 подают в камеру 1 сжатый воздух под давлением 0,2 МПа, подогретый до температуры 60оС. Включают нагреватель 9. Тор 6 под действием избыточного давления рабочего агента, перекатываясь, перемещается по рукаву 4, подавая последний на покрываемую поверхность трубопровода 5.
Нагреватель 9, перемещаясь следом за тором 6 по рукаву 4, расплавляет термопластичные нити 14, которые образуют вязкую массу, пропитывающую весь рукав. Давление сжатого подогретого воздуха раздувает эту расплавленную массу вплотную к стенкам трубопровода 5 и удерживает ее так до полного охлаждения.
Термопластичная масса, охлаждаясь, сваривается с металлом трубопровода 5, образуя покрытие, армированное термостойкими нитями 13.
П р и м е р. Переплетением термостойких, например фениловых и термопластичных, например капроновых, нитей изготовили рукав диаметром 500 мм. Переплетение - саржа. Соотношение фениловых и капроновых нитей в готовом рукаве, мас.%: 65:35. Плотность рукава по основе составила 4 н/см, по утку - 40 н/см (32 фениловых нити и 8 капроновых нитей). Линейная плотность фениловых нитей Т = 29 текс, капроновых Т = 58 текс. С целью получения однородного материала капроновая мононить постоянно чередуется по утку 4 с фениловыми нитями.
Весовое содержание фениловых нитей найдено экспериментально, исходя из требований, предъявляемых к покрытию. Использование фениловых нитей в ткани менее 60% не обеспечивает физико-химических характеристик покрытия, а увеличение содержания фениловых нитей свыше 70% приводит к неполному привариванию рукава к поверхности трубопровода, и в самом покрытии появляются расслоения. Введение фениловых нитей в структуру утка обеспечивает удерживание достаточного количества расплавленной массы капрона, что гарантирует присоединение рукава по всему периметру. В готовом покрытии фениловые нити повышают его прочность и выносливость к давлению жидкости, транспортируемой по трубопроводу.
Изготовленным и описанным выше рукавом покрывали трубопровод диаметром 500 мм и длиной 1 км. Для этого рукав, намотанный на барабан, установили в герметичной камере, сообщенной с трубопроводом. Свободный конец рукава пропустили через центральные отверстия нагревателя и эластичного тора, вывернули и закрепили по периметру трубопровода (фиг.1). Подавая сжатый воздух, перемещали электронагреватель, тор и рукав, при этом покрываемую поверхность нагревали до 180оС и прижимали к ней рукав, получая покрытие. После нанесения всего рукава выдерживали покрытие в течение 3 ч под давлением 0,2 МПа и охлаждали до температуры 20оС. Полученное покрытие достаточно эффективно для укрепления трубопроводов на долгий срок и хорошо переносит высокие давления транспортируемой по трубопроводу среды.
Сущность изобретения: изготавливают гибкий термопластичный рукав и вводят его в трубопровод путем выворачивания под действием избыточного давления с одновременным прижатием к покрываемой поверхности и синхронным с перемещением выворачивающегося участка разогревом рукава до вязкости, обеспечивающей его соединение с покрываемой поверхностью. Рукав изготавливают путем переплетения термопластичных и термостойких нитей. Термопластичные нити образуют основу ткани и часть утка, в структуру которого введены термостойкие нити. Нити взяты в соотношении, мас.%: термостойкие 60 - 70; термопластичные 30 - 40. 2 ил.
СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДОВ, заключающийся в изготовлении гибкого термопластичного рукава и введении его в трубопровод путем выворачивания под действием избыточного давления с одновременным прижатием к покрываемой поверхности и синхронным с перемещением выворачивающегося участка разогревом рукава до вязкости, обеспечивающей его соединение с покрываемой поверхностью, отличающийся тем, что в качестве гибкого термопластичного рукава используют рукав, изготовленный путем переплетения термопластичных и термостойких нитей, причем термопластичные нити образуют основу ткани и часть утка, в структуру которого введены термостойкие нити, при этом нити взяты в следующем соотношении, мас.%: термостойкие 60 - 70, термопластичные 30 - 40.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ покрытия внутренней поверхности труб и устройство для его осуществления | 1980 |
|
SU1024653A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
