Изобретение относится к области трубопроводного транспорта, в частности к защите внутренней поверхности труб от коррозии путем облицовки ее эластичным рукавом.
Известен способ облицовки внутренней поверхности трубы [1], включающий введение в трубопровод пленочного рукава, конец которого выворачивают и закрепляют на трубопроводе, перемещение его с созданием противодавления перед ним и прижатие его к покрываемой поверхности посредством создания избыточного давления, при этом противодавление создают путем установки в трубопроводе регулятора расхода перекачиваемого продукта.
Известен также способ облицовки внутренней поверхности трубопровода тканью [2] . Способ предусматривает введение в трубопровод рукава, конец которого выворачивают и закрепляют на трубопроводе, перемещение и прижатие рукава к внутренней поверхности трубопровода, при этом две последние операции осуществляют посредством тора-разделителя и созданием вакуума с противоположного рукаву конца трубопровода.
Общим недостатком указанных способов является сложность технологии их осуществления, для чего имеется необходимость решения ряда проблемных задач, в частности выворачивание конца рукава после его введения в трубопровод, обеспечение герметичности в трубопроводе тором-разделителем, исключение опасности разрыва тонких облицовочных пленок из-за неравномерности движения и т.д.
Задачей настоящего изобретения является упрощение технологии и повышение надежности облицовок из прочных материалов.
Поставленная задача решается описываемым способом, включающим введение в полость трубы рукава с клеящим составом, конец которого выворачивают и закрепляют на трубе, прижатие рукава к внутренней поверхности трубы и создание вакуума.
Новым является то, что перед введением в трубу рукав одевают на штангу с поршнем с конической поверхностью, прикрепленным к ее торцу, и после ввода по всей длине вывернутый его конец со стороны поршня закрепляют к наружной стенке конца трубы и герметично закрывают крышкой, образуя герметичную камеру, а прижатие рукава к трубе осуществляют созданием вакуума в полости между трубой, рукавом и разобщителем, установленным между трубой и рукавом, а также создаваемым избыточным давлением в камере после предварительного закрепления другого конца штанги и хвостовика разобщителя неподвижно вне трубы, при этом трубу перемещают в поступательном направлении в сторону вывернутого конца рукава. Другим отличием способа является и то, что трубу в зоне расположения поршня подвергают нагреву током высокой частоты до температуры полимеризации клеящего состава, а в камере поддерживают постоянное избыточное давление до окончания процесса приклеивания.
Кроме того, объект патентования отличается тем, что наружный диаметр рукава выбирают равным внутреннему диаметру облицовываемой трубы, причем штангу для беспрепятственного размещения внутри облицовываемой трубы профилируют в виде однолучевой трубы, при этом рукаву придают аналогичную форму, как и у штанги.
Патентные исследования на новизну существенных признаков предложения проводились по патентному фонду института "ТатНИПИнефть" ретроспективностью в 20 лет. Результаты патентных исследований показали, что объекты, охарактеризованные такой совокупностью существенных признаков, не обнаружены, следовательно, можно предположить, что заявляемый объект обладает новизной и, по нашему мнению, соответствует критерию "изобретательский уровень".
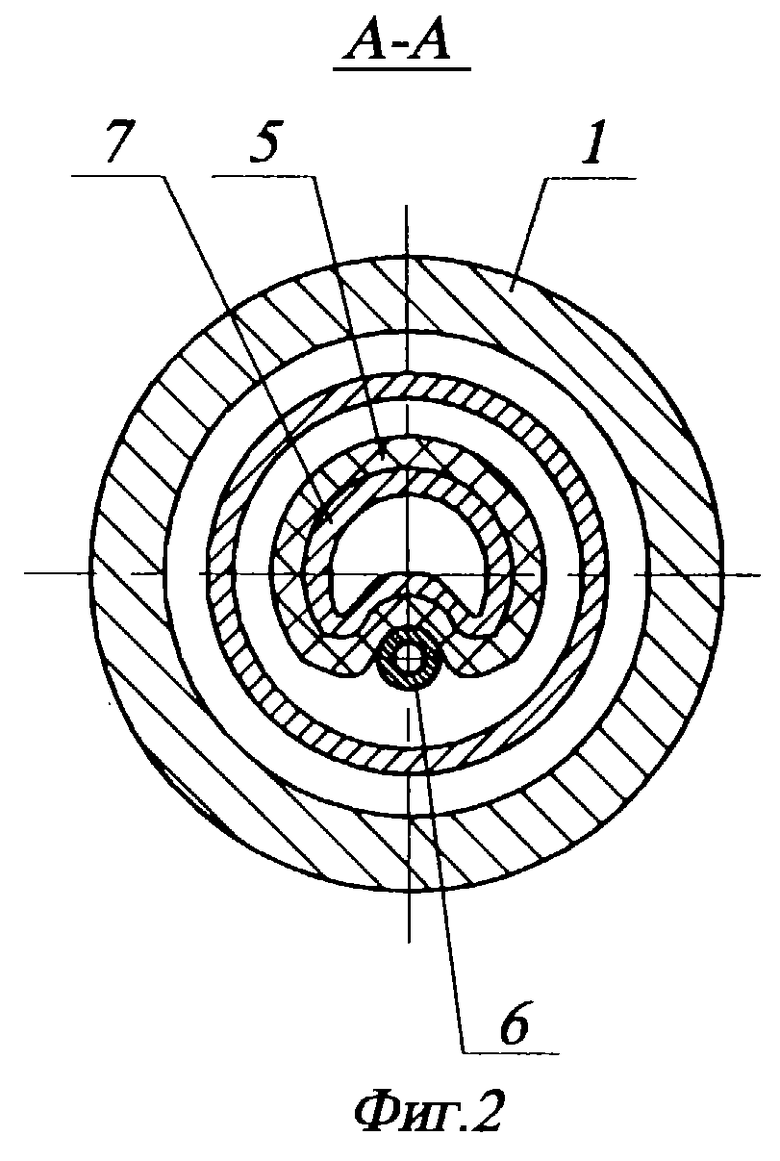
На фиг. 1 изображена облицовываемая труба с введенной в нее штангой с рукавом и разобщителем, процесс осуществления способа в частичном разрезе.
На фиг.2 - сечение по А-А на фиг.1.
Способ осуществляют в следующей последовательности.
Сначала внутренние поверхности трубы 1, подлежащей к облицовке, подвергают очистке от отложений, желательно с использованием термогазопескоструйного устройства [3] , содержащего термогазогенератор, шланги для подачи воздуха и горючего, полую штангу для подачи абразивного материала и сопло для выхода высокотемпературного газа. Затем внутри трубы устанавливают разобщитель 2, в трубчатом корпусе которого выполнено сквозное отверстие 3 для сообщения зазора 4 между трубой и рукавом 5 с вакуум-насосом с помощью штанги 6 (вакуум-насос не изображен). Далее рукав 5 с наружным диаметром, равным внутреннему диаметру облицовываемой трубы, с нанесенным клеящим составом одевают на штангу 7, предварительно профилировав их в виде однолучевой трубы для облегчения (беспрепятственного) прохода через корпус разобщителя, и в собранном виде их вводят в корпус последнего. После этого вывернутый конец рукава закрепляют к наружной стенке конца трубы фиксирующими элементами 8, а поршень 9 - к концу штанги и закрывают крышкой 10 с отверстием 11, образуя тем самым камеру 12, ограниченную стенками крышки, поршнем и рукавом. Другой конец штанги и хвостовой части корпуса разобщителя 2 неподвижно закрепляют вне трубы 1, предварительно пропустив через технологическую втулку 13, закрепленную к концу трубы. Затем шлангу 6 сообщают с вакуум-насосом (вакуум-насос не изображен), подводят нагреватель 14, работающий от тока высокой частоты, в зону расположения поршня, а патрубок крышки 10, сообщенный с камерой 12, соединяют с помощью шланга с насосом для подачи в камеру рабочего агента, например воды, для создания в ней избыточного давления (насос, патрубок и шланги не изображены). Затем запускают в работу вакуум-насос и насос для подачи рабочего агента в камеру, а нагревателю 14 - ток высокой частоты и одновременно трубу начинают перемещать в поступательном направлении в сторону вывернутого конца рукава и до тех пор, пока облицованная труба не окажется за пределами штанги с поршнем. Плотное прилегание рукава к нагретым стенкам трубы достигается за счет создания вакуума между трубой 1, рукавом 5 и разобщителем 2 через отверстие 3. Нагрев током высокой частоты осуществляют до температуры полимеризации клеящего состава. К плотному прилеганию рукава к стенкам трубы также способствует и создание избыточного давления в камере 12, а также благодаря наличию поршня 9, при этом избыточное давление в камере поддерживают постоянно до окончания процесса приклеивания рукава к стенкам облицовываемой трубы 1.
В качестве материала рукава для облицовки трубы можно использовать антикоррозионную ленту [4], содержащую защитный слой из термо- и светостабилизированной полиэтиленовой основы и адгезионного термопластичного слоя. Упомянутый материал экологически чистый, прочный и долговечный. При этом в качестве клеящего состава для рукава можно использовать полимерную композицию клея-расплава [5], предназначенную для нанесения изоляционного полимерного покрытия на металлические трубы. Клей-расплав содержит сополимер этилена с винилацетатом, неорганический наполнитель и парафин. Клей-расплав также экологически чистый, обладает высокими адгезионными свойствами к металлу и рукаву.
Изобретение обеспечивает качественную и надежную облицовку внутренней поверхности трубы рукавом экологически чистым, прочным и значительной толщины.
Источники информации
1. А. с. СССР 1420295, кл. F 16 L 58/02, опубл. в БИ 32, 30.08.88. "Способ покрытия внутренней поверхности трубы".
2. Патент РФ 2145028, кл. F 16 L 58/10, В 29 С 63/34, опубл. в БИ 3, 2000 г. "Способ оклейки внутренней поверхности трубопровода" [прототип].
3. Патент РФ 2161079, кл. 7 В 08 В 9/32, опубл. в БИ 36, 2000 г. "Устройство для очистки внутренней поверхности трубы от отложений".
4. Патент РФ 2101183, кл. 6 В 32 В 27/30, опубл. в БИ 1, 1998 г.
5. Патент РФ 2112004, кл. С 09 J 123/04, опубл. в БИ 15, 1998 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБЛИЦОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ТРУБЫ ПОЛИМЕРНЫМ РУКАВОМ | 2010 |
|
RU2424116C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 2011 |
|
RU2480664C2 |
| Способ облицовки внутренней поверхности труб полимерными рукавными оболочками | 1981 |
|
SU1097504A1 |
| СПОСОБ ОКЛЕЙКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА ТКАНЬЮ | 1997 |
|
RU2145028C1 |
| ОТВЕРЖДАЕМАЯ ПО МЕСТУ ВНУТРЕННЯЯ ОБЛИЦОВКА С ВЫПОЛНЕННЫМ ЗА ОДНО ЦЕЛОЕ С НЕЙ НЕПРОНИЦАЕМЫМ ВНУТРЕННИМ СЛОЕМ И СПОСОБ НЕПРЕРЫВНОГО ЕЕ ПРОИЗВОДСТВА | 2004 |
|
RU2343334C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 2010 |
|
RU2437024C1 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ | 2019 |
|
RU2717271C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2198341C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 2004 |
|
RU2278315C2 |
| Способ нанесения покрытия на внутреннюю поверхность трубопровода | 2015 |
|
RU2644916C2 |
Изобретение относится к строительству и используется при сооружении и эксплуатации трубопроводов для противокоррозионной защиты внутренних поверхностей труб. Во внутреннюю поверхность трубы вводят рукав с клеящим составом. Конец рукава выворачивают и закрепляют на трубе, прижимают рукав к внутренней поверхности трубы. Предварительно рукав надевают на штангу с поршнем конической формы. Вывернутый конец рукава со стороны поршня закрепляют на наружной стенке у конца трубы и рукав закрывают крышкой, образуя герметичную камеру. Прижатие рукава к трубе осуществляют созданием вакуума в полости между трубой, рукавом и устанавливаемым между трубой и рукавом разобщителем. Создают избыточное давление в камере после предварительного закрепления другого конца штанги и хвостовика разобщителя неподвижно вне трубы, которую перемещают в поступательном направлении в сторону вывернутого конца рукава. Повышает надежность коррозионной защиты трубопроводов. 5 з.п. ф-лы, 2 ил.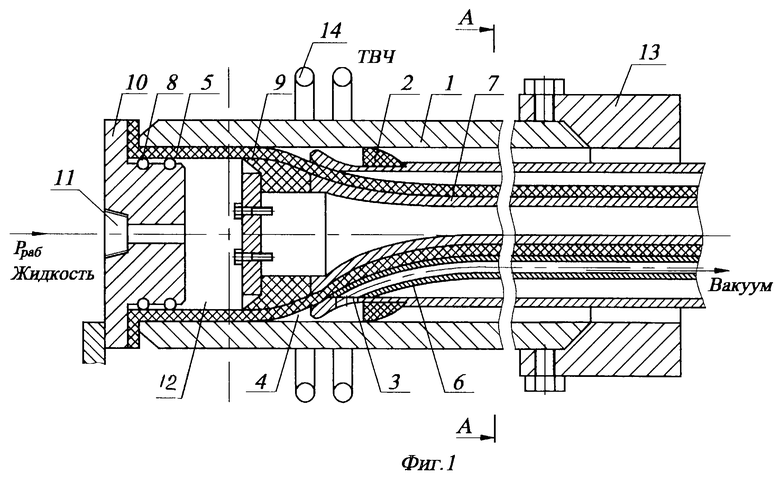
| СПОСОБ ОКЛЕЙКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА ТКАНЬЮ | 1997 |
|
RU2145028C1 |
| Способ покрытия внутренней поверхности трубопровода | 1982 |
|
SU1420295A1 |
| АППАРАТ ДЛЯ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННЫХ ПРОДУКТОВ | 1983 |
|
RU2060810C1 |
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВАННЫХ МЕТАЛЛИЧЕСКИХТРУБ | 0 |
|
SU177832A1 |

