Изобретение относится к области машиностроения и может быть испольэовано для защиты внутренней поверх , ности трубопроводов, в частности кокмуникаций торгово-технологическо го оборудования. Известен спрсоб покрытия внутренней поверхности труб путем введе ния в них эластичной трубы с созданием внутри давления и отводом и межтрубного пространства. Устройство для реализации способа включает в себя вакуумный механизм и источник сжатого воздуха ll . Недостатком этого способа являет ся низкое качество покрытия труб, обусловленное возможностью наличия воздушных эон в межтрубном простран стве, а также низкая технологичность , обусловленная сложностью про цесса удаления воздуха. Наиболее близким по технической сущности к предлагаемому является способ защиты внутренней поверхност труб, включающий введение в трубу заготовки из термопласта, имеющей форму трубы, прижатие загото.вки к поверхности трубы посредством созда ния избыточного давления в полости и удаления воздуха из межтрубного пространства постепенным иагревом трубы и устройство, содержащее коль цевую печь и источник сжатого возуха 2. Недостатками известного способа и устройства являются пониженная те нологичйость, низкое качество покры тйя, узкие технологические возможности. прелью изобретения является расширение технологических возможностей и повышение качества покрытия труб. Поставленная цель достигается таи что согласно способу покрытия внутренней поверхности труб, включающему введение в трубу заготовки, прижатие заготовки к поверхности трубы посред ством создания избыточного давления и нагрев трубы при постепенном перемещении зоны нагрева, перед введение в трубу заготовки, конец последней выворачивают наизнанку, отгибают и по периметру закрепляют на торце тру бы, а избыточное давление создают в полости, образованной между наружными отогнутыми поверхностями заготовки. Заготовку вводят в трубу под натяжением. Нагрев трубы осуществляют одновременно с введением в нее заготовки, а зону нагрева трубы перемещают со скоростью,, равной скорости введения заготовки в трубу. в устройство, содержащее кольцевую печь с механизмом перемещения и источник сжатого воздуха,введены камера, соединенная с источником сжатого воздуха, и барабан для намотки заготовки. На фиг. 1 схематично показано устройство для осуществления предлагаемого, способа; на фиг. 2 - сечение А-А на фиг. 1. Устройство для защиты внутренней поверхности трубы 1 содержит камеру 2, в которой размещен барабан 3 с намотанной иа него заготовкой 4 из эластичного свободно выворачивающегося материала. Барабан снабжен тормозным устройством выполненным, например, в виде фрикционной муфты 5, размещенной на его оси. В устройство введены синхронизатор, например, в виде датчика уг.ла поворота б, подвиж ная часть которого (ротор) связана с осью барабана, пульт 7 управления и кольцевая печь 8 с механизмом ее перемещения 9. Конец заготовки 4 натягивают на наружную поверхность трубы 1, выворачивают наизнанку и соединяют по периметру с фланцем камеры 2,в результате чего образуется герметичная полость, в которую подают сжатый воздух под давлением Р. Заготовка 4, выворачиваясь наизнанку, начинает под натяжением сматываться с барабана 3 и поступает в полость трубы 1 (изделия), принимая ее форму, плотно облегая ее внутреннюю стенку. После входа заготовки 4 в полойть трубы 1, , начинают нагрев последней с помощью кольцевой печи 8. Перемещение печи 8 осуществляют с помощью механизма 9 перемещения. Управление механизмом Перемещения осуществляется через пульт 7. Скорость перемещения кольцевой печи выбирают из условия равенства скорости поступления заготовки 4 в трубу 1 (синхронизация скоростей осуществляется с помощью датчика 6 угла поворота через пульт 7 управления. При поступлении заготовки 4 в трубу 1 происходит выдавливание воздуха между заготовкой и защищаемой поверхностью, а также адгезия внут7 ренней поверхности заготовки не внутреннюю поверхность трубы. Вытесненный воздух свободно выходит через противоположный конец трубы. После выхода заготовки 4 из свободного конца трубы 1 заканчивают подачу воздуха и после достижения кольцевой печью 8 .свободного конца трубы 1 заготовку 4 обрезают. Предлагаемый способ и устройство позволяют повысить технологичность, улучшить качество покрытия, расширить технологические возможности.
Л
fffl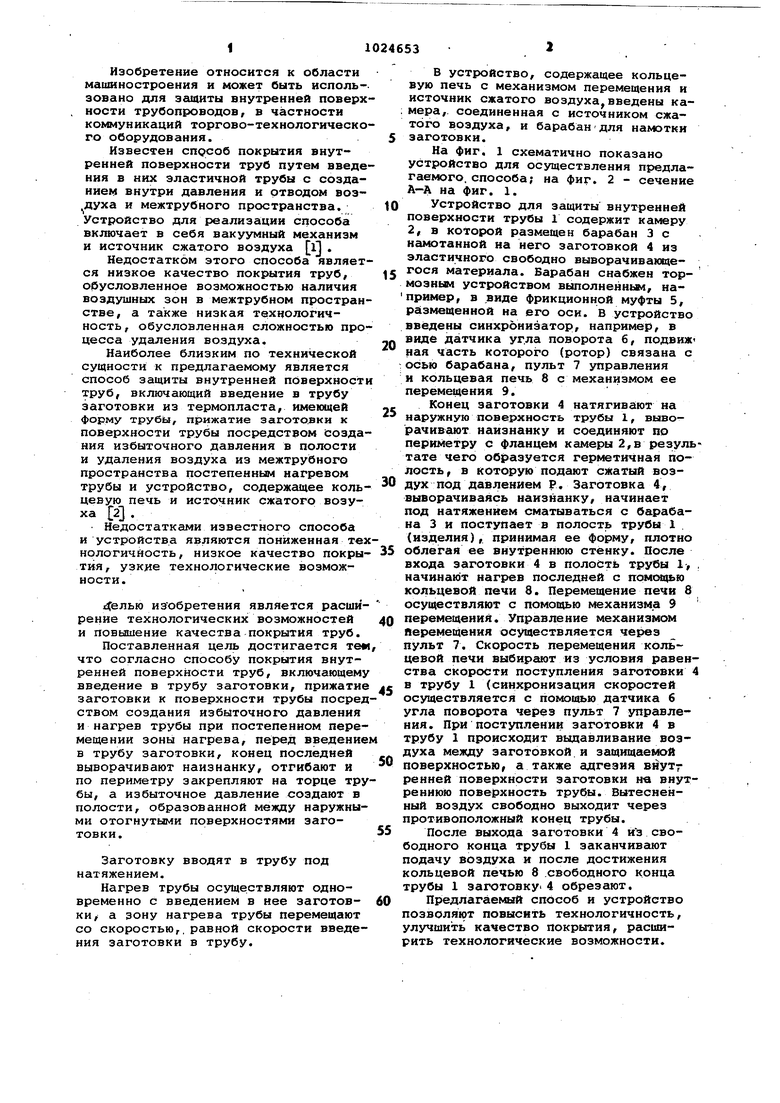
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения защитного покрытия на внутреннюю поверхность трубопровода | 1984 |
|
SU1404750A1 |
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДОВ, УСТРОЙСТВО ДЛЯ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДОВ, УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ТРУБОПРОВОДОВ И СПОСОБ НАНЕСЕНИЯ КЛЕЯЩЕГО ВЕЩЕСТВА НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ЗАГОТОВКИ В ФОРМЕ РУКАВА | 2010 |
|
RU2425275C1 |
| Способ защиты внутренней поверхности труб | 1977 |
|
SU678253A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2198341C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2212578C2 |
| СПОСОБ ОБЛИЦОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ТРУБЫ ПОЛИМЕРНЫМ РУКАВОМ | 2010 |
|
RU2424116C1 |
| Способ защиты внутренней поверхности металлических труб | 1985 |
|
SU1350442A1 |
| Способ самопрокладки гибкого трубопровода | 1990 |
|
SU1788283A1 |
| СПОСОБ БЕСТРАНШЕЙНОЙ ПРОКЛАДКИ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2730767C1 |
| СПОСОБ ОКЛЕЙКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА ТКАНЬЮ | 1997 |
|
RU2145028C1 |

1. Способ покрытия внутренней поверхности труб, включающий введение в труйу заготовки, прижатие ее к пояерхйости трубы посредством создания избыточного давления и нагрев трубы при постепенном перемещении зоны нагрева, отличающийс.я тем, что, с целью расширения технологических воз1«ожвостей и повьидения каI ij «-.-«.-..«VAK..-. чества покрытия труб, перед введением в трубу заготовки, конец последней выворачивают наизнанку, отгибают и .. по периметру закрепляют на- торце трубы, а избыточное давление создают в полости, образованной между на- . ружньми отогнутыми поверхностями заготовки. 2.Способ по п. 1, отличающий с я тем, что заготовку вводят в трубу под натяжением. 3.Способ по п. 1, о т л и ч а ющ и и с я тем, что нагрев трубы осуществляют одновременно с введением в нее заготовки. 4.Способ по пп. 1-3, отлича- р ю щ и и с я тем, что зону нагрева $ трубы перемещают со.скоростью/ равной скорости введения заготовки в трубу, . 5. Устройство для покрытия внутренней поверхности труб, содержащее кольцевую печь с механизмом перемещения и источник сжатого воздуха, отличающееся тем, что оно снабжено камерой, соединенной с источником сжатого воздуха, и бараба- , ном для намотки заготовки.
СЭ тфиг.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ облицовки внутренней поверхности металлических труб | 1958 |
|
SU136986A1 |
| кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для кондиционирования воздуха в животноводческих помещениях | 1973 |
|
SU676253A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
