Изобретение относится к неразрушающему контролю изделий магнитопорошковым методом и может быть использовано при выявлении дефектов непосредственно на изделиях с ограниченным доступом к контролируемому участку.
Известен способ магнитопорошкового контроля, заключающийся в том, что на участке изделия, размещенного между полюсами источника переменного поля, создают постоянное магнитное поле, а по pезультатам воздействия его на деталь определяют наличие дефектов, например контроль стальных деталей с применением передвижного магнитного дефектоскопа. Недостатки этого способа - слабая эффективность и чувствительность контроля из-за влияния размагничивающего фактора поверхности контролируемого участка.
Наиболее близким по технической сущности к предлагаемому является способ заключающийся в том, что на участке изделия располагают источник переменного тока в виде электромагнита, создают в детали магнитный поток, а по результатам воздействия и с помощью магнитного индикатора определяют наличие дефектов, например, контроль с помощью электромагнитов, выпускаемых фирмами "Tiede", "Helling" и др.
Недостаток этого способа - снижение эффективности контроля из-за действия размагничивающего фактора поверхности контролируемого участка вследствие наличия зазоров между деталью и полюсами и наличия рассеянных потоков электромагнита. Жесткость конструкции магнитной системы снижает эффективность намагничивания участков в трудно доступных местах или не позволяет их проверить.
Изобретение заключается в том, что на участок с ограниченным доступом воздействуют двумя раздельными источниками магнитного поля, каждый источник поля замкнут на смежный близлежащий участок П-образным магнитопроводом для исключения влияния размагничивающего фактора на процесс намагничивания. Возбуждают в участке детали между двумя источниками поля, расположенными на заданном расстоянии, индуцированный магнитный поток, созданный вихревыми токами. По результатам воздействия этого потока и индикации с помощью магнитного порошка определяют наличие дефектов.
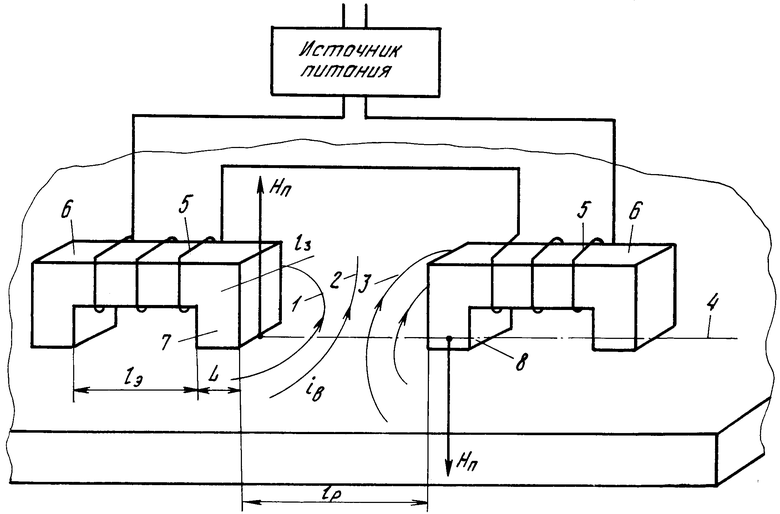
На чертеже показана схема, поясняющая сущность предлагаемого способа. Нп - вектор напряженности возбуждающего поля; lэ - расстояние между полюсами электромагнита; L - длина полюса; l3 - ширина полюса; lp- длина контролируемого (рабочего) участка - расстояние между полюсами электромагнитов; 1, 2 и 3 - пути протекания вихревых токов; 4 - продольная ось электромагнитов; 5 - обмотки электромагнитов; 6 - магнитопроводы; 7 и 8 - проверяемые детали.
Способ осуществляется следующим образом.
Располагают два источника поля в виде электромагнитов с П-образными магнитопроводами на участке изделия продольными осями вдоль одной линии, первыми полюсами вблизи друг друга, на определенном расстоянии lр, воздействуют на этом контролируемом участке с помощью поля намагничивания напряженностью Нп = 300--800 А/см под краем полюса, возбуждают индуцированное магнитное поле в детали, наносят на участок между источниками поля магнитный индикатор, например магнитную суспензию. По распределению частиц порошка определяют наличие дефектов, а затем оба источника перемещают на другой участок и проводят контроль на качество. Длину рабочего, контролируемого участка lp, (lp - расстояние между полюсами электромагнита) определяют по формуле: lp≅ H (0.007-0.008), см, S - сечение магнитопровода полюсного наконечника, см2.
(0.007-0.008), см, S - сечение магнитопровода полюсного наконечника, см2.
Для увеличения длины контролируемого участка при заданной его ширине l3 следует либо увеличивать Нп за счет увеличения ампервитков обмотки или выбора магнитопровода с большим значением индукции или за счет увеличения длины полюсного наконечника, т.е. за счет увеличения S. Увеличение контролируемого участка может быть достигнуто за счет увеличения количества источников переменного тока (поля), находящихся на расстоянии lp= H (0.007-0.008), см, а расположение их друг относительно друга может изменяться в зависимости от формы и размеров контролируемого изделия. В этом случае количество взаимодействующих источников поля (например П-образных электромагнитов) должно быть четным, т.е. должно быть равно 2n (n - количество пар электромагнитов). Полюса рядом расположенных электромагнитов в данный момент времени должны иметь противоположную полярность.
(0.007-0.008), см, а расположение их друг относительно друга может изменяться в зависимости от формы и размеров контролируемого изделия. В этом случае количество взаимодействующих источников поля (например П-образных электромагнитов) должно быть четным, т.е. должно быть равно 2n (n - количество пар электромагнитов). Полюса рядом расположенных электромагнитов в данный момент времени должны иметь противоположную полярность.
Физическая сущность предлагаемого способа состоит в следующем.
При воздействии на изделие полем напряженностью Нп согласно закону электромагнитной индукции в детали возбуждаются вихревые токи ib, протекающие по замкнутым контурам 1, 2 и 3. Наибольшее значение тока ibбудет непосредственно у полюса, с увеличением расстояния от полюса сила индуцированного тока уменьшается. Расстояние R, на котором сила тока уменьшается в е раз, пропорционально максимальному значению Нп(максимальное значение Нп) имеет место у края полюса), площади S полюсного наконечника (полюса), скорости изменения магнитного потока  , электpопро- водности, магнитной проницаемости.
, электpопро- водности, магнитной проницаемости.  - определяется частотой переменного поля, которая является постоянной величиной при контроле (эффективное ее значение). Электропроводность и среднее значение магнитной проницаемости примем как постоянное величины. l3 - ширина полюсного наконечника (полюса) выбирается, исходя из требуемой ширины зоны контроля. Экспериментально определено отношение длины и ширины полюса (полюсного наконечника), которое равно l3 = (1-1,5)L. Поэтому целесообразно ввести только один переменный параметр L, а при сечении полюса (в общем случае), отличного от прямоугольного, введем вместо L параметр
- определяется частотой переменного поля, которая является постоянной величиной при контроле (эффективное ее значение). Электропроводность и среднее значение магнитной проницаемости примем как постоянное величины. l3 - ширина полюсного наконечника (полюса) выбирается, исходя из требуемой ширины зоны контроля. Экспериментально определено отношение длины и ширины полюса (полюсного наконечника), которое равно l3 = (1-1,5)L. Поэтому целесообразно ввести только один переменный параметр L, а при сечении полюса (в общем случае), отличного от прямоугольного, введем вместо L параметр  . Погрешности, связанные с такой заменой учтем экспериментальным коэффициентом, который равен Кс = 0,007-0,008.
. Погрешности, связанные с такой заменой учтем экспериментальным коэффициентом, который равен Кс = 0,007-0,008.
Формула имеет вид:lp= H · Kc,где Нп[A/см];
· Kc,где Нп[A/см];  [см]. Формула определена для условий: Нп = 300-800 А/cм, l3 = (1-1,5)L; Кс = (0,007-0,008).
[см]. Формула определена для условий: Нп = 300-800 А/cм, l3 = (1-1,5)L; Кс = (0,007-0,008).
Магнитные поля индуцированных токов от обоих электромагнитов образуют результирующее намагничивающее поле. Применение предложенного способа позволит контролировать трудно доступные участки непосредственно в конструкции, которые другими устройствами проверить трудно или невозможно. Устройство для реализации этого способа значительно меньше по массе и габаритным размерам, поэтому удобно для контроля крупногабаритных деталей по участкам.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ | 1992 |
|
RU2020465C1 |
| Устройство спирального намагничивания для магнитопорошкового контроля | 1989 |
|
SU1728777A1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2656112C1 |
| ТЕСТ-ОБРАЗЕЦ ДЛЯ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ | 1994 |
|
RU2092831C1 |
| Намагничивающее устройство | 1989 |
|
SU1793358A1 |
| Устройство для магнитопорошковой дефектоскопии | 1985 |
|
SU1293622A1 |
| Намагничивающе-размагничивающий блок к магнитопорошковому дефектоскопу | 1990 |
|
SU1777066A1 |
| ПРИСТАВНОЙ ЭЛЕКТРОМАГНИТ К КОЭРЦИТИМЕТРУ | 2013 |
|
RU2535632C1 |
| НАМАГНИЧИВАЮЩЕЕ УСТРОЙСТВО ДЕФЕКТОСКОПА | 1991 |
|
RU2016403C1 |
| Приставное устройство коэрцитиметра | 1984 |
|
SU1205089A1 |
Изобретение относится к неразрушающему контролю изделий магнитопорошковым методом. Сущность изобретения: чувствительность и эффективность контроля участков с ограниченными подходами повышаются за счет того, что на участке контроля создают в металле индуцированный магнитный поток с помощью двух П-образных электромагнитов, наносят магнитный порошок и по его распределению определяют наличие дефектов. 1 з.п. ф-лы, 1 ил.
lp ≅ H (0,007-0,008), см,
(0,007-0,008), см,
где S - сечение полюсного наконечника источника магнитного поля, см2;
0,007 - 0,008 - экспериментальный коэффициент.
| Helling, Zerstorungsfreie Werkstoffpriifung, Wechselstrom - Jochmagnetisirungerat, Tupeuh 5/220 volt, 1990. |
