Предлагаемый способ и устройство относятся к неразрушающим методам контроля и могут быть использованы для дефектоскопии сварных соединений труб и листовых изделий из ферромагнитных материалов в нефтеперерабатывающей, добывающей промышленности и трубопроводном транспорте.
Известен способ вихретокового контроля качества сварных швов тонкостенных металлических изделий, включающий операции наведения вихревых токов с одной стороны стенки свариваемого изделия, а измерения - с другой, вихревые токи наводят в двух разных соседних зонах и измеряют их также в этих двух зонах, после чего результаты измерения сравнивают между собой. При этом центры зон находятся в плоскости, перпендикулярной направлению перемещения вихретокового преобразователя вдоль контролируемого шва.
Для осуществления этого способа предлагается вихретоковый преобразователь, содержащий две индукторные и две измерительные катушки. При этом индукторные катушки включены последовательно согласно, а измерительные последовательно встречно, оси всех катушек размещены в одной плоскости, перпендикулярной сварному шву и направлению перемещения преобразователя в процессе контроля [патент Российской Федерации N 2161796, МПК G01N 27/90 «Способ контроля качества сварных швов тонкостенных металлических изделий и устройство для его осуществления»].
Наиболее близким по технической сущности является способ контроля сварного шва, включающий операции намагничивания участка сварного шва и околошовной зоны в направлении, перпендикулярном оси шва с помощью П-образного электромагнита, запитываемого от источника постоянного или переменного напряжения, регистрация магнитных полей рассеяния дефектов и выявления по полученным данным дефектных зон сварного шва. При использовании постоянных магнитных полей этот способ реализуется с применением намагничивающего устройства - П-образного электромагнита постоянного тока (2-полюсная магнитная система), устройства регистрации магнитных полей рассеяния дефектов с записью на магнитную ленту, накладываемую на шов, обнаружения полей дефектов с помощью магниточувствительных элементов - феррозондов, полупроводниковых преобразователей магнитного поля, датчиков Холла или магнитодиодов [Алешин Н.П. Физические методы неразрушающего контроля сварных соединений. - М.: Машиностроение, 2006, стр. 306-311].
При использовании переменных магнитных полей способ реализуется с применением П-образного электромагнита переменного тока, устройства регистрации переменных полей рассеяния дефектов с использованием одной или нескольких индукционных катушек, размещенных в межполюсном пространстве магнитной системы над сварным швом. [Неразрушающие методы и средства контроля и их применение в промышленности. Материалы 1-ой Белорусской республиканской научно-технической конференции. Минск, Изд-во «Наука и техника», 1973, стр. 204].
Недостатком известных способов и устройств являются трудности обнаружения определенного вида дефектов, например, трещин, ориентированных перпендикулярно оси шва, значительное влияние структуры и геометрии валика усиления шва на достоверность контроля, жесткая схема режима контроля, ограничивающая объем полезной информации о параметрах сварного шва в различных его зонах.
Техническим результатом предлагаемого изобретения является повышение достоверности контроля за счет комплексирования электромагнитных преобразователей, увеличения объема дефектоскопической информации о параметрах сварного соединения, электромагнитного зондирования шва в различных направлениях относительно его оси.
Технический результат достигается тем, что: возбуждение переменных магнитных потоков в сварном шве и околошовной зоне производят в различных областях сварного шва с помощью четырехполюсного электромагнитного преобразователя - комплексирование первичных электромагнитных преобразователей, измерение величин шести сигналов электромагнитного преобразователя, пропорциональных величинам магнитных потоков, зондирующих сварной шов в различных зонах в двух последовательно создаваемых режимах контроля, причем в первом режиме основной магнитный поток, сцепленный с токовой обмоткой электромагнитного преобразователя, направлен перпендикулярно оси сварного шва, а во втором режиме основной магнитный поток, сцепленный с токовой обмоткой электромагнитного преобразователя, направлен параллельно оси сварного шва, а переход от первого режима контроля ко второму режиму производят поворотом электромагнитного преобразователя вокруг своей оси в горизонтальной плоскости на 90° так, что сварной шов остается в зоне контроля преобразователя; при этом в каждом режиме контроля формируется по два выходных сигнала; один их них пропорционален разности магнитных потоков, пересекающих сварной шов в перпендикулярном направлении к оси шва и разнесенных вдоль оси на заданное расстояние, а другой пропорционален разности магнитных потоков, пересекающих сварной шов под заданными углами наклона к его оси - в первом режиме контроля, а во втором режиме контроля один из сигналов определяется разностью магнитных потоков, проходящих в околошовной зоне, параллельно оси шва по обе стороны от шва, а другой сигнал определяется разностью магнитных потоков, пересекающих околошовную зону и сам сварной шов под заданными углами к оси сварного шва; при этом токовая обмотка электромагнитного преобразователя, формирующая основной переменный магнитный поток, запитывается от источника тока; комплексирование первичных электромагнитных преобразователей производят с помощью 4-х полюсов магнитной системы электромагнитного преобразователя, создающих переменные магнитные потоки в сварном шве, аналогичные зондирующим магнитным потокам 4-х независимых преобразователей с П-образными магнитопроводами в каждом режиме контроля; электромагнитное зондирование сварного шва производят в различных направлениях относительно оси шва: поперечном, продольном и наклонном в каждом положении электромагнитного преобразователя на оси сварного шва; устройство для осуществления способа электромагнитного контроля сварных соединений, содержащее 2-полюсный магнитопровод, обмотку возбуждения и измерительные обмотки, генератор переменного напряжения и измерительное устройство снабжено 4-полюсным магнитопроводом с одной обмоткой возбуждения, расположенной в средней части магнитопровода и 3-мя измерительными обмотками, расположенными на 3-х полюсах 4-полюсной магнитной системы электромагнитного преобразователя, при этом обмотка возбуждения подключена к генератору переменного напряжения через добавочное сопротивление R0, причем  , где Zнц - полное электрическое сопротивление намагничивающей цепи электромагнитного преобразователя; при этом три измерительные обмотки включены последовательно, причем 1-ая и 3-я обмотки, размещенные на диагонально расположенных полюсах электромагнитного преобразователя, включены встречно, 3-я и 2-ая измерительные обмотки также включены встречно, а два выходных сигнала преобразователя подают на два входа измерительного устройства, причем на 1-ый вход измерительного устройства подают разностный сигнал с измерительных обмоток 1 и 3, а на 2-ой вход измерительного устройства подают разностный сигнал с измерительных обмоток 3 и 2.
, где Zнц - полное электрическое сопротивление намагничивающей цепи электромагнитного преобразователя; при этом три измерительные обмотки включены последовательно, причем 1-ая и 3-я обмотки, размещенные на диагонально расположенных полюсах электромагнитного преобразователя, включены встречно, 3-я и 2-ая измерительные обмотки также включены встречно, а два выходных сигнала преобразователя подают на два входа измерительного устройства, причем на 1-ый вход измерительного устройства подают разностный сигнал с измерительных обмоток 1 и 3, а на 2-ой вход измерительного устройства подают разностный сигнал с измерительных обмоток 3 и 2.
В 1-м режиме (фиг. 1) основной магнитный поток  , сцепленный с токовой обмоткой электромагнитного преобразователя, направлен перпендикулярно оси сварного шва, а во 2-м режиме (фиг. 2) основной магнитный поток, сцепленный с токовой обмоткой электромагнитного преобразователя, направлен параллельно оси сварного шва, а переход от 1-ого режима контроля ко 2-му режиму производится поворотом электромагнитного преобразователя вокруг своей оси в горизонтальной плоскости на 90° так, что сварной шов остается в зоне контроля преобразователя.
, сцепленный с токовой обмоткой электромагнитного преобразователя, направлен перпендикулярно оси сварного шва, а во 2-м режиме (фиг. 2) основной магнитный поток, сцепленный с токовой обмоткой электромагнитного преобразователя, направлен параллельно оси сварного шва, а переход от 1-ого режима контроля ко 2-му режиму производится поворотом электромагнитного преобразователя вокруг своей оси в горизонтальной плоскости на 90° так, что сварной шов остается в зоне контроля преобразователя.
Комплексное напряжение  , индуцируемое переменным магнитным потоком с комплексной амплитудой
, индуцируемое переменным магнитным потоком с комплексной амплитудой  определяется известным выражением:
определяется известным выражением:
 ,
,
где Wn - число витков измерительной обмотки; f - частота магнитного потока;  - мнимая единица.
- мнимая единица.
Тогда в 1-м режиме контроля (фиг. 1) на измерительных обмотках 1, 2 и 3 будут индуцированы напряжения, пропорциональные следующим магнитным потокам (фиг. 1б):
Во 2-м режиме контроля (фиг. 2) на тех же измерительных обмотках 1, 2 и 3 будут индуцированы напряжения, пропорциональные следующим магнитным потокам (фиг. 2б):
Числа витков измерительных обмоток равны W1=W2=W3=Wn.
При этом в каждом режиме контроля формируется по две выходных сигнала электромагнитного преобразователя.
В 1-ом режиме, когда основной магнитный поток  перпендикулярен оси шва (фиг. 1):
перпендикулярен оси шва (фиг. 1):


Выходной сигнал  пропорционален разности магнитных потоков
пропорционален разности магнитных потоков  и
и  , пересекающих сварной шов в перпендикулярном направлении к оси шва и разнесенных вдоль оси на расстояние L2, а выходной сигнал
, пересекающих сварной шов в перпендикулярном направлении к оси шва и разнесенных вдоль оси на расстояние L2, а выходной сигнал  пропорционален разности магнитных потоков
пропорционален разности магнитных потоков  и
и  , пересекающих сварной шов под углами наклона к его оси, равными:
, пересекающих сварной шов под углами наклона к его оси, равными:  и
и  соответственно, где L1 и L2 - расстояние между полюсами 2-3 и 2-1 соответственно (фиг. 1б).
соответственно, где L1 и L2 - расстояние между полюсами 2-3 и 2-1 соответственно (фиг. 1б).
Эффект комплексирования первичных электромагнитных преобразователей реализуется здесь следующим образом. Сигнал типа может быть сформирован с помощью двух преобразователей с П-образными магнитопроводами, содержащими по одной токовой и одной измерительной обмотке с последовательно согласно включенными токовыми обмотками и дифференциально включенными измерительными обмотками. Причем эти преобразователи должны располагаться на сварном шве на расстоянии L2 вдоль оси шва с полюсами 1-4 и 2-3 соответственно (фиг. 1б); L1 - расстояние между полюсами.
Сигнал типа  может быть сформирован также с помощью двух преобразователей с П-образными магнитопроводами, содержащими по одной токовой и одной измерительной обмотке с последовательно согласно включенными токовыми и дифференциально включенными измерительными обмотками. Эти преобразователи должны располагаться под наклоном к оси шва с полюсами 1-3 и 2-4 соответственно (фиг. 1б);
может быть сформирован также с помощью двух преобразователей с П-образными магнитопроводами, содержащими по одной токовой и одной измерительной обмотке с последовательно согласно включенными токовыми и дифференциально включенными измерительными обмотками. Эти преобразователи должны располагаться под наклоном к оси шва с полюсами 1-3 и 2-4 соответственно (фиг. 1б);  - расстояние между полюсами.
- расстояние между полюсами.
Таким образом, 4-полюсный электромагнитный преобразователь с 3-мя измерительными обмотками, расположенными на 3-х полюсах 4-полюсной магнитной системы и одной токовой обмоткой, размещенной в средней части магнитной системы, по количеству получаемой дефектоскопической информации эквивалентен четырем электромагнитным преобразователям с П-образными магнитопроводами в первом режиме контроля.
Во втором режиме контроля, когда основной магнитный поток  параллелен оси шва (фиг. 2), выходные сигналы электромагнитного преобразователя формируются следующим образом:
параллелен оси шва (фиг. 2), выходные сигналы электромагнитного преобразователя формируются следующим образом:


Выходной сигнал  пропорционален разности магнитных потоков
пропорционален разности магнитных потоков  и
и  , проходящих в околошовных зонах параллельно оси сварного шва по обе стороны от шва, а выходной сигнал
, проходящих в околошовных зонах параллельно оси сварного шва по обе стороны от шва, а выходной сигнал  пропорционален разности магнитных потоков
пропорционален разности магнитных потоков  и
и  , пересекающих сварной шов под углами наклона к его оси, равными
, пересекающих сварной шов под углами наклона к его оси, равными  и
и  соответственно.
соответственно.
Эффект комплексирования первичных электромагнитных преобразователей реализуется здесь следующим образом.
Сигнал типа  может быть сформирован с помощью двух преобразователей с П-образными магнитопроводами, содержащими по одной токовой и одной измерительной обмотке с последовательно согласно включенными токовыми и дифференциально включенными измерительными обмотками. Причем эти преобразователи должны располагаться по обе стороны сварного шва на расстоянии L2 в направлении, перпендикулярном оси шва с полюсами 1-4 и 2-3 соответственно (фиг. 2б); L1 - расстояние между полюсами.
может быть сформирован с помощью двух преобразователей с П-образными магнитопроводами, содержащими по одной токовой и одной измерительной обмотке с последовательно согласно включенными токовыми и дифференциально включенными измерительными обмотками. Причем эти преобразователи должны располагаться по обе стороны сварного шва на расстоянии L2 в направлении, перпендикулярном оси шва с полюсами 1-4 и 2-3 соответственно (фиг. 2б); L1 - расстояние между полюсами.
Сигнал типа  может быть сформирован также с помощью 2-х преобразователей с П-образными магнитопроводами, содержащими по одной токовой и одной измерительной обмотке, с последовательно согласно включенными токовыми и дифференциально включенными измерительными обмотками. Эти преобразователи должны располагаться под наклоном к оси шва с полюсами 1-3 и 2-4 соответственно (фиг. 2б);
может быть сформирован также с помощью 2-х преобразователей с П-образными магнитопроводами, содержащими по одной токовой и одной измерительной обмотке, с последовательно согласно включенными токовыми и дифференциально включенными измерительными обмотками. Эти преобразователи должны располагаться под наклоном к оси шва с полюсами 1-3 и 2-4 соответственно (фиг. 2б);  - расстояние между полюсами. То есть во 2-ом режиме контроля 4-полюсный электромагнитный преобразователь с 3-мя измерительными обмотками, расположенными на 3-х полюсах 4-полюсной магнитной системы, и одной токовой обмоткой, размещенной в средней части магнитной системы, по количеству получаемой дефектроскопической информации эквивалентен четырем электромагнитным преобразователям с П-образными магнитопроводами. Причем этот набор электромагнитного преобразователя с П-образными магнитопроводами тот же, что и в 1-ом режиме контроля.
- расстояние между полюсами. То есть во 2-ом режиме контроля 4-полюсный электромагнитный преобразователь с 3-мя измерительными обмотками, расположенными на 3-х полюсах 4-полюсной магнитной системы, и одной токовой обмоткой, размещенной в средней части магнитной системы, по количеству получаемой дефектроскопической информации эквивалентен четырем электромагнитным преобразователям с П-образными магнитопроводами. Причем этот набор электромагнитного преобразователя с П-образными магнитопроводами тот же, что и в 1-ом режиме контроля.
При этом токовая обмотка электромагнитного преобразователя, формирующая основной переменный магнитный поток  , запитывается от источника тока.
, запитывается от источника тока.
Эффективность работы трансформаторных электромагнитных преобразователей как с 2-, так и с 4-полюсными магнитопроводами зависит от режима питания токовой обмотки. Поскольку 4-полюсный трансформаторный электромагнитный преобразователь эквивалентен набору из 4-х преобразователей с П-образными магнитопроводами, то влияние режима питания поясним на электромагнитном преобразователе с П-образным магнитопроводом с одной токовой и одной измерительной обмоткой.
Выходное напряжение такого электромагнитного преобразователя - напряжение на измерительной обмотке  определим по известной формуле, пользуясь теорией магнитных цепей [Поливанов К.М. Ферромагнетики. - М.: Госэнергоиздат, 1957]:
определим по известной формуле, пользуясь теорией магнитных цепей [Поливанов К.М. Ферромагнетики. - М.: Госэнергоиздат, 1957]:

где  - комплексное действующее значение рабочего магнитного потока, f -частота питающего напряжения; Wи и W - числа витков измерительной и токовой обмоток; I - комплексный ток обмотки возбуждения; Zm - эквивалентное комплексное магнитное сопротивление цепи, включающее магнитные сопротивления: магнитопровода преобразователя, контролируемого участка сварного шва и воздушного зазора между электромагнитным преобразователем и сварным швом.
- комплексное действующее значение рабочего магнитного потока, f -частота питающего напряжения; Wи и W - числа витков измерительной и токовой обмоток; I - комплексный ток обмотки возбуждения; Zm - эквивалентное комплексное магнитное сопротивление цепи, включающее магнитные сопротивления: магнитопровода преобразователя, контролируемого участка сварного шва и воздушного зазора между электромагнитным преобразователем и сварным швом.
Обмотка возбуждения электромагнитного преобразователя запитывается от стабилизированного генератора переменного напряжения -  через добавочное сопротивление R0 для обеспечения работы генератора в режиме источника тока.
через добавочное сопротивление R0 для обеспечения работы генератора в режиме источника тока.
Ток обмотки возбуждения определим с учетом всех составляющих электрического сопротивления этой обмотки Zэ: сопротивления проводов обмотки, добавочного резистора R0 и величины сопротивления, обусловленного магнитным потоком в системе «электромагнитный преобразователь - сварной шов». Пренебрегая первой составляющей сопротивления Zэ по сравнению со 2-ой и 3-ей и определяя 3-ю составляющую электрического сопротивления через комплексное магнитное сопротивление ZМ [Поливанов], найдем ток обмотки возбуждения:

при этом полагаем, что измерительная обмотка работает в режиме, близком к режиму холостого хода, то есть входное сопротивление измерительного устройства достаточно велико и не влияет на магнитное сопротивление системы «электромагнитный преобразователь - сварной шов».
С учетом соотношений (1) и (2) выходное напряжение электромагнитного преобразователя запишем в виде:

Из формулы (3) следует, что при R0→0, то есть в случае, когда токовая обмотка электромагнитного преобразователя запитывается от стабилизированного источника напряжения напрямую:

при этом выходной сигнал электромагнитного преобразователя не несет информации об объекте контроля, а формула (4) определяет известную связь напряжений первичной и вторичной обмоток ненагруженного трансформатора.
В случае, когда  , выражение (3) примет вид:
, выражение (3) примет вид:

При этом выходной сигнал электромагнитного преобразователя определяется магнитным сопротивлением сварного шва, то есть несет информацию о параметрах сварного шва. Генератор в этом случае работает в режиме источника тока. Условие, накладываемое на добавочное сопротивление R0, запишем в виде:

где Zн.ц. - полное электрическое сопротивление намагничивающей цепи электромагнитного преобразователя.
Для осуществления способа электромагнитного контроля сварных соединений предлагается устройство, содержащее 4-полюсный магнитопровод с одной обмоткой возбуждения, расположенной в средней части магнитопровода и 3-мя измерительными обмотками, расположенными на 3-х полюсах четырехполюсной магнитной системы электромагнитного преобразователя. При этом обмотка возбуждения подключена к генератору переменного напряжения через добавочное сопротивление R0, причем  , где Zнц - полное электрическое сопротивление намагничивающей цепи электромагнитного преобразователя. Три измерительные обмотки преобразователя включены последовательно, причем 1-ая и 3-я обмотки, размещенные на диагонально расположенных полюсах электромагнитного преобразователя, включены встречно, третья и вторая измерительные обмотки также включены встречно.
, где Zнц - полное электрическое сопротивление намагничивающей цепи электромагнитного преобразователя. Три измерительные обмотки преобразователя включены последовательно, причем 1-ая и 3-я обмотки, размещенные на диагонально расположенных полюсах электромагнитного преобразователя, включены встречно, третья и вторая измерительные обмотки также включены встречно.
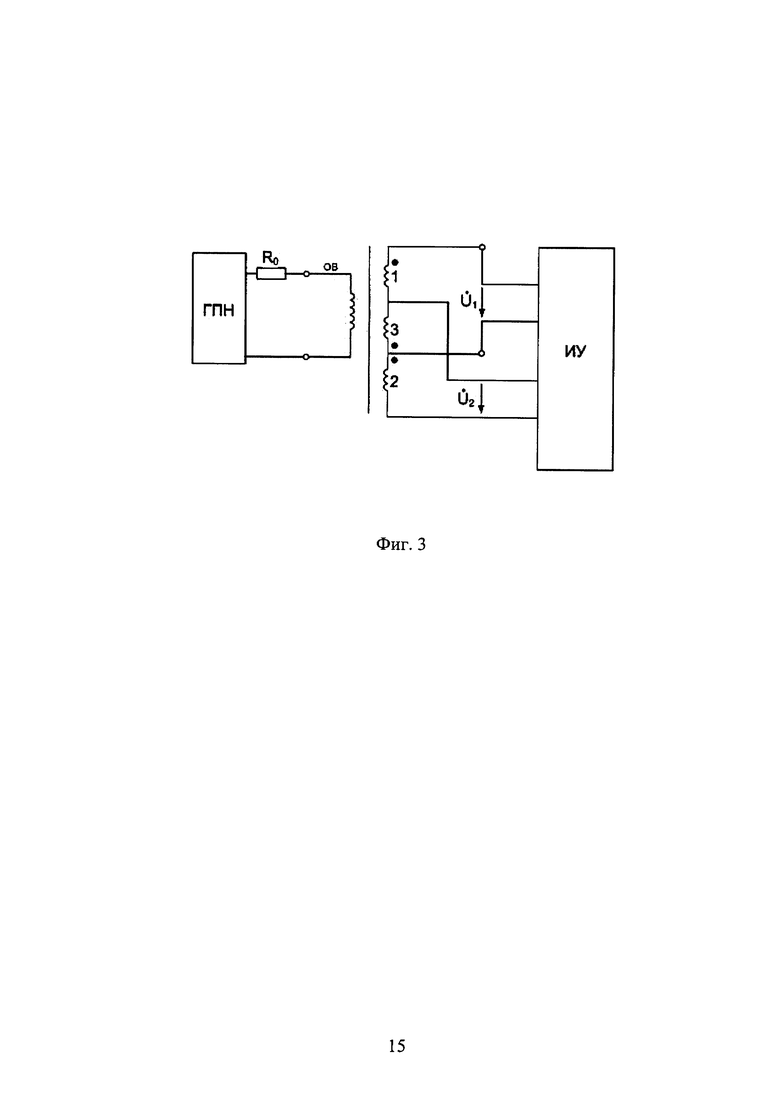
Два выходных сигнала электромагнитного преобразователя подаются на два входа измерительного устройства. На первый вход измерительного устройства подается разностный сигнал с измерительных обмоток 1 и 3, а на второй вход измерительного устройства подается разностный сигнал с измерительных обмоток 3 и 2.
Рассмотрим содержание предлагаемого способа. Он содержит следующие операции.
1. Возбуждение переменных магнитных потоков в сварном шве и околошовной зоне с помощью четырехполюсного электромагнитного преобразователя - комплексирование первичных электромагнитных преобразователей.
2. Создание 2-х режимов контроля сварных соединений, причем в 1-ом режиме основной магнитный поток, сцепленный с токовой обмоткой электромагнитного преобразователя, направлен перпендикулярно оси сварного шва, а во 2-ом режиме основной магнитный поток, сцепленный с токовой обмоткой электромагнитного преобразователя, направлен параллельно оси сварного шва, переход от 1-ого режима контроля ко 2-ому режиму производится поворотом электромагнитного преобразователя вокруг своей оси в горизонтальной плоскости на 90° так, что сварной шов остается в зоне контроля преобразователя.
3. Измерение шести величин шести сигналов электромагнитного преобразователя, пропорциональных величинам магнитных потоков, зондирующих сварной шов в различных зонах в 2-х последовательно создаваемых режимах контроля.
4. Формирование двух выходных сигналов электромагнитного преобразователя в 1-ом режиме контроля сварного соединения, причем один из них пропорционален разности магнитных потоков, пересекающих сварной шов в перпендикулярном направлении к оси шва и разнесенных вдоль оси на заданное расстояние, а другой пропорционален разности магнитных потоков, пересекающих сварной шов под заданными углами наклона к его оси.
5. Формирование двух выходных сигналов электромагнитного преобразователя во 2-ом режиме контроля сварного соединения, причем один из сигналов пропорционален разности магнитных потоков, проходящих в околошовной зоне, параллельно оси шва по обе стороны от шва, а другой сигнал пропорционален разности магнитных потоков, пересекающих околошовную зону и сам сварной шов под заданными углами к оси сварного шва.
6. Запитывание токовой обмотки электромагнитного преобразователя, формирующей переменные магнитные потоки в сварном шве от источника тока.
7. Комплексирование первичных электромагнитных преобразователей производится с помощью 4-х полюсов магнитной системы электромагнитного преобразователя, аналогичные зондирующим магнитным потокам 4-х независимых трансформаторных преобразователей с П-образными магнитопроводами в каждом режиме контроля.
8. Электромагнитное зондирование сварного шва производится в различных направлениях относительно оси шва: поперечном, продольном и наклонном в каждом положении электромагнитного преобразователя на оси сварного шва.
Конструктивная схема четырехполюсного электромагнитного преобразователя для осуществления предлагаемого способа, его расположение относительно сварного шва в 1-м режиме контроля (а) и распределение магнитных потоков в зоне контроля (б) приведены на фиг. 1.
Здесь обозначено: 1-4 - полюсы электромагнитного преобразователя, 5 -магнитопровод, 6 и 7 - токовая и измерительные обмотки; 8 - основной металл, 9 - сварной шов.
Токовая обмотка 6 расположена в средней части четырехполюсного магнитопровода электромагнитного преобразователя, а на трех полюсах 1, 2 и 3 расположены измерительные обмотки.  - основной магнитный поток, сцепленный с витками токовой обмотки, направлен перпендикулярно оси сварного шва.
- основной магнитный поток, сцепленный с витками токовой обмотки, направлен перпендикулярно оси сварного шва.
На фиг. 1б приведено распределение переменных магнитных потоков в ОК - сварном шве. Потоки  и
и  пересекают сварной шов под заданными углами к его оси. Разделение магнитных потоков происходит в полюсах 1 и 2.
пересекают сварной шов под заданными углами к его оси. Разделение магнитных потоков происходит в полюсах 1 и 2.
На фиг. 2 приведена схема расположения того же четырехполюсного электромагнитного преобразователя относительно сварного шва во 2-м режиме контроля (а) и распределение магнитных полей в зоне контроля (б). Здесь магнитные потоки  и
и  направлены параллельно оси сварного шва, а потоки
направлены параллельно оси сварного шва, а потоки  и
и  - под заданным углом к оси шва.
- под заданным углом к оси шва.
Функциональная схема устройства для осуществления предлагаемого способа приведена на фиг. 3. Здесь обмотка возбуждения четырехполюсного электромагнитного преобразователя подключена к генератору переменного напряжения через добавочное сопротивление R0, причем  , где Zнц - полное электрическое сопротивление намагничивающей цепи электромагнитного преобразователя. Резистор R0 обеспечивает работу генератора, питающего обмотку возбуждения преобразователя, в режиме источника тока. На 3-х полюсах четырехполюсной магнитной системы электромагнитного преобразователя расположены измерительные обмотки 1, 2 и 3. Измерительные обмотки соединены последовательно, причем 1-ая и 3-я обмотки, размещенные на диагонально расположенных полюсах электромагнитного преобразователя (фиг. 1 и 2), включены встречно, 3-я и 2-ая измерительные обмотки также включены последовательно встречно. Два выходных сигнала электромагнитного преобразователя подаются на два входа измерительного устройства, причем на 1-ый вход измерительного устройства подается разностный сигнал с измерительных обмоток 1 и 3, а на 2-й вход измерительного устройства подается разностный сигнал с измерительных обмоток 3 и 2.
, где Zнц - полное электрическое сопротивление намагничивающей цепи электромагнитного преобразователя. Резистор R0 обеспечивает работу генератора, питающего обмотку возбуждения преобразователя, в режиме источника тока. На 3-х полюсах четырехполюсной магнитной системы электромагнитного преобразователя расположены измерительные обмотки 1, 2 и 3. Измерительные обмотки соединены последовательно, причем 1-ая и 3-я обмотки, размещенные на диагонально расположенных полюсах электромагнитного преобразователя (фиг. 1 и 2), включены встречно, 3-я и 2-ая измерительные обмотки также включены последовательно встречно. Два выходных сигнала электромагнитного преобразователя подаются на два входа измерительного устройства, причем на 1-ый вход измерительного устройства подается разностный сигнал с измерительных обмоток 1 и 3, а на 2-й вход измерительного устройства подается разностный сигнал с измерительных обмоток 3 и 2.
Предлагаемый способ и устройство имеют следующие преимущества:
1. Позволяет увеличить объем дефектоскопической информации о параметрах сварного шва за счет комплексирования первичных электромагнитных преобразователей.
2. Реализует электромагнитное зондирование и сварного шва и околошовной зоны в различных направлениях относительно оси шва, что значительно повышает информативность неразрушающего контроля и надежность выявления наиболее опасных дефектов: продольных, поперечных и наклонных трещин, непровара, цепочек пор.
3. Реализует дифференциальный способ электромагнитного контроля за счет сравнения измерительных сигналов, сформированных на различных участках сварного шва и околошовной зоны при любом положении электромагнитного преобразователя на оси сварного шва. Это повышает чувствительность контроля и эффективность выявления наиболее опасных дефектов.
Использованные источники:
1. Патент Российской Федерации N 2161795, кл. G01N 27/90, 2001. Способ контроля качества сварных швов тонкостенных металлических изделий и устройство для его осуществления.
2. Алешин Н.П. Физические методы неразрушающего контроля сварных соединений. - М: Машиностроение, 2006, с. 306-311.
3. Неразрушающие методы и средства контроля и их применение в промышленности. Материалы 10-ой Белорусской научно-технической конференции. - Минск, Изд-во «Наука и техника», 1973, с. 204.
4. Поливанов К.М. Ферромагнетики. - М.: Госэнергоиздат, 1957.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МАГНИТНОГО КОНТРОЛЯ ДЕФЕКТОВ ДЛИННОМЕРНЫХ ФЕРРОМАГНИТНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2032898C1 |
| Устройство выявления микромагнитных частиц в материале сварного шва сталей аустенитного класса | 2024 |
|
RU2829469C1 |
| Устройство для электродуговой сварки | 1985 |
|
SU1839129A1 |
| Устройство для контроля плосконапряженного состояния в изделиях из ферромагнитных материалов | 1991 |
|
SU1797031A1 |
| СПОСОБ И УСТРОЙСТВО АКУСТИЧЕСКОЙ ДИАГНОСТИКИ СВАРНЫХ ШВОВ ТРУБОПРОВОДОВ | 2007 |
|
RU2325637C1 |
| КОМПЛЕКС ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ И ОПТИЧЕСКОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО КОМПЛЕКСА | 2012 |
|
RU2515957C1 |
| Устройство для определения положения сварного шва | 1988 |
|
SU1590153A1 |
| Намагничивающее устройство для неразрушающего контроля | 1985 |
|
SU1315887A1 |
| СПОСОБ МАГНИТНОГО КОНТРОЛЯ СВАРНЫХ ШВОВ | 1991 |
|
RU2029298C1 |
| Электромагнитный преобразователь для неразрушающего контроля изделий | 1982 |
|
SU1163250A1 |
Группа изобретений относится к неразрушающим методам контроля и может быть использована для дефектоскопии сварных соединений труб и листовых изделий из ферромагнитных материалов. Сущность изобретений заключается в том, что возбуждение переменных магнитных потоков в сварном шве и околошовной зоне производят в различных областях сварного шва с помощью четырехполюсного электромагнитного преобразователя - комплексирование первичных электромагнитных преобразователей, измерение величин шести сигналов электромагнитного преобразователя, пропорциональных величинам магнитных потоков, зондирующих сварной шов в различных зонах в двух последовательно создаваемых режимах контроля, причем в первом режиме основной магнитный поток, сцепленный с токовой обмоткой электромагнитного преобразователя, направлен перпендикулярно оси сварного шва, а во втором режиме основной магнитный поток, сцепленный с токовой обмоткой электромагнитного преобразователя, направлен параллельно оси сварного шва. Технический результат – повышение достоверности контроля сварных соединений ферромагнитных изделий. 2 н. и 2 з.п. ф-лы, 3 ил.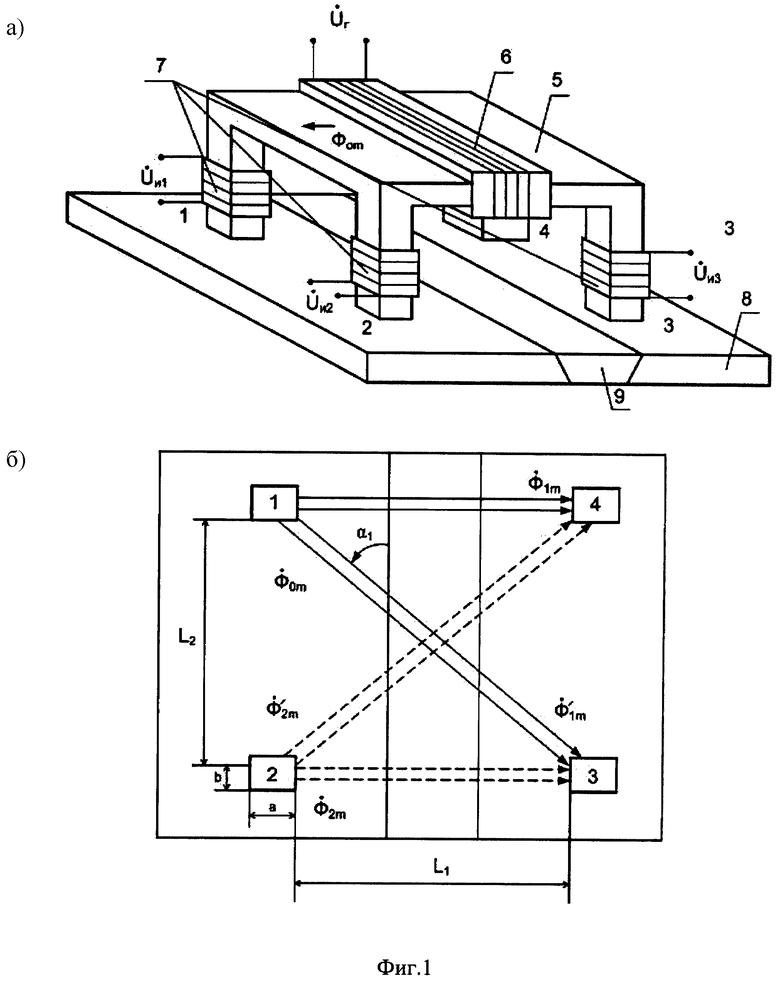
1. Способ электромагнитного контроля сварных соединений ферромагнитных изделий, включающий операции возбуждения переменных или постоянных магнитных потоков в сварном шве с помощью двухполюсного электромагнитного преобразователя, измерения сигналов реакции сварного соединения ферромагнитных элементов, отличающийся тем, что возбуждение переменных магнитных потоков в сварном шве и околошовной зоне производят в различных областях сварного шва с помощью четырехполюсного электромагнитного преобразователя - комплексирование первичных электромагнитных преобразователей, измерение величин шести сигналов электромагнитного преобразователя, пропорциональных величинам магнитных потоков, зондирующих сварной шов в различных зонах в двух последовательно создаваемых режимах контроля, причем в первом режиме основной магнитный поток, сцепленный с токовой обмоткой электромагнитного преобразователя, направлен перпендикулярно оси сварного шва, а во втором режиме основной магнитный поток, сцепленный с токовой обмоткой электромагнитного преобразователя, направлен параллельно оси сварного шва, а переход от первого режима контроля ко второму режиму производят поворотом электромагнитного преобразователя вокруг своей оси в горизонтальной плоскости на 90° так, что сварной шов остается в зоне контроля преобразователя; при этом в каждом режиме контроля формируется по два выходных сигнала; один их них пропорционален разности магнитных потоков, пересекающих сварной шов в перпендикулярном направлении к оси шва и разнесенных вдоль оси на заданное расстояние, а другой пропорционален разности магнитных потоков, пересекающих сварной шов под заданными углами наклона к его оси - в первом режиме контроля, а во втором режиме контроля один из сигналов определяется разностью магнитных потоков, проходящих в околошовной зоне, параллельно оси шва по обе стороны от шва, а другой сигнал определяется разностью магнитных потоков, пересекающих околошовную зону и сам сварной шов под заданными углами к оси сварного шва; при этом токовая обмотка электромагнитного преобразователя, формирующая основной переменный магнитный поток, запитывается от источника тока.
2. Способ по п. 1, отличающийся тем, что комплексирование первичных электромагнитных преобразователей производят с помощью 4-х полюсов магнитной системы электромагнитного преобразователя, создающих переменные магнитные потоки в сварном шве, аналогичные зондирующим магнитным потокам 4-х независимых преобразователей с П-образными магнитопроводами в каждом режиме контроля.
3. Способ по п. 1 или 2, отличающийся тем, что электромагнитное зондирование сварного шва производят в различных направлениях относительно оси шва: поперечном, продольном и наклонном в каждом положении электромагнитного преобразователя на оси сварного шва.
4. Устройство для осуществления способа электромагнитного контроля сварных соединений, содержащее 2-полюсный магнитопровод, обмотку возбуждения и измерительные обмотки, генератор переменного напряжения и измерительное устройство, отличающееся тем, что оно снабжено 4-полюсным магнитопроводом с одной обмоткой возбуждения, расположенной в средней части магнитопровода, и тремя измерительными обмотками, расположенными на 3-х полюсах 4-полюсной магнитной системы электромагнитного преобразователя, при этом обмотка возбуждения подключена к генератору переменного напряжения через добавочное сопротивление R0, причем R0>>Zнц, где Zнц - полное электрическое сопротивление намагничивающей цепи электромагнитного преобразователя; при этом три измерительные обмотки включены последовательно, причем 1-я и 3-я обмотки, размещенные на диагонально расположенных полюсах электромагнитного преобразователя, включены встречно, 3-я и 2-я измерительные обмотки также включены встречно, а два выходных сигнала преобразователя подают на два входа измерительного устройства, причем на 1-й вход измерительного устройства подают разностный сигнал с измерительных обмоток 1 и 3, а на 2-й вход измерительного устройства подают разностный сигнал с измерительных обмоток 3 и 2.
| Алешин Н.П | |||
| Физические методы неразрушающего контроля сварных соединений | |||
| - М.: Машиностроение, 2006, стр | |||
| Телефонно-осведомительный аппарат | 1921 |
|
SU306A1 |
| Накладной вихретоковый преобразователь | 1982 |
|
SU1065764A1 |
| Вихретоковый преобразователь | 1990 |
|
SU1767409A1 |
| JP 2014025704 A, 06.02.2014 | |||
| US 4481824 A1, 13.11.1984. | |||

