Изобретение относится к сварке в твердой фазе и пайке и предназначено для уменьшения остаточных напряжений при сварке материалов, значительно отличающихся по температурным коэффициентам линейного расширения (ТКЛР), например пьезоэлектриков и магнитострикционных материалов с металлами.
Известен способ получения сварного соединения преимущественно металлов с пьезоэлектрическими и магнитострикционными материалами, включающий сварку и принудительное деформирование деталей [1].
Недостатком известного способа в случае сварки хрупких материалов является возможность их разрушения под воздействием механических нагрузок.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту, выбранным в качестве прототипа [2], является способ получения сварного соединения, при котором принудительное деформирование после сварки осуществляют путем воздействия на пьезоэлектрик или магнитостриктор постоянным электрическим или магнитным полем с направлением его вектора, перпендикулярным плоскости сварки при соединении пьезоэлектриков с металлом и перпендикулярным или параллельным плоскости сварки при соединении металла с магнитостриктором.
После прекращения воздействия поля деформация материала сохраняется, за счет чего уменьшаются остаточные напряжения в зоне соединения.
Недостатком этого способа является то, что постоянное электрическое и магнитное поле практически не способствуют прохождению релаксационных процессов в зоне соединения пьезоэлектриков и магнитострикторов с металлами. Релаксация же напряжений является одним из основных условий, влияющих на получение качественных сварных соединений особенно разнородных материалов.
Цель изобретения - уменьшение остаточных напряжений за счет обеспечения релаксационных процессов в зоне соединения и в пьезоэлектрических и магнитострикционных материалах.
Цель достигается тем, что согласно способу получения сварного соединения преимущественно металлов с пьезоэлектрическими и магнитострикционными материалами, включающему сварку и принудительное деформирование деталей, принудительное деформирование осуществляют после сварки путем воздействия на пьезоэлектрик или магнитостриктор импульсным электрическим или магнитным полем постоянной полярности с частотой импульсов, равной частоте собственных механических колебаний пьезоэлектрика или магнитостриктора, причем направление вектора поля перпендикулярно плоскости сварки при соединении пьезоэлектриков с металлом и перпендикулярно или параллельно плоскости сварки при соединении металла с магнитострикторами.
Заявляемое техническое решение отличается от прототипа тем, что для принудительного деформирования деталей используют импульсное электрическое или магнитное поле постоянной полярности, причем частота импульсов поля равна частоте собственных механических колебаний пьезоэлектрика или магнитостриктора. Кроме деформирования импульсное электрическое или магнитное поле создает условия для релаксации внутренних напряжений в зоне соединения и в пьезоэлектрике и магнитострикторе.
Эти отличия позволяют сделать вывод о соответствии заявляемого технического решения критерию "новизна". Признаки, отличающие заявляемое техническое решение от прототипа, не выявлены в других технических решениях при изучении данной и смежной областей техники и, следовательно, обеспечивают заявляемому решению соответствие критерию "существенные отличия".
П р и м е р. Пьезокерамику системы цирконат-титанат свинца (ЦТС) 35 х 5 х 3 сваривали с алюминиевым сплавом АМг6 35 х 5 х 3 диффузионной сваркой.
Сварку образцов производили на известных режимах в следующем порядке: нагрев до температуры сварки, изотермическая выдержка 35-40 мин и охлаждение со скоростью 1-4 град/мин. В процессе охлаждения при температуре, превышающей точку Кюри, на образцы воздействуют, в одном случае, постоянным электрическим полем (согласно способу, описанному в прототипе), в другом, импульсным полем постоянной полярности с частотой импульсов, равной частоте собственных механических колебаний пьезоэлектрика. Напряженность поля 1 - 1,5 МВ/м.
Меньшая величина стрелы прогиба образцов (на 10...15%), полученных по предлагаемому техническому решению, позволяет сделать вывод, что остаточные напряжения в этих образцах меньше, чем в образцах, полученных по способу, предложенному в прототипе.
Снижение напряжений обеспечивается за счет релаксационных процессов, происходящих под воздействием импульсного электрического поля.
Способ поясняется фиг. 1-3.
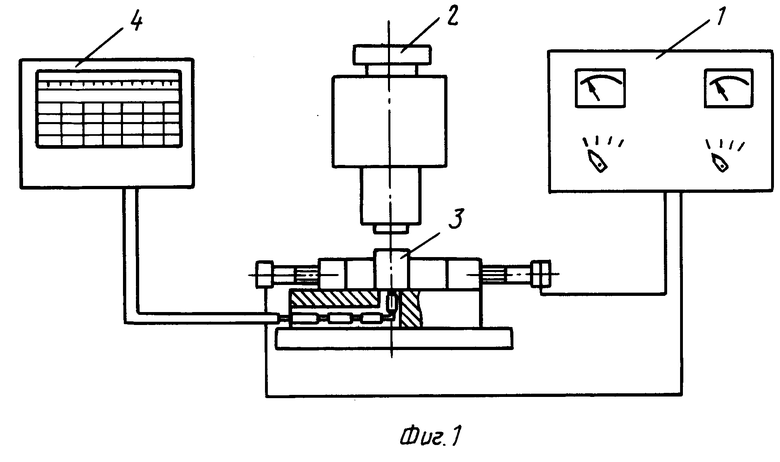
Исследование релаксации внутренних напряжений под воздействием электрического поля проводили на установке (фиг. 1), состоящей из источника высокого напряжения 1, микроскопа МБИ-15 2, с помощью которого ведут наблюдение за микроструктурой образца 3, и потенциометра 4 с термопарой. Образцы 3 из пьезокерамики ЦТС-19 и алюминиевого сплава АМг6, имеющие форму брусков, сваривают по способу прототипу, затем готовят микрошлиф зоны соединения и проводят травление, обеспечивающее выявление межзеренных границ. После этого измеряют стрелу прогиба и помещают образцы в специальное приспособление, которое располагают на предметном столике микроскопа. К исследуемому образцу подключают источник высокого напряжения для создания электрического поля. Температуру образцов измеряют хромель-алюмелевой термопарой (ХА) и регистрируют потенциометром КСП-4. С помощью данной установки проводят непосредственное наблюдение за микроструктурой зоны соединения и ее перестройкой в момент приложения и снятия электрического поля; в процессе увеличения и уменьшения напряженности поля; изменения частоты и формы импульсов напряжения. Источник высокого напряжения имеет на выходе постоянное напряжение и импульсное с формой импульсов  ,
,  и с частотой 16...1024 кГц.
и с частотой 16...1024 кГц.
Участок зоны соединения, до приложения электрического поля, фотографируют на фотопленку или фотопластинку. После воздействия электрическим полем (постоянным, импульсным, с различной частотой и амплитудой) через определенные промежутки времени производят фотографирование того же участка.
Сравнивая фотографии до воздействия на детали электрического поля и после воздействия, отмечают перестройку микроструктуры (изменение геометрических размеров зерен в переходной зоне - зоне сварки). Наибольший эффект достигается при воздействии импульсного поля (с прямоугольной формой импульса) и частотой, равной частоте собственных механических колебаний пьезоэлемента (например, для пьезокерамики толщиной 3 мм f≈ 700 кГц).
Уменьшение стрелы прогиба образцов, на которые воздействовали импульсным электрическим полем, на 10...15% в сравнении с образцами, подвергавшимися воздействию постоянного электрического поля той же напряженности, свидетельствует о снижении внутренних напряжений в сварном соединении. Испытания этих образцов на термоциклирование показали, что первые образцы выдержали 25. ..28 термоциклов в интервале температур -196...+100оС, вторые - 20...22 термоцикла.
Кратковременность импульса напряжения снижает опасность электрического пробоя.
Явления, происходящие в пьезоэлектрике под воздействием импульсного электрического поля, очевидно, будут иметь место и при воздействии импульсным магнитным полем на магнитостриктор, что также будет приводить к снижению уровня остаточных напряжений в зоне соединения и повышению качества сварки.
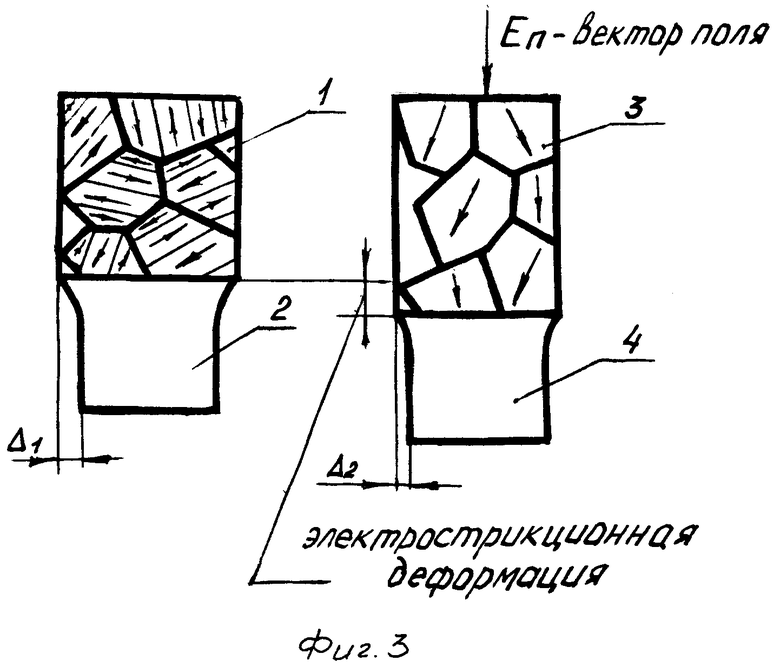
В результате воздействия полей происходит переориентация зерен и уменьшение размера зерна в направлении, перпендикулярном вектору поля (эффект электрострикции), а это приводит к изменению размеров деталей в плоскости сварки, т. е. происходит частичная или полная компенсация разности Δ, обусловленная разностью ТКЛР свариваемых материалов. Поэтому чем большую величину электрострикционной деформации удается обеспечить, тем больше компенсируется разность ТКЛР свариваемых материалов и тем меньше внутренние напряжения в соединении, а следовательно, и выше качество сварки.
На фиг. 2 представлена схема, поясняющая процесс переориентации зерен под воздействием электрического поля и, как следствие, снятие внутренних напряжений в зоне сварки, где 1, 2, - пьезокерамика и металл соответственно после охлаждения до нормальной температуры без приложения электрического поля; 3, 4 - они же после охлаждения, но под воздействием импульсного электрического поля постоянной полярности; Δ1 и Δ2 - деформации пьезокерамики и металла после охлаждения до нормальной температуры соответственно без приложения электрического поля и с приложением. Отсюда следует, чем меньше Δ, тем меньше остаточные напряжения в зоне сварки.
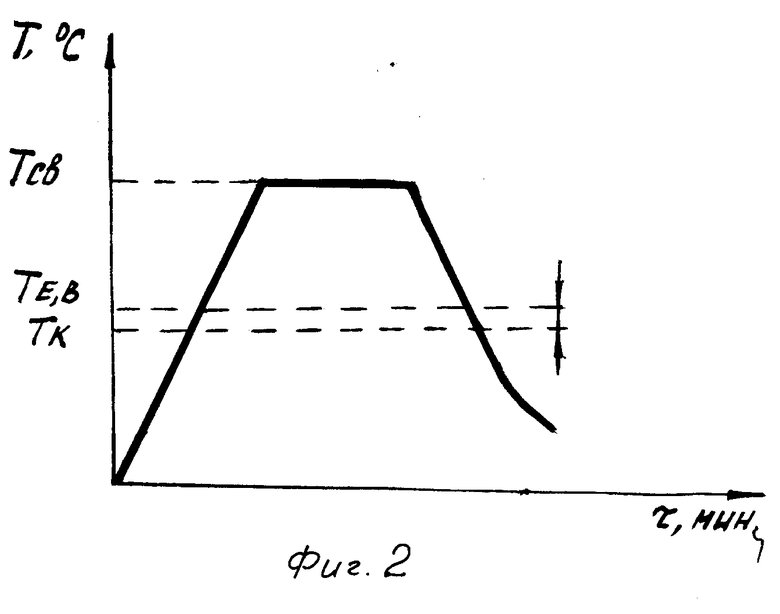
На фиг. 3 представлен температурный режим сварки пьезоэлектриков с металлами и момент приложения импульсного электрического поля в процессе охлаждения деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения сварного соединения | 1983 |
|
SU1139598A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1995 |
|
RU2113954C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПРИПОВЕРХНОСТНЫХ СЛОЕВ ДИЭЛЕКТРИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2083981C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ХОНИНГОВАНИЯ | 1999 |
|
RU2166416C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СОСТОЯНИЯ ПОВЕРХНОСТИ ТРЕНИЯ | 1990 |
|
RU2010215C1 |
| КАТОД-ИНСТРУМЕНТ ДЛЯ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1997 |
|
RU2127175C1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ ЭНЕРГОСИСТЕМ ПОСТОЯННОГО ТОКА | 1999 |
|
RU2187192C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ | 1998 |
|
RU2146580C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОГО УДАЛЕНИЯ ЗАУСЕНЦЕВ И СГЛАЖИВАНИЯ ОСТРЫХ КРОМОК | 2002 |
|
RU2212319C1 |
| ФИЛЬТР | 1991 |
|
RU2006252C1 |
Использование: сварка материалов, отличающихся по температурным коэффициентам линейного расширения (ТКЛР), например пьезоэлектриков и магнитострикционных материалов с металлами. Сущность изобретения: способ включает сварку и принудительное деформирование деталей. Принудительное деформирование осуществляют после сварки путем воздействия на пьезоэлектрик или магнитостриктор импульсным электрическим или магнитным полем постоянной полярности с частотой импульсов, равной частоте собственных механических колебаний пьезоэлектрика или магнитостриктора. Импульсное поле способствует релаксации внутренних напряжений в зоне соединения и в пьезоэлектрике или магнитострикторе. 3 ил.
СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ металлов с пьезоэлектрическими и магнитострикционными материалами, включающий сварку и принудительное деформирование деталей после сварки электрическим или магнитным полем с направлением его вектора, перпендикулярным к плоскости сварки при соединении металла с пьезоэлектриками и перпендикулярным или параллельным плоскости сварки при соединении металла с магнитострикторами, отличающийся тем, что, с целью уменьшения остаточных напряжений в сварном соединении путем интенсификации релаксационных процессов, деформирование деталей осуществляют импульсным электрическим или магнитным полем постоянной полярности с частотой импульсов, равной частоте собственных механических колебаний пьезоэлектрика или магнитостриктора.
| Способ получения сварного соединения | 1983 |
|
SU1139598A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
